Настоящее изобретение относится к способу регулирования натяжения полосового материала, в частности металлической полосы, между двумя точками натяжения, причем по меньшей мере одна из точек натяжения имеет привод вращательного движения для воздействия на напряжение растяжения материала. Точки натяжения могут представлять собой, например, две смежные прокатные клети.
Решающим критерием для прокатного стана, будь то стан горячей прокатки или стан холодной прокатки, является стабильность прокатки. Стабильность прокатки в значительной степени зависит от стабильности натяжения прокатываемой металлической полосы. Регуляторы натяжения, т.е. регуляторы, регулирующие натяжение до регулируемой величины, в уровне техники, в принципе, известны, например, из ЕР 2454033 В1 или DE 102006048421 А1. В известных устройствах регулирования натяжения в качестве исполнительного элемента может служить, например, гидравлическая установка в прокатной клети для установки рабочих валков. При этом рабочие валки предпочтительно регулируются по положению, так как позиционное регулирование действует на натяжение быстрее, чем изменение натяжения посредством регулирования частоты вращения приводов вращательного движения валков. Регулирование усилия часто используется в последних клетях стана тандем, чтобы придать поверхности прокатанной металлической полосы определенную шероховатость. В качестве альтернативы указанной гидравлической установки валков, например, при использовании регулирования усилия, также может служить привод вращательного движения валков прокатной клети с переменной установкой частоты вращения в качестве исполнительного элемента для регулирования натяжения.
Во время процесса прокатки могут возникнуть всевозможные неравномерности, каждая из которых требует коррекции натяжения металлической полосы. Примеры или, соответственно, причины таких неравномерностей:
- Перед началом процесса прокатки регулярно составляется программа прокатки, в которой оценивается или, соответственно, заранее рассчитывается обжатие по толщине и соответствующие изменения скорости для каждой отдельной клети прокатного стана. Если позже во время фактического процесса прокатки оказывается, что программа прокатки не соответствует действительности, возникают возмущения массового потока, в частности во время фаз ускорения и замедления, которые должен корректировать регулятор натяжения.
- Прокатывается новый материал или материал с неверными данными прокатки.
- Изменяется толщина металлической полосы при входе в валки отдельной прокатной клети, или в действительности заранее рассчитанное необходимое натяжение и/или условия смазки отклоняются от составленного плана. Это также означает возмущение массового потока, которое при движениях с ускорением вызывает возмущения натяжения, возникающие только из-за изменений скорости.
- Износ валков.
Все указанные ситуации вызывают возмущения натяжения, которые должны быть как можно быстрее скорректированы посредством регулирования натяжения. В противном случае происходит нестабильный процесс прокатки, вплоть до разрывов полосы. Недостаточно быстро скорректированное возмущение натяжения регулярно увеличивает немерную длину прокатываемой металлической полосы - длину металлической полосы, которую позже невозможно продать, так как не могут быть соблюдены допуски по толщине, требуемые заказчиком.
Известные в уровне техники способы регулирования натяжения, в качестве исполнительного элемента использующие привод вращательного движения валков прокатной клети, имеют недостаток, заключающийся в том, что часто в случае многих вышеуказанных проблем, часто возникающих в процессе прокатки и требующих коррекции, регулирование происходит слишком медленно.
Поэтому в основе изобретения лежит задача, усовершенствовать известный способ регулирования натяжения полосового материала между двумя точками натяжения таким образом, чтобы регулирование натяжения было более эффективным и быстрым.
Эта задача решается посредством способа, заявленного в пункте 1 формулы изобретения. Указанный способ отличается тем, что выходной сигнал регулятора в рамках его преобразования в управляющий сигнал по меньшей мере время от времени изменяют в зависимости от величины g(t), представляющей скорость металлической полосы.
Термин "по меньшей мере время от времени" означает, что предлагаемое изобретением преобразование выходного сигнала регулятора в управляющий сигнал во время регулирования натяжения должно происходить не постоянно. Предлагаемое изобретением преобразование могут прерывать во время отдельных фаз регулирования натяжения, например, до того, как регулирование натяжения войдет в установившийся режим.
Термин "(физическая) величина, представляющая скорость полосового материала" следует толковать в широком смысле. Во-первых, этот термин подразумевает скорость самой металлической полосы. Во-вторых, этот термин также включает любую другую физическую величину, позволяющую индицировать величину скорости металлической полосы между двумя точками натяжения. Например, он также включает частоту вращения или окружную скорость валков в прокатной клети, если такая прокатная клеть действует в качестве точки натяжения в смысле изобретения. Эта величина также не обязательно должна представлять собой измеренное значение.
В настоящем описании и формуле настоящего изобретения термин "металлическая полоса" всегда используется только в качестве примера. В каждом случае этот термин является синонимом полосового материала, который изготовлен из любого материала, и к которому в целом относится изобретение.
Настоящее изобретение относится только к способам регулирования натяжения, при которых в качестве исполнительного элемента действует привод вращательного движения и, следовательно, при которых управляющий сигнал задает частоты вращения или изменения частоты вращения привода вращательного движения.
Основная идея изобретения заключается в том, что, в отличие от уровня техники, выходной сигнал регулятора натяжения не служит непосредственно в качестве управляющего сигнала для привода вращательного движения в точке натяжения, например, в прокатной клети, а его предварительно еще подготавливают или, соответственно, преобразуют. Благодаря этому предлагаемому изобретением преобразованию предпочтительным образом осуществляют упреждающее регулирование возмущений натяжения в металлической полосе, вызванных изменениями скорости.
Предпочтительно благодаря предлагаемому изобретением преобразованию выходного сигнала регулятора в управляющий сигнал для привода вращательного движения ввод в эксплуатацию регулятора натяжения, до сих пор требовавший больших затрат и много времени, может быть существенно упрощен и сокращен. Таким образом, большое число металлических полос, которые ранее во время ввода в эксплуатацию использовались с целью испытаний, в частности на игру валков, и время, затрачиваемое специалистами для установки динамики регулятора натяжения для различных диапазонов скорости, при применении предлагаемого изобретением способа значительно уменьшается.
Описывается первый вариант и второй вариант предлагаемого изобретением регулирования натяжения. Пункты 2-4 формулы изобретения относятся к первому варианту, тогда как пункты 5 и 6 относятся ко второму варианту. Каждый из следующих зависимых пунктов 7-21 относится к обоим вариантам.
Описанный в п. 2 первый вариант предлагаемого изобретением регулирования натяжения описывает упреждающее регулирование, не оказывающее зависящего от скорости влияния на коэффициент V(t) усиления объекта регулирования, однако производящее необходимые изменения выходного сигнала R(t) регулятора натяжения относительно величины g(t), представляющей скорость металлической полосы. Этот первый вариант предлагаемого изобретением регулирования натяжения работает с моментами обучения. Если число моментов обучения увеличивают до бесконечности, то коррекцию натяжения производят непосредственно в зависимости от скорости установки и, следовательно, также от соответствующего усиления объекта регулирования.
