Изобретение относится к обработке металлов давлением, а именно к технологии изготовления изделий корытообразной формы из двухслойных листовых заготовок давлением сжатого воздуха, и может быть использовано при изготовлении тонкостенных элементов для зданий и сооружений.
Известен способ изготовления металлических изделий корытообразной формы, выполняемых из двух листовых заготовок, зажатых по периферийным частям дискретными зажимными элементами с последующей деформацией сжатым воздухом [1].
Недостатком является изготовление изделий только с гладкой срединной поверхностью и с ограниченной номенклатурой срединных и концевых участков.
Задача изобретения - совершенствование технологии изготовления металлических тонкостенных изделий и расширение номенклатуры их конфигурации за счет разнообразия очертания срединных и продольных концевых участков.
Указанная задача достигается тем, что в способе изготовления корытообразных изделий, включающем совмещение двух одинаковых плоских листовых заготовок одна с другой, их зажим по поперечным и продольным кромкам равномерно распределенными дискретными зажимными элементами, деформирование заготовок путем подачи между ними сжатого воздуха, разъединение деформированных заготовок и формирование их продольных кромок, согласно изобретению предварительно в плоских листовых заготовках образуют дискретные продольные гофры, а продольные кромки формируют сегментными путем холодного деформирования, например пуансоном, на полученных изделиях.
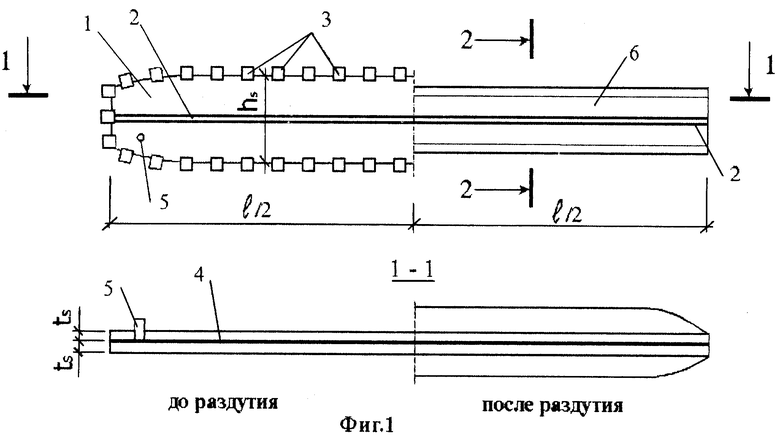
На фиг.1 - плоская листовая заготовка с дискретными зажимными элементами до и после раздутия, разрез 1-1;
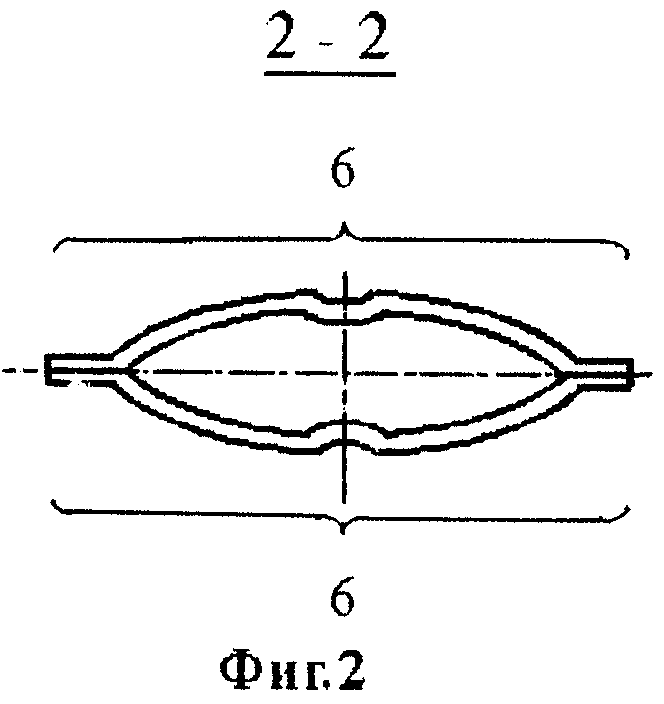
на фиг.2 - разрез 2-2 на фиг.1;
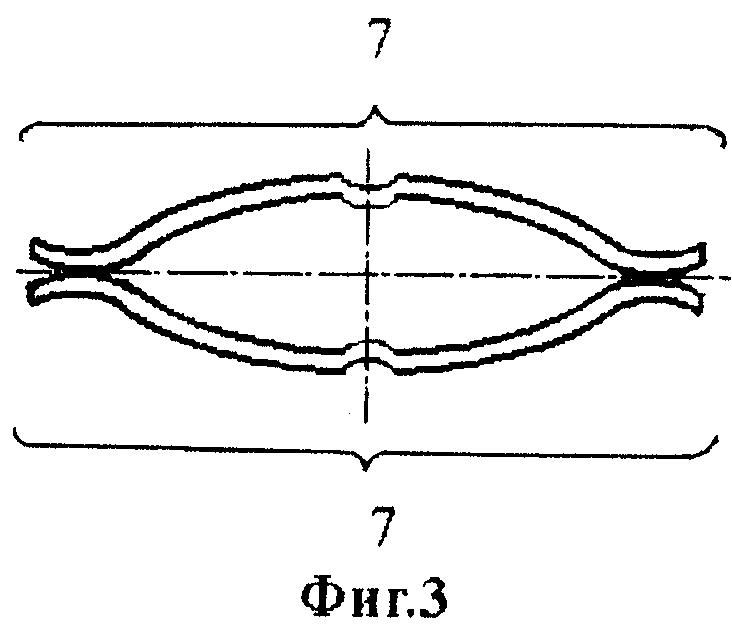
на фиг.3 - сечение корытообразного изделия с продольными гофрами в средней части и сегментными продольными кромками;
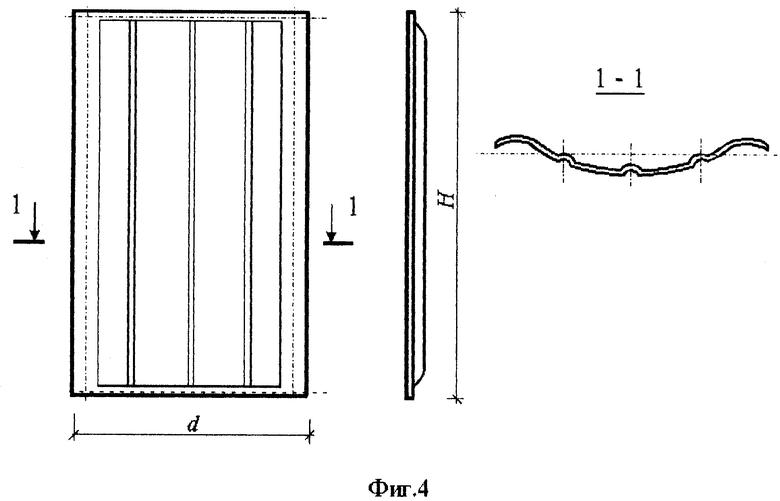
на фиг.4 - корытообразное изделие с тремя продольными гофрами и сегментными продольными кромками, разрез 1-1;
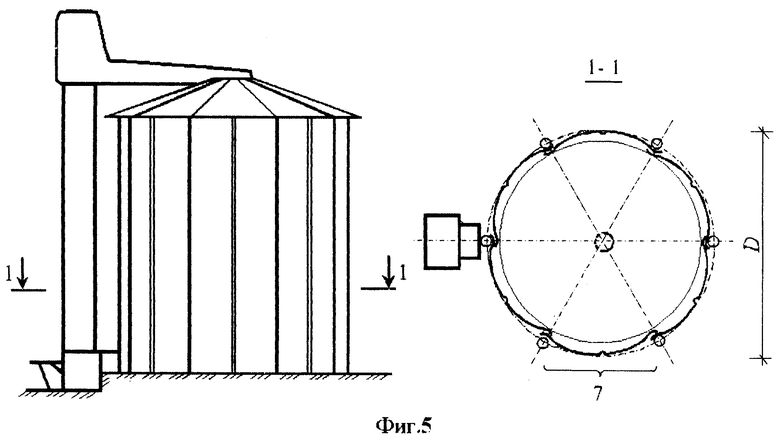
на фиг.5 - пример компоновки емкости из корытообразных изделий с продольными гофрами и сегментными продольными кромками, разрез 1-1.
На фигурах обозначено: 1 - плоская листовая заготовка переменной ширины, 2 - дискретные продольные гофры, 3 - дискретные зажимные элементы, 4 - уплотнительная прокладка, 5 - штуцер, 6 - деформированные листовые заготовки с продольными гофрами и прямыми продольными кромками, 7 - готовое корытообразное изделие с продольными гофрами и сегментными продольными кромками.
