4
СО
iNd
00
Изобретение итиосится к нидукцися - ным плапнльным печам с CJTHFJOM расплава и может быть использовано в электротехнической, химической и других отраслях промышленности.
Целью изобретения ятзляется повышение производительности печи за счет сокращения врзмени образования и расплавления пробки.
На чертеже представлена индукционная плавильная печь, вертикальный разрез.
Индукционная плавильная печь содержит электропроводящий металлический тигель 1 со сферическим днищем, в центре которого выполнено сливное отверстие 2, переходящее в выпускной канал 3. Канал 3 выполнен с кольцевым пережимом 4, в которьй С внешней стороны канала 3 установлено ограждающее устройство 5 в виде палого кольца, полость которого соеди нена с источником подачи охладителя 6 например жидкого азота. Азот в кольцо охлаждающего устройства 5 подают через вентиль 7, а выпускают через вентиль 8. Вокруг тигля 1 установлен индуктор 9, закрепленньй на корпусе 10. Пространство между тиглем 1 и индуктором 9 заполнено огнеупорным материалом 11, например шамотом.
Индукционная плавильная печь работает следующим образом.
Плавку ведут на индукционной плавильной печи с металлическим тиглем со сферическим днищем, в котором выполнено сливное отверстие. Полезная емкость тигля 50 л, диаметр сливного отверстия и выпускного канала 40 мм. В канале на расстоянии 20 мм от дна тигля вьтолнен кольцевой пережим, внутренний диаметр которого составляет 24 мм. В пережим с внешней стороны выпускного канала установлено замкнутое полое кольцо с внутренним диаметром 12 мм. Кольцо плотно прилегает к поверхности выпускного канала в области пережима. Внутренняя полость кольца соединена через вентиль с сосудом Дюара, заполненным жидким азотом. С другой стороны кольца установлен дополнительный вентиль для выхода азота из полости кольца. Электро питание индуктора производится от машинного преобразователя частоты мощ- } остыо 100 кВт, частотой 2АОО Гц, Перед началом плавки приоткрывают вен- типь 8 и открывают вентиль 7, подавая
0
5
0
5
0
5
0
5
0
5