Управляющий сигнал S(t) согласно первому варианту предлагаемого изобретением регулирования натяжения вычисляют по выходному сигналу R(t) регулятора по следующей формуле:

где:
A1(t0) задано
Z(t0) задано
ti: моменты обучения
t0: первый момент обучения,
и где

где V(t) - коэффициент усиления, представляющий изменение во времени величины g(t), представляющей скорость металлической полосы (200), предпочтительно нормированное посредством деления на заданную постоянную g(t0).
В соответствии с изобретением моменты ti обучения генерируют в соответствии с реальными возмущающими воздействиями, например, изменениями вручную опорного натяжения, перераспределениями, общими возмущениями, возникающими в связи с процессом, и т.д. В соответствии с указанными возмущающими воздействиями/событиями, которые также раскрыты в п. 3 формулы изобретения, изменяются внешние условия регулирования натяжения. При этом указанные моменты обучения помогают немедленно и точно согласовать выход регулятора с текущими измененными условиями массового потока. В этом отношении первый вариант предлагаемого изобретением регулирования натяжения описывает адаптивное упреждающее регулирование. Регулирование натяжения в целом станет более быстрым, а управляющий сигнал S(t) вероятно будет осуществлять лишь небольшие коррекции, возможно, в идеале даже уже не будет делать никаких коррекций, когда установка меняет свою скорость после и во время возмущения.
Зависимый пункт 4 описывает различные ситуации, когда используют регулирование натяжения по первому варианту, т.е. он описывает, при каких условиях управляющий сигнал рассчитывают предпочтительно по формуле 2. Это имеет место в частности тогда, когда величина, представляющая скорость металлической полосы, лежит между верхним и нижним предельным значением, или когда доминирующим для динамики регулирования натяжения является не массовый поток, а другая физическая величина.
При втором варианте предлагаемого изобретением регулирования натяжения согласно п. 5 формулы изобретения сначала опять формируют коэффициент V(t) усиления по вышеуказанной формуле 1. Затем формируют управляющий сигнал S(t) по следующей формуле:

В этом втором варианте выходной сигнал R(t) регулятора натяжения увеличивают или уменьшают и, следовательно, преобразуют в управляющий сигнал S(t), непосредственно посредством коэффициента V(t) усиления, который может непрерывно изменяться вместе со скоростью установки.
В отличие от первого варианта второй вариант, дополнительно к поддерживающему упреждающему регулированию при изменениях скорости, также влияет на динамику самого регулятора. Таким образом, для привода, например, при гипотетической возмущающей величине а воздействия и скорости b, может последовать коррекция регулятора ΔR, из которой опять же в соответствии с изобретением следует управляющий сигнал ΔR=>ΔS1 для привода вращательного движения. Если теперь скорость b изменяется до скорости с, где c≠b, то такая же гипотетическая возмущающая величина а воздействия может вызвать одинаковую коррекцию регулятора ΔR, однако следует другая реакция управляющего сигнала ΔR=>ΔS2, где ΔS2≠ΔS1. Это зависящее от скорости отличие управляющего сигнала ΔS(t) равным образом действует в отношении движений с ускорением и с постоянной скоростью.
В отношении техники автоматического регулирования преимущества второго варианта в сравнении с уровнем техники соответствуют преимуществам варианта 1. Дополнительно вариант 2 дает возможность, значительно снизить расходы на ввод в эксплуатацию регулирования натяжения благодаря тому, что динамику регулирования посредством коэффициента V(t) автоматически изменяют аналогично скорости и, таким образом, регулировать ее не требуется, или лишь в незначительной мере.
Второй вариант предпочтительно используют тогда, т.е. управляющий сигнал по формуле 3 предпочтительно рассчитывают тогда, когда величина g(t), представляющая скорость металлической полосы, падает ниже заданного верхнего предельного значения gmax2 и превышает заданное нижнее предельное значение gmin2; или когда массовый поток является доминантной величиной для динамики регулирования натяжения; или когда сигнал V(t) усиления должен иметь большее влияние на динамику регулирования натяжения, чем по формуле 2; или до того, как регулирование натяжения будет находиться в установившемся режиме, причем тогда предпочтительно имеет силу следующее: V(t)=1.
Опционально регулирование натяжения могут переключать со второго варианта на первый вариант, как только и до тех пор, пока величина, представляющая скорость металлической полосы, в частности скорость самой металлической полосы, превышает заданное положительное ограничение скорости. Это ограничение скорости определяют, например, посредством нижнего предельного значения gmin1 варианта 1, если оно больше верхнего предельного значения gmax2 второго варианта. Как только величина g(t), представляющая скорость металлической полосы, снова упадет ниже указанного ограничения скорости, могут переключиться опять на вариант 2. Периодическое переключение приводит к тому, что коррекция скорости по-прежнему изменяют в соответствии с массовым потоком, но регулятор натяжения поддерживает стабильное усиление при высоких скоростях.
Усиление регулятора должно поддерживаться на постоянном уровне, например, тогда, когда динамика приводов вращательного движения является или становится лимитирующей величиной для динамики регулятора натяжения.
Как первый, так и второй вариант предпочтительно используют тогда, когда регулирование натяжения находится в установившемся режиме.
Может быть предпочтительным, ограничивать коэффициент V(t) усиления постоянным значением, когда величина g(t), представляющая скорость металлической полосы, превышает заданное предельное значение gmaxi. Это позволяет при высоких скоростях поддерживать абсолютную коррекцию регулятора натяжения и постоянное усиление регулятора. Ограничение коэффициента усиления может иметь смысл в обоих вариантах регулирования натяжения.
Также для обоих вариантов может иметь смысл, ограничивать управляющее воздействие S(t) в зависимости или, соответственно, относительно величины, представляющей скорость металлической полосы. Тогда в математическом выражении имеет силу следующее:

Это защищает установку, например, в случае необнаруженного обрыва полосы при невысоких скоростях. Благодаря относительному ограничению пределы Smin(g(t)) и Smax(g(t)) регулятора на высоких скоростях g(t) более открыты, чем на низких скоростях. Например, имеет силу:


Предпочтительно управляющий сигнал S(t) или коэффициент V(t) усиления при первом и/или втором варианте вычисляют соответственно с учетом опережения к металлической полосы, преимущественно посредством умножения на функцию f(k). Опережение k представляет разность между скоростью g(t) металлической полосы и окружной скоростью Vcx рабочих валков, прокатывающих металлическую полосу в прокатной клети, согласно следующей формуле:

Тогда в соответствии с первым вариантом управляющий сигнал S(t) рассчитывают следующим образом:

В соответствии со вторым вариантом управляющий сигнал S(t) с учетом опережения рассчитывают следующим образом:

Посредством учета опережения предлагаемое изобретением регулирование натяжения предварительно настраивают или, соответственно, регулируют в соответствии с возмущениями, изменяющими скорость, еще лучше и, следовательно, еще эффективнее и еще быстрее.