жидк ш -;uiT н(.).аост кольця 5. Включают источник П1 тания и в тигель дакп- uopiuno стеклощихты, которая расплавляется, затекает внутрь выпускного капала 3 и быстро застывает в зоне пережима 4, образуя гробку, которая препятствует вытеканию рлг.плава в процессе его приготовления. Затем в тигель подгружают остальные порции стеклошихты, ;;оводя содержание стекломассы в тигле до 50 л. После выдержки стекломассы для ее рафинирования прекращают подачу азота в полость кольца. Пробка, образованная в выпускном канале без охлаждения места пережима жидким азотом, расплавляется и расплав стекла выливается в подставленные под тигель формы. Затем процесс повторяется.
Результаты работы индукционной плавильной печи с металлическим тиглем емкостью 50 л представлены в таблице. В тигле расплавляют оптическое стекло.
Приведенные в таблице результаты работы печи позволяют сделать следующие выводы.
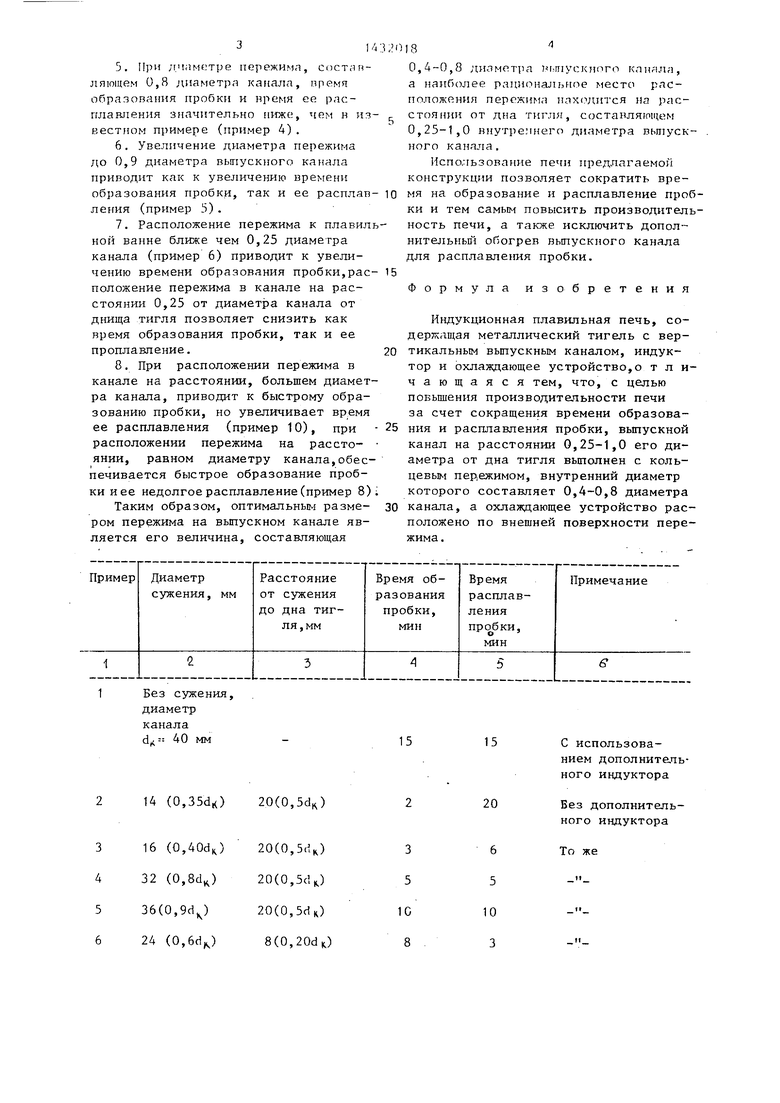
1.Без использования пережима (пример 1, известньй) в вьшускном канале значительное время затрачивается как на образование пробки в выпускном канале, так и ее расплавление перед выпуском расплава из тигля. Причем для расплавления проб- ки необходим дополнительньй источник и соответственно индуктор, установленный вокруг выпускного канала.
2.Использование пережима, с внешней стороны которого установлено охлаждающее устройство в виде полого кольца, через которое пропускают охладитель (жидкий азот), позволяет исключить дополнительньп1 источник нагрева, но для успешной эксплуатации печи необходимо рациональное размещение пережима на выпускном канале и подбор его оптимального размера.
3.Выполнение пережима с внутренним диаметром менее 0,4 диаметра канала (пример 2) позволяет быстро образовать пробку, но увеличивает время ее расплавления перед выпуском.
4.Диаметр пережима, составляющий 0,4 диаметра канала, обеспечивает как быстрое закрытие, так и сношение времени на расплавление пробки (пример 3).
5.При /iMjiMf Tpe пережимл, состяи- ляющем 0,8 диаметра канала, время оГфазовання пробки и нрсмя ее расплавления значительно птже, чем н известном примере (пример 4).
6.Увеличение диаметра пережима до 0,9 диаметра выпускного канала приводит как к увеличению времени образования пробки, так и ее расплавления (пример 5).
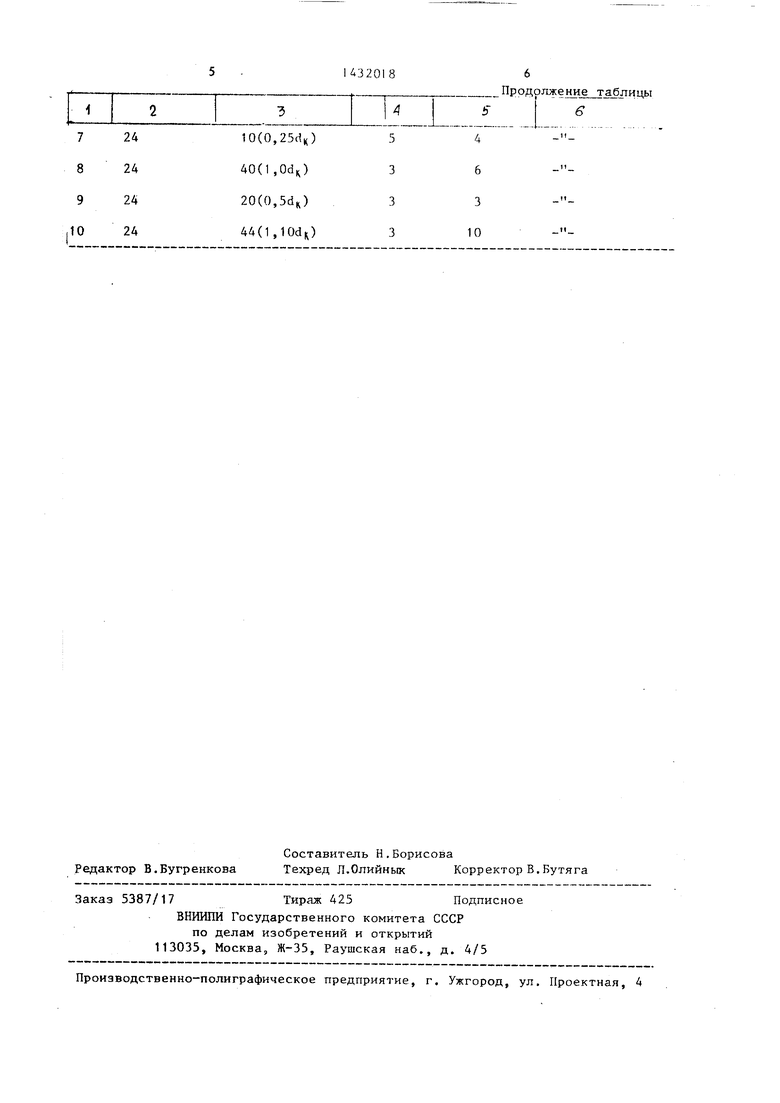
7.Расположение пережима к плавил ной вапне ближе чем 0,25 диаметра канала (пример 6) приводит к увели- четшю времени образования пробки,расположение пережима в канале на расстоянии 0,25 от диаметра канала от днища тигля позволяет снизить как время образования пробки, так и ее проплавление.
8.При расположении пережима в канале на расстоянии, большем диаметра канала, приводит к быстрому образованию пробки, но увеличивает время ее расплавления (пример 10), при расположении пережима на рассто- янии, равном диаметру канала,обеспечивается быстрое образование пробки и ее недолгое расплавление (пример 8)
Таким образом, оптимальным размером пережима на выпускном канале является его величина, составляющая
5
0
, 018
0,4-0,8 диаметра i- F iiiycKHoro Гчлилла, а наиб(5лее радионал1зН(1е место расположения пережима ИсПХ(1Дится на рас- стояр1ии от дна тигля, составляющем 0,25-1,0 внутреннего диаметра вьтуск- ного канала.
Использование печи предлагаемой конструкции позволяет сократить время на образование и расплавление пробки и тем самым повысить производительность печи, а также исключить допол- нительньп обогрев выпускного канала для расплавления пробки. 5
Формула изобретения
Индукционная плавильная печь, со- дерткящая металлический тигель с вер0 тикальным выпускным каналом, индуктор и охлаяадающее устройство,о т л и- чающаяся тем, что, с целью повышения производительности печи за счет сокращения времени образова25 ния и расплавления пробки, выпускной канал на расстоянии 0,25-1,0 его диаметра от дна тигля вьпполнен с кольцевым пережимом, внутренний диаметр которого составляет 0,4-0,8 диаметра
0 канала, а охлаждающее устройство расположено по внешней поверхности пережима.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЕЧЬ С ХОЛОДНЫМ ТИГЛЕМ С НАГРЕВОМ ДВУМЯ ЭЛЕКТРОМАГНИТНЫМИ ИНДУКТОРАМИ, СНАБЖЕННАЯ УСТРОЙСТВОМ, ОБРАЗУЮЩИМ КОНЦЕНТРАТОР МАГНИТНОГО ПОТОКА, ПРИМЕНЕНИЕ ПЕЧИ ДЛЯ ПЛАВКИ ХАРАКТЕРНОЙ ДЛЯ КОРИУМА СМЕСИ МЕТАЛЛА(ОВ) И ОКСИДА(ОВ) | 2016 |
|
RU2717123C2 |
| СПОСОБ ЛИТЬЯ МЕТАЛЛА В ВАКУУМЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2250153C1 |
| РАФИНЁР УСТАНОВКИ ДЛЯ ВАРКИ СТЕКЛА | 2017 |
|
RU2726802C1 |