Само опережение k может или зависеть в виде k(g(t)) от величины g(t), представляющей скорость металлической полосы, или оно может быть задано в виде постоянной.
Если альтернативно или дополнительно к управляющему сигналу S(t) также формируют и выдают производную сигнала по времени в виде dS(t)/dt для управления приводом вращательного движения, то благодаря этому приводом вращательного движения могут управлять еще точнее, потому что с помощью этой производной сигнала также возможна коррекция ускорения привода вращательного движения. Возможность использования производной сигнала по времени также существует как при первом, так и при втором варианте.
В то время как управляющий сигнал S(t) в рамках настоящего изобретения всегда задает частоту вращения или, соответственно, изменение частоты вращения привода вращательного движения, выходной сигнал R(t) регулятора может задавать либо изменение частоты вращения привода вращательного движения, либо изменение толщины металлической полосы в прокатной клети. Тогда в последнем случае могут осуществить перерасчет выходного сигнала регулятора в управляющий сигнал для привода вращательного движения.
Две точки натяжения, между которыми зажимают с натяжением металлическую полосу, могут представлять собой две предпочтительно смежные прокатные клети прокатного стана, причем по меньшей мере одна из прокатных клетей содержит привод вращательного движения для вращения одного из ее валков. В этом случае в специальном варианте осуществления в первой (если смотреть в направлении прокатки) прокатной клети осуществляют регулировку толщины, а в расположенной ниже по потоку (если смотреть в направлении прокатки) второй прокатной клети производят предлагаемое изобретением регулирование натяжения с управлением расположенным там приводом вращательного движения в качестве исполнительного элемента. Благодаря предыдущему регулированию скорости вращения существенно облегчают последующее регулирование натяжения, т.е. управляющий сигнал должен выдавать на привод вращательного движения только небольшие изменения частоты вращения.
В ситуации, описанной в последнем абзаце, является предпочтительным, если выходной сигнал регулятора, с одной стороны, представляет указанное изменение обжатия по толщине металлической полосы для регулировки толщины в первой прокатной клети и, следовательно, служит в качестве управляющего сигнала для обжатия по толщине в первой прокатной клети. Тогда выходной сигнал R(t) регулятора, с другой стороны, согласно первому или второму варианту предлагаемого изобретением регулирования натяжения могут преобразовать в управляющий сигнал для привода вращательного движения, причем преобразование также включает перерасчет изменения обжатия по толщине в изменение частоты вращения привода вращательного движения.
Две точки натяжения, между которыми предлагаемым изобретением способом регулируют натяжение металлической полосы, альтернативно могут представлять собой пару роликов в качестве первой точки натяжения и включенное после (если смотреть в направлении прокатки) указанной пары роликов мотальное устройство в качестве второй точки натяжения. В таком случае привод вращательного движения, необходимый для предлагаемого изобретением регулирования натяжения, может быть предусмотрен или при паре роликов для приведения во вращение по меньшей мере одного из ее роликов, и/или при мотальном устройстве для приведения моталки во вращение. Пара роликов может представлять собой пару ведущих роликов или пару рабочих валков в прокатной клети.
Другие предпочтительные варианты осуществления изобретения являются предметом зависимых пунктов формулы изобретения.
Описание дополнено четырьмя чертежами, из которых:
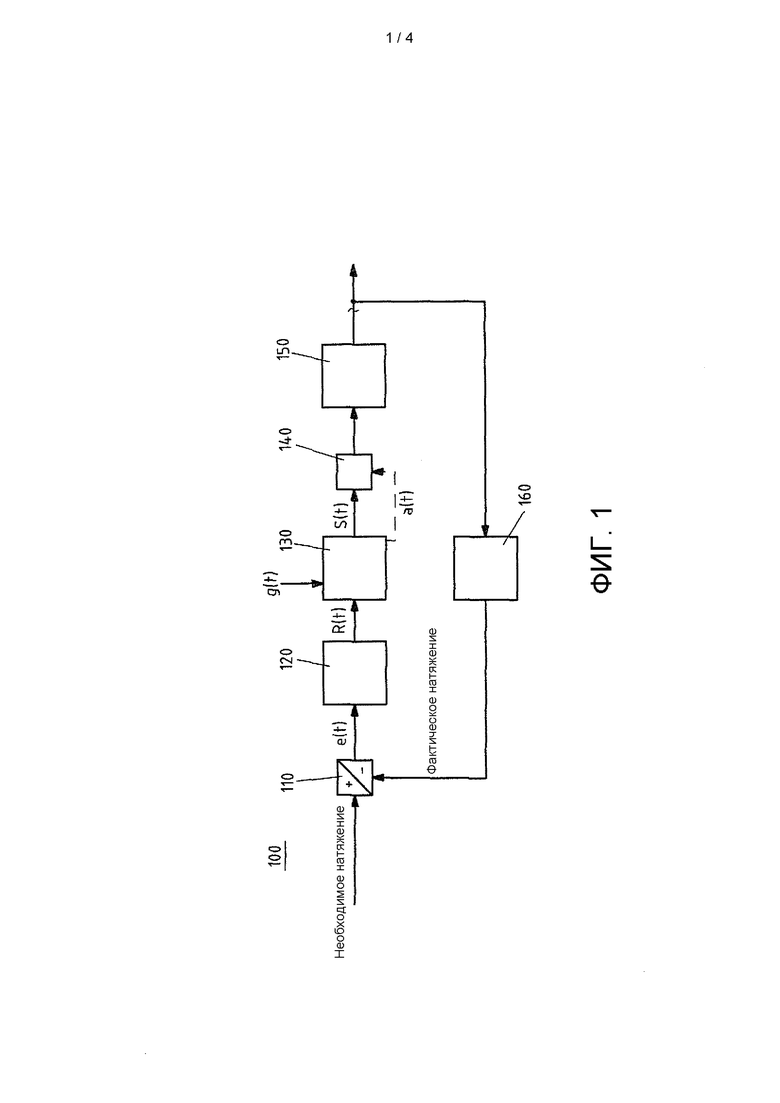
ФИГ. 1 - схема регулирования натяжения согласно настоящему изобретению;
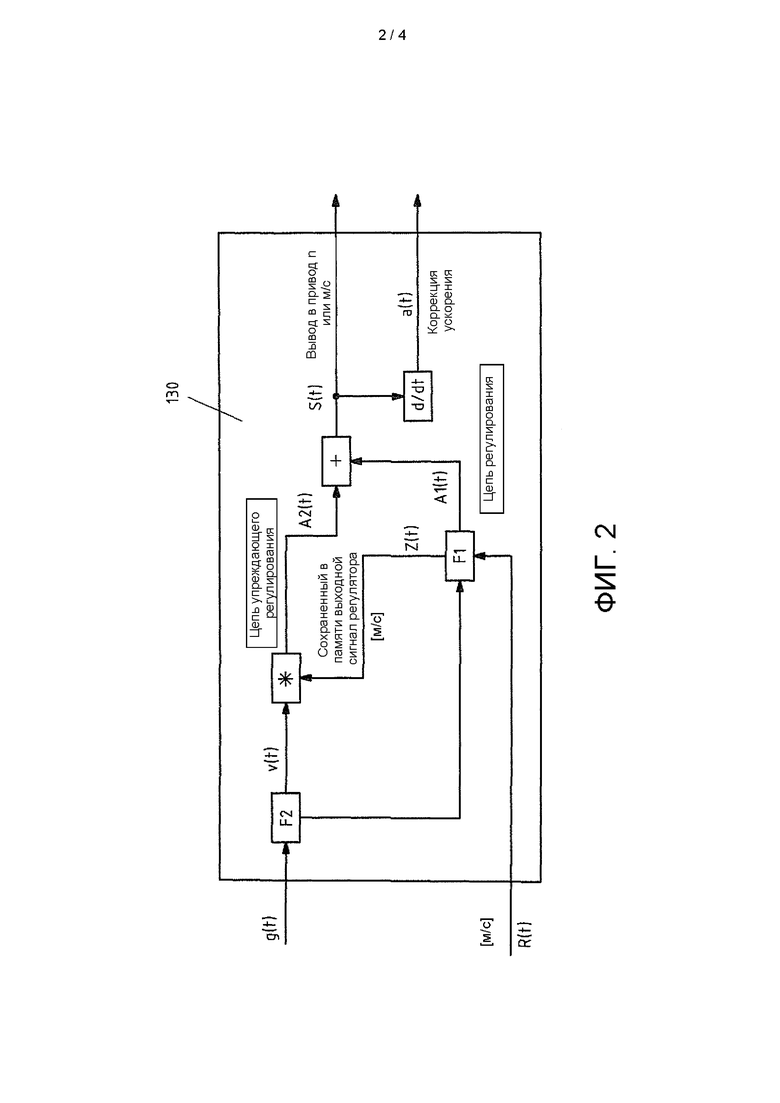
ФИГ. 2 - схема преобразования выходного сигнала R(t) регулятора в управляющий сигнал S(t) в соответствии с настоящим изобретением;
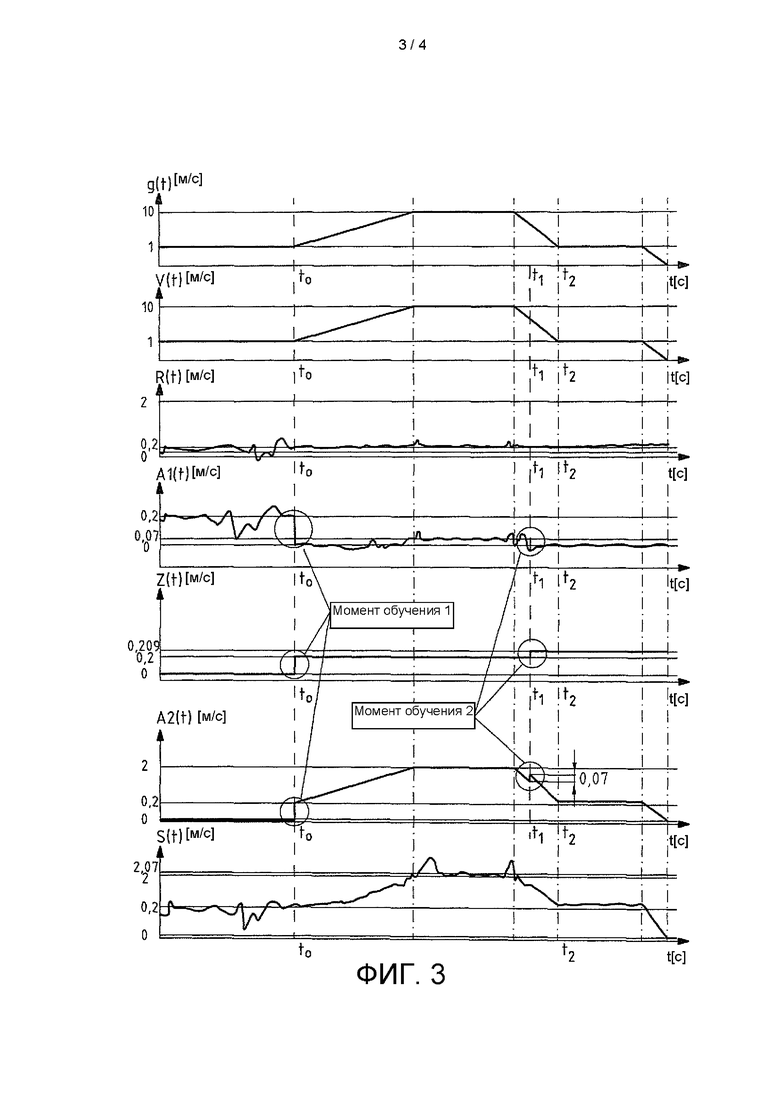
ФИГ. 3 - примерные характеристики сигналов для первого варианта предлагаемого изобретением способа; и
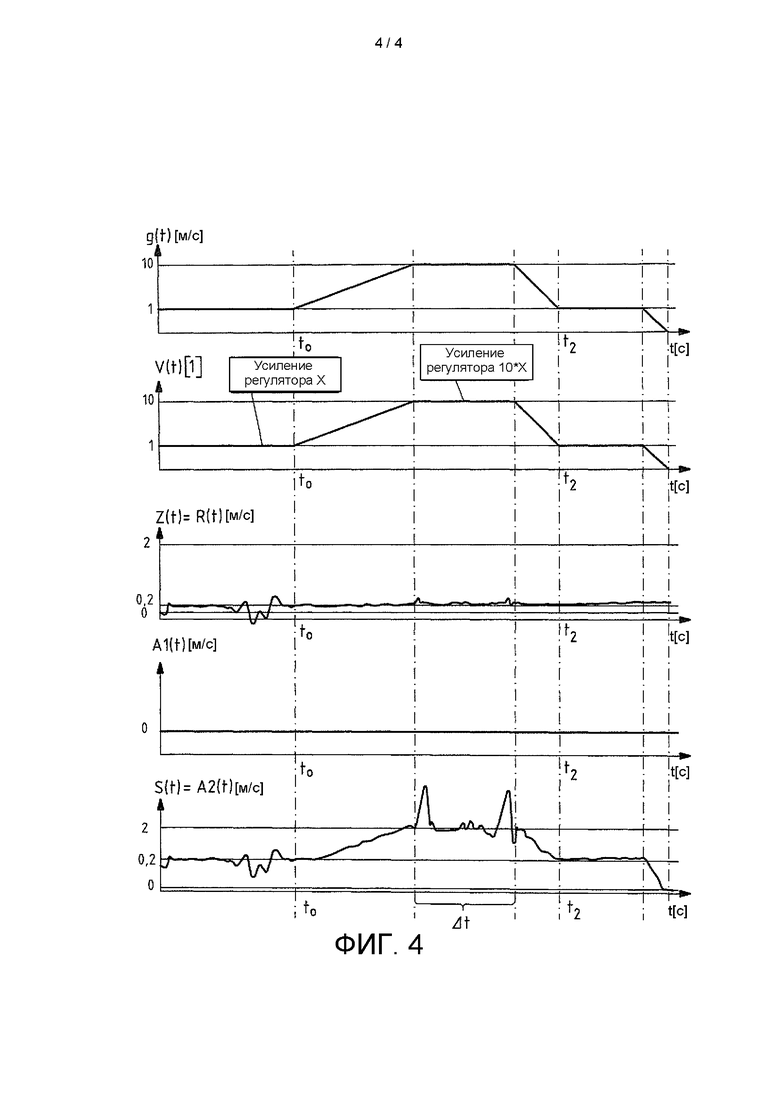
ФИГ. 4 - примерные характеристики сигналов для второго варианта предлагаемого изобретением способа.