| СПОСОБ ЛИТЬЯ ДЛЯ АКТИВНОГО МЕТАЛЛА | 2017 |
|
RU2729246C1 |
| ИНДУКЦИОННАЯ ПЕЧЬ И СПОСОБ ОБРАБОТКИ СКЛАДИРУЕМЫХ МЕТАЛЛИЧЕСКИХ ОТХОДОВ | 2014 |
|
RU2664073C2 |
| СПОСОБ ПОЛУЧЕНИЯ СИЛИКАТНОГО РАСПЛАВА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2157795C1 |
| ЭЛЕКТРОМАГНИТНАЯ ИНДУКЦИОННАЯ ТИГЕЛЬНАЯ ПЛАВИЛЬНАЯ ПЕЧЬ С U-ОБРАЗНЫМ МАГНИТОПРОВОДОМ И ГОРИЗОНТАЛЬНЫМ МАГНИТНЫМ ПОТОКОМ | 2013 |
|
RU2539490C2 |
| Индукционная печь | 1979 |
|
SU832294A1 |
| Индукционная печь для плавки окисных материалов | 1982 |
|
SU1057767A1 |
| СПОСОБ ПОЛУЧЕНИЯ СУПЕРТОНКИХ ВОЛОКОН ИЗ МАГМАТИЧЕСКИХ ГОРНЫХ ПОРОД И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2175955C2 |
Изобретение относится к индукционным печам с донным сливом расплава и может быть использовано в электротехнической, химической и других отраслях промьшшенности. Цель изобретения - повышение производительности печи за счет сокращения времени образования и расплавления пробки. Индукционная плавильная печь содержит электропроводящий тигель 1 с вертикальным вытускньс , каналом 3, индуктор 9, а также охла1ждающее устройство 5. Выпускной канал на расстоянии от дна тигля 0,25-1,0 диаметра канала выполнен с кольцевым пережимом, внутренний диаметр которого составляет 0,4-0,8 диаметра канала.-При этом-охлаждающее устройство распсхпо- жено по внешней поверхности пережима. Изобретение позволяет исключить дополнительный обогрев вьшускного канала для расплавления пробки. 1 ил., 1 табл. ( (Л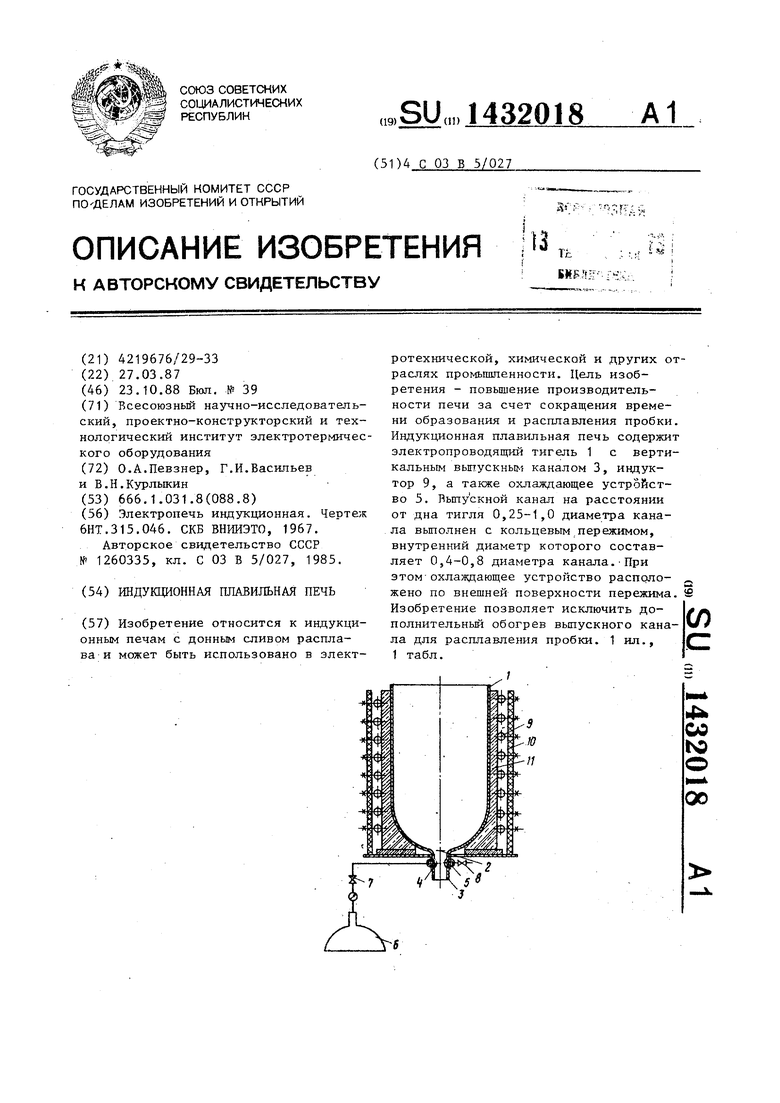
Без сужения, диаметр канала d 40 мм
14 (0,35dK) 20(0,5d)
15
20
6 5
10 3
С использованием дополнитапь- ного индуктора
Без дополнительного индуктора
То же
| Электропечь индукционная | |||
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| СКВ ВНИИЭТО, 1967 | |||
| Электрическая стекловаренная печь МАХИД | 1985 |
|
SU1260335A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