Далее изобретение описывается подробно в виде примеров исполнения и со ссылкой на указанные чертежи.
На ФИГ. 1 показана схема 100 регулирования натяжения согласно настоящему изобретению. Изобретение основано на контуре регулирования натяжения, в общих чертах показанном на ФИГ. 1. Контур регулирования обеспечивает измерение фактического натяжения металлической полосы с помощью измерительного устройства 160 или определение другим способом, когда металлическая полоса зажата с натяжением между двумя точками натяжения или, соответственно, с натяжением проходит указанные точки натяжения. Здесь термин "натяжение" является синонимом растягивающего напряжения. Определенное таким образом фактическое натяжение в блоке 110 сравнения заданного и фактического значения сравнивают с заданным необходимым натяжением металлической полосы и результат этого сравнения, обычно представляющего собой образование разности, выдают в качестве рассогласования e(t) в регулятор 120. Регулятор генерирует на своем выходе выходной сигнал R(t) регулятора.
Этот выходной сигнал R(t) регулятора обычно представляет изменение частоты вращения привода вращательного движения. Однако в соответствии с изобретением выходной сигнал R(t) регулятора действует не непосредственно в качестве управляющего сигнала для управления исполнительным элементом 140 в виде привода вращательного движения, скорее настоящее изобретение предусматривает, что сначала выходной сигнал регулятора, как описано ниже, в преобразователе 130 соответствующим образом преобразуют в управляющий сигнал S(t). И только исполнительный элемент S(t) затем фактически служит для управления приводом 140 вращательного движения. Приводом 140 вращательного движения управляют так, что натяжение металлической полосы 200 регулируют до заране установленного заданного значения, когда металлическая полоса проходит по регулируемому объекту 150, по существу состоящему из двух точек натяжения. Описанное регулирование предпочтительно работает непрерывно во времени, так что описанное вначале определение фактического натяжения металлической полосы на регулируемом объекте происходит непрерывно, а определенное фактическое значение натяжения регулируют до заданного необходимого значения натяжения.
На ФИГ. 2 в подробностях представлена функциональная структура преобразователя 130, показанного на ФИГ. 3.
Прежде всего, видно, что преобразователь 130 получает выходной сигнал R(t) регулятора в качестве входной величины, и выдает указанный управляющий сигнал S(t) в качестве выходной величины в привод 140 вращательного движения в качестве исполнительного элемента. Наряду с выходным сигналом R(t) регулятора преобразователь 130 дополнительно получает величину g(t), представляющую скорость металлической полосы 200. При этом речь может идти о конкретной скорости самой металлической полосы, однако это может быть и любая другая физическая величина, делающая возможным указание на величину скорости металлической полосы между двумя точками натяжения.
Наряду с управляющим сигналом S(t) может иметь смысл, также выдавать на привод 140 вращательного движения его производную dS(t)/dt=a(t) по времени в качестве выходного сигнала a(t). Тогда сигнал a(t) производной делает возможной коррекцию ускорения поворотного привода.
Предлагаемое изобретением регулирование натяжения и в частности преобразователь 130 могут использоваться в первом варианте или альтернативно во втором варианте, в зависимости от варианта функциональные блоки F1 и F2 внутри преобразователя 130 используются или, соответственно, исполняются по-разному. Ниже разное исполнение или, соответственно, разный режим работы преобразователя 130 в каждом из двух вариантов описывается, прежде всего, математически.
В обоих вариантах блок F2 в преобразователе 130 предназначен для генерирования коэффициента V(t) усиления путем нормирования принятого входного сигнала g(t) предпочтительно на заданную постоянную g(t0). Поэтому для V(t) имеет силу следующее:

I. Описание первого варианта
Для первого варианта предлагаемого изобретением регулирования натяжения преобразователь 130 согласно ФИГ. 2 рассчитывает управляющий сигнал S(t) следующим образом:



Отсюда следует:

где
ti: время в момент обучения
t0: время в первый момент обучения
На ФИГ. 3 показано генерирование управляющего сигнала S(t) в качестве выходного сигнала преобразователя 130 согласно первому варианту на основе конкретных примеров входных сигналов g(t) и R(t). В приведенном на ФИГ. 3 примере коэффициент V(t) усиления изменяют во времени идентично входному сигналу g(t), т.е. здесь в качестве примера нормирующий множитель g(t0) был установлен на 1.
Наряду с коэффициентом V(t) усиления в преобразователе 130 генерируют различные другие промежуточные сигналы A1(t), Z(t) и A2(t), по которым в конечном итоге рассчитывают управляющий сигнал S(t). Расчет промежуточных сигналов показан выше в математической форме и, как сказано, пояснен на примере на ФИГ. 3.
В качестве особенности в рамках регулирования натяжения по первому варианту моменты ti времени, когда происходят особые события, определяют как так называемые моменты обучения. Ниже для соответствующих событий приведены некоторые примеры, когда устанавливают или, соответственно, запускают момент обучения:
g(t)=gLPi **Если текущая скорость g(t) достигает заданной или, соответственно, установленной в качестве параметра скорости gLP, то запускают момент обучения
gLP [м/с]: скорость момента обучения
где: gLPi: скорость, при которой должен быть установлен момент обучения;
или
 **Предпочтительно анализируют опорное ускорение. Если установка начинает фазу положительного или отрицательного ускорения с
**Предпочтительно анализируют опорное ускорение. Если установка начинает фазу положительного или отрицательного ускорения с  то в этот момент времени устанавливают момент обучения;
то в этот момент времени устанавливают момент обучения;
или
 **Если во время фазы
**Если во время фазы  ускорения величина A1(t) превышает определенное значение A1Max, то запускают момент обучения.
ускорения величина A1(t) превышает определенное значение A1Max, то запускают момент обучения.
Два события из только что описанных событий для запуска моментов обучения показаны на ФИГ. 3. Так, из ФИГ. 3 видно, что момент 1 обучения устанавливают в момент t0 времени тогда или, соответственно, потому, что в момент t0 времени установка начинает фазу ускорения. На ФИГ. 3 это можно определить по тому, что величина g(t), представляющая скорость металлической полосы, начиная с этого момента времени, изменяется. Конкретно величина g(t) в этот момент времени, начиная с величины, до тех пор постоянной, увеличивается, т.е. в момент t0 времени начинается фаза положительного ускорения. Второй момент обучения на ФИГ. 3 запускают, так как во время преобладающей тогда фазы негативного ускорения, т.е. во время преобладающей фазы замедления, предельное значение A1(t), показанное с левой стороны, достигает заданного значения A1max. или, соответственно, падает до него. Установка моментов обучения в каждом случае приводит к тому, что функция A1(t) в моменты обучения показывает скачок, так как тогда ее рассчитывают согласно формуле 2.1 по выходному сигнал R(t) регулятора за вычетом определенной величины.
Посредством установленных моментов обучения предварительное регулирование немедленно и точно настраивают в соответствии с текущими условиями, в частности с изменениями массового потока, связанными со скоростью. Посредством установки моментов обучения будущий выходной сигнал R(t) регулятора, т.е. выходной сигнал регулятора после соответствующего установленного момента обучения в виде сигнала Z(t), копируют в цепь упреждающего регулирования (см. ФИГ. 2) так что в итоге управляющий сигнал S(t) из-за установки моментов обучения не изменяется. С другой стороны, при изменении скорости установки вновь изученное возмущение массового потока автоматически регулируется с упреждением преобразователем 130, при этом управление массовым потоком посредством управляющего сигнала S(t) снова изменяют линейно пропорционально скорости установки. Тогда, если до этого управляющий сигнал (St) был идеально согласован с изменением скорости установки, в идеальном случае выходной сигнал R(t) регулятора коррекций производить не должен или должен производить лишь весьма незначительные коррекции, когда установка изменяет свою скорость, т.е. когда происходит изменение g(t).
На ФИГ. 3 в качестве примера показаны характеристики входных сигналов R(t) и g(t) и управляющего сигнала S(t), рассчитанного на их основе в преобразователе 130 по формуле 2. Сравнение выходного сигнала R(t) регулятора, который в уровне техники обычно служит непосредственно в качестве управляющего сигнала для расположенного ниже по потоку привода вращательного движения, с управляющим сигналом S(t), рассчитанным в соответствии с изобретением, позволяет сделать вывод, что, в частности, между моментами t0 и t2 времени выходной сигнал R(t) регулятора для расчета управляющего сигнала S(t) был взвешен или, соответственно, изменен посредством величины g(t), представляющей скорость металлической полосы, или, соответственно, посредством коэффициента V(t) усиления.
II. Описание второго варианта
Согласно ФИГ. 2 при втором варианте управляющий сигнал S(t) в зависимости от выходного сигнала R(t) регулятора рассчитывают следующим образом:
S(t)=A1(t)+A2(t)
A1(t)=0
A2(t)=V(t)×Z(t) где Z(t)=R(t)
Отсюда следует:

где

Пример такого расчета управляющего сигнала S(t) согласно второму варианту представлен на ФИГ. 4. Сравнение выходного сигнала R(t) регулятора с управляющим сигналом S(t) на ФИГ. 4 также показывает, что в соответствии с изобретением выходной сигнал регулятора был изменен или, соответственно, взвешен в зависимости от коэффициента V(t) усиления или, соответственно, в зависимости от величины g(t), представляющей скорость металлической полосы. В отличие от взвешивания по первому варианту во втором варианте взвешивание действует значительно непосредственнее, об этом говорит фактически пропорциональное усиление локальных максимумов и минимумов, в частности в области Δt. В первом варианте, как показывает характеристика S(t) сигнала на ФИГ. 3, они не усиливаются, или усиливаются лишь менее интенсивно.
Второй вариант могут использовать не только тогда, когда регулирование натяжения находится в установившемся режиме, но даже еще до достижения установившегося режима, например, при вводе металлической полосы в установку, в частности между двумя точками натяжения, или в цикле создания натяжения и т.д. Тогда для варианта 2 действует следующая математическая зависимость:
V(t)=1
Отсюда следует:
S(t)=R(t)
Тогда это соответствует прямому подключению или использованию выходного сигнала R(t) регулятора в качестве управляющего сигнала S(t) для привода вращательного движения. В таком случае предлагаемое изобретением преобразование R(t) в S(t) не осуществляют или, соответственно, сводят к короткому замыканию.
III. Утверждения, применимые как к первому, так и ко второму варианту
Если регулирование натяжения находится в установившемся режиме, то в соответствии с изобретением его могут выполнять либо в соответствии с первым вариантом, либо в соответствии со вторым вариантом. На каждой из ФИГ. 3 и 4 этот установившийся режим начинается в момент t0 времени со скоростью g(t0). В установившемся режиме также могут переключаться между первым вариантом и вторым вариантом.
На второй вариант могут переключаться, если посредством изменения скорости установки может быть достигнута более благоприятная характеристика регулирования, также изменяя динамику регулятора натяжения на основе изменения скорости. Во втором варианте указанную динамику, по меньшей мере частично, автоматически адаптируют посредством предлагаемого изобретением преобразования величины R(t) в S(t).
Преимущество непосредственного усиления сигнала R(t) регулятора при преобразовании в управляющий сигнал S(t) по второму варианту состоит в том, что ввести регулятор в эксплуатацию могут быстрее, так как проблему зависимости динамики регулирования от скорости по меньшей мере частично решают посредством предлагаемого изобретением преобразования R(t) в S(t). Также получающаяся, таким образом, непрерывная адаптация динамики регуляторов к требованиям при и после изменения скорости может быть более точной по сравнению с обычной установкой для различных рабочих точек.
В определенных ситуациях может быть предпочтительным, не увеличивать усиление выходного сигнала R(t) регулятора при преобразовании в S(t). В этом случае могут переключиться со второго варианта на первый вариант. Это переключение со второго варианта на первый вариант, как и обратное переключение с первого варианта на второй вариант, предпочтительно осуществляют посредством дополнительной логики, предотвращающей изменение управляющего сигнала S(t) из-за указанного переключения. Например, со второго варианта переключаются на первый вариант, если динамика привода является величиной, ограничивающей динамику регулятора натяжения.
Как при первом, так и при втором варианте по-прежнему существует возможность ограничения коэффициента  скорости, например, по верху.
скорости, например, по верху.
Пример ограничения:
V(t)=gmax/g(t0), если g(t)≥gmax;
в противном случае действует соотношение:

Таким образом, V(t) при скоростях ≥gmax представляет собой постоянную величину. Это позволяет при высоких скоростях поддерживать абсолютную коррекцию регулятора натяжения и постоянное усиление регулятора.
Перечень ссылочных обозначений
100 регулирование натяжения
110 блок сравнения заданного и фактического значения
120 регулятор
130 преобразователь
140 исполнительный элемент, в частности привод вращательного движения
150 регулируемый объект с двумя точками натяжения
160 измерительное устройство для измерения фактического натяжения
200 полосовой материал, в частности металлическая полоса
e(t) рассогласование (по натяжению)
R(t) выходной сигнал регулятора
S(t) управляющий сигнал для привода вращательного движения
V(t) коэффициент усиления
a(t) производная сигнала
g(t) величина, представляющая скорость металлической полосы
ti момент времени
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕГУЛИРОВКА ШИРИНЫ В ЧИСТОВОЙ ГРУППЕ КЛЕТЕЙ | 2015 |
|
RU2706254C2 |
| Устройство для компенсации биения опорных валков прокатной клети | 1982 |
|
SU1097404A1 |
| Нереверсивный электропривод постоянного тока непрерывного прокатного стана | 1985 |
|
SU1288877A1 |
| НАДЕЖНАЯ РЕГУЛИРОВКА НАТЯЖЕНИЯ ПОЛОСЫ | 2017 |
|
RU2731220C2 |
| РЕГУЛИРОВАНИЕ ПЛОСКОСТНОСТИ С ОПТИМИЗАТОРОМ | 2018 |
|
RU2785510C2 |
| Устройство для регулирования толщины полосы на прокатном стане | 1991 |
|
SU1794518A1 |
| ПРОКАТНЫЙ СТАН ХОЛОДНОЙ ПРОКАТКИ И СПОСОБ ХОЛОДНОЙ ПРОКАТКИ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 2002 |
|
RU2293616C2 |
| СПОСОБ РЕГУЛИРОВАНИЯ ДЛЯ СТАНА ХОЛОДНОЙ ПРОКАТКИ С ПОЛНЫМ РЕГУЛИРОВАНИЕМ МАССОВОГО ПОТОКА | 2009 |
|
RU2482935C2 |
| РАЗДЕЛЬНАЯ НАСТРОЙКА КОНТУРА И ПЛОСКОСТНОСТИ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 2019 |
|
RU2771287C1 |
| СИСТЕМА АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ МЕЖКЛЕТЕВОГО НАТЯЖЕНИЯ ПОЛОСЫ | 1999 |
|
RU2147951C1 |
Изобретение относится к способу регулирования натяжения металлической полосы между двумя точками натяжения в прокатном стане, в частности между двумя смежными прокатными клетями, причем по меньшей мере одна из точек натяжения имеет привод вращательного движения. Способ включает определение фактического натяжения между двумя точками натяжения, определение рассогласования, как разности между фактическим натяжением и заданным необходимым натяжением, ввод рассогласования в регулятор для генерирования выходного сигнала регулятора, преобразование выходного сигнала регулятора в управляющий сигнал и регулирование фактического натяжения до необходимого натяжения посредством изменения частоты вращения привода вращательного движения в качестве исполнительного элемента в соответствии с управляющим сигналом. Выходной сигнал регулятора в рамках его преобразования в управляющий сигнал по меньшей мере время от времени изменяют в зависимости от величины, представляющей скорость металлической полосы. Обеспечивается эффективная и быстрая регулировка натяжения металлической полосы. 21 з.п. ф-лы, 4 ил.
1. Способ регулирования натяжения металлической полосы (200) между двумя точками натяжения в прокатном стане, причем по меньшей мере одна из точек натяжения имеет привод (140) вращательного движения, включающий следующие этапы:
определение фактического натяжения между двумя точками натяжения;
определение рассогласования e(t) как разности между фактическим натяжением и заданным необходимым натяжением;
ввод рассогласования e(t) в регулятор (120) для генерирования выходного сигнала R(t) регулятора;
преобразование выходного сигнала R(t) регулятора в управляющий сигнал S(t) и
регулирование фактического натяжения до необходимого натяжения посредством изменения частоты вращения привода (140) вращательного движения в качестве исполнительного элемента в соответствии с управляющим сигналом S(t);
отличающийся тем, что
выходной сигнал R(t) регулятора в рамках его преобразования в управляющий сигнал S(t) по меньшей мере время от времени изменяют в зависимости от величины g(t), представляющей скорость металлической полосы.
2. Способ по п. 1,
отличающийся тем, что
регулирование натяжения выполняют по первому варианту, причем:
формируют коэффициент V(t) усиления
 , (1)
, (1)
представляющий изменение во времени величины g(t), представляющей скорость металлической полосы (200), предпочтительно нормированное на заданную постоянную g(t0); и
формируют управляющий сигнал S(t) по следующей формуле:
 , (2)
, (2)
где А1(t0) задано,
А1(t) = R(t) – (A1(t0) + A1(t1) + A1(t2) +…+ A1(tn)) при tn≤t, (2.1)
ti - время в момент обучения,
t0 - время в первый момент обучения.
3. Способ по п. 2,
отличающийся тем, что
моменты времени,
в которые величина g(t), представляющая скорость металлической полосы (200), достигает соответственно заданного предельного значения gLPi,
или
в которые величина g(t), представляющая скорость g(t) металлической полосы (200), уже не постоянна, а начинает изменяться, так что dg(t)/dt ≠ 0,
или
в которые во время фазы ускорения металлической полосы (200) величина A1(t) превышает заданное предельное значение A1max,
устанавливают соответственно в качестве времени ti момента обучения.
4. Способ по одному из пп. 2 или 3,
отличающийся тем, что
управляющий сигнал S(t) рассчитывают по формуле (2),
если величина g(t), представляющая скорость металлической полосы (200), падает ниже заданного верхнего предельного значения gmax и превышает заданное нижнее предельное значение gmin.
5. Способ по одному из пп. 2-4,
отличающийся тем, что
если регулирование натяжения находится в установившемся режиме, то управляющий сигнал S(t) рассчитывают по первому варианту.
6. Способ по п. 1,
отличающийся тем, что
регулирование натяжения выполняют по второму варианту, причем формируют коэффициент V(t) усиления
, (1)
представляющий изменение во времени величины g(t), представляющей скорость металлической полосы (200), предпочтительно нормированное на заданную постоянную g(t0); и
формируют управляющий сигнал S(t) по следующей формуле:
S(t) = R(t) * V(t), (3)
где R(t) - выходной сигнал регулятора.
7. Способ по п. 6,
отличающийся тем, что
управляющий сигнал S(t) рассчитывают по формуле (3),
если величина g(t), представляющая скорость металлической полосы (200), падает ниже заданного верхнего предельного значения gmax2 и превышает заданное нижнее предельное значение gmin2;
или
если сигнал V(t) усиления должен иметь большее влияние на динамику регулирования натяжения, чем по формуле (2);
или
до того, как регулирование натяжения будет находиться в установившемся режиме, причем тогда предпочтительно имеет силу: V(t)=1.
8. Способ по п. 6 или 7,
отличающийся тем, что
регулирование натяжения переключают со второго варианта на первый вариант, как только и до тех пор, пока имеет силу:
g(t) > gmin1 > gmax2, (4)
где gmin1 – нижнее предельное значение варианта 1;
gmax2 – верхнее предельное значение варианта 2.
9. Способ по одному из пп. 6-8,
отличающийся тем, что
если регулирование натяжения находится в установившемся режиме, то управляющий сигнал S(t) рассчитывают по второму варианту.
10. Способ по одному из пп. 2-9,
отличающийся тем, что
коэффициент V(t) усиления ограничивают постоянным значением, если величина g(t), представляющая скорость металлической полосы (200), превышает заданное предельное значение gmaxi.
11. Способ по п. 10,
отличающийся тем, что
в случае формулы (2) имеет силу: gmin1 < gmaxi < gmax1 (5)
или
в случае формулы (3) имеет силу: gmin2 < gmaxi < gmax2, (6)
где gmin1 - нижнее предельное значение варианта 1,
gmax1 - верхнее предельное значение варианта 1,
gmin2 - нижнее предельное значение варианта 2,
gmax2 - верхнее предельное значение варианта 2.
12. Способ по одному из предыдущих пунктов,
отличающийся тем, что
управляющую величину S(t) в зависимости от величины g(t), представляющей скорость g(t) металлической полосы (200), ограничивают, например, следующим образом:
Smin(g(t)) < S(t) < Smax(g(t)) (7).
13. Способ по одному из предыдущих пунктов,
отличающийся тем,
что управляющий сигнал S(t) рассчитывают с учетом опережения k металлической полосы, которое представляет собой разность между скоростью g(t) металлической полосы (200) и окружной скоростью Vcx рабочих валков, прокатывающих металлическую полосу (200).
14. Способ по п. 13,
отличающийся тем, что
опережение k(g(t)), в свою очередь, рассчитывают в зависимости от величины g(t), представляющей скорость g(t) металлической полосы (200), по следующей формуле:
 (8).
(8).
15. Способ по п. 13,
отличающийся тем, что
опережение заранее устанавливают в виде постоянной.
16. Способ по одному из предыдущих пунктов,
отличающийся тем, что
альтернативно или дополнительно к управляющему сигналу S(t) также подготавливают производную сигнала в виде dS(t)/dt, представляющую коррекцию ускорения привода вращательного движения, в качестве входного сигнала для привода (140) вращательного движения.
17. Способ по одному из предыдущих пунктов,
отличающийся тем, что
выходной сигнал R(t) регулятора представляет изменение частоты вращения привода (140) вращательного движения.
18. Способ по одному из предыдущих пунктов,
отличающийся тем, что
две точки натяжения представляют собой две предпочтительно смежные прокатные клети прокатного стана, причем по меньшей мере одна из прокатных клетей содержит привод (140) вращательного движения для приведения во вращение одного из ее валков.
19. Способ по п. 18,
отличающийся тем, что
в первой в направлении прокатки прокатной клети осуществляют регулировку толщины; а в расположенной далее по потоку в направлении прокатки второй прокатной клети имеется привод (140) вращательного движения для по меньшей мере одного из валков второй прокатной клети, и им управляют,
а натяжение металлической полосы (200), зажатой между первой и второй прокатными клетями, регулируют в соответствии со способом по одному из предыдущих пунктов, причем посредством управляющего сигнала S(t) управляют приводом (140) вращательного движения второй прокатной клети.
20. Способ по п. 19,
отличающийся тем, что
выходной сигнал R(t) регулятора, с одной стороны, представляет изменение обжатия по толщине металлической полосы (200) в первой прокатной клети в качестве точки натяжения и служит в качестве управляющего сигнала для обжатия по толщине в первой прокатной клети; и
выходной сигнал R(t) регулятора, с другой стороны, согласно первому или второму варианту одновременно преобразовывают в управляющий сигнал для привода (140) вращательного движения, причем преобразование также включает перерасчет изменения обжатия по толщине в изменение частоты вращения привода вращательного движения.
21. Способ по одному из пп. 1–17,
отличающийся тем, что
одна из двух точек натяжения представляет собой пару роликов, а другая из двух точек натяжения представляет собой включенное далее по потоку в направлении прокатки мотальное устройство, причем пара роликов имеет привод (140) вращательного движения для приведения во вращение по меньшей мере одного из ее роликов и/или мотальное устройство имеет привод (140) вращательного движения для приведения моталки во вращение.
22. Способ по п. 21,
отличающийся тем, что
пара роликов представляет собой пару ведущих роликов или пару рабочих валков в прокатной клети.
| DE 102006048421 B4, 30.08.2012 | |||
| Терморегулятор давления воздуха | 1960 |
|
SU147042A1 |
| СПОСОБ РЕГУЛИРОВАНИЯ НАТЯЖЕНИЯ ПОЛОСЫ В ПРОЦЕССЕ ПРОКАТКИ МЕЖДУ КЛЕТЯМИ МНОГОКЛЕТЬЕВОГО СТАНА С ПЕЧНЫМИ МОТАЛКАМИ | 2002 |
|
RU2268800C2 |
| Способ регулирования межклетевого натяжения и устройство для его осуществления | 1990 |
|
SU1738400A1 |