Предлагаемая технология изготовления металлических изделий незамкнутого сечения включает в себя следующую последовательность операций.
На строительной площадке или в стационарных заводских условиях из тонколистового металла выкраивают две листовых заготовки 1 переменной ширины с криволинейными продольными кромками. Длина заготовки 1 должна превышать ее ширину не менее чем в 7 раз (l≥7hs). Затем в листовых заготовках 1 путем холодного деформирования формируют дискретные продольные гофры 2, например, пуансоном.
После совмещения двух одинаковых плоских листовых заготовок 1 одна с другой через уплотнительные прокладки 4 скрепляют заготовки по поперечным и продольным кромкам равномерно распределенными дискретными зажимными элементами 3 (фиг.1).
Подачу избыточного давления сжатого воздуха осуществляют через штуцер 5, прикрепленный к одной из листовых заготовок 1 (фиг.1). При этом продольные кромки листовых заготовок 1 сближаются и, постепенно выпрямляясь, занимают прямолинейное положение. За счет пластических свойств металла и его конечной изгибной жесткости деформированное состояние заготовок после снятия избыточного давления сжатого воздуха остается неизменным. Образуются корытообразные изделия 6 с продольными гофрами постоянной ширины с прямыми продольными кромками (фиг.1, 2, после раздутия).
Для повышения жесткости изделий их прямые продольные кромки формируют сегментными путем холодного деформирования, например пуансоном.
Затем готовые изделия разъединяют. В результате получают корытообразные изделия 7 постоянной ширины с дискретными продольными гофрами и сегментными продольными кромками (фиг.3).
Предлагаемый способ можно использовать для изготовления корытообразных изделий с несколькими дискретными продольными гофрами (фиг.4).
Корытообразные изделия можно применять при возведении емкостей, в качестве ограждающих стеновых панелей или конструкций покрытий зданий и сооружений (фиг.4 и фиг.5).
Источники информации:
1. А.С. №1389907 А1, кл. B 21 D 26/02, 1988, БИ №15.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 2004 |
|
RU2272692C1 |
| СПОСОБ ВОЗВЕДЕНИЯ МЕТАЛЛИЧЕСКИХ ЕМКОСТЕЙ ИЗ РУЛОННЫХ ЗАГОТОВОК | 2003 |
|
RU2250331C1 |
| СПОСОБ ВОЗВЕДЕНИЯ ЕМКОСТЕЙ ИЗ РУЛОННЫХ ЗАГОТОВОК | 2003 |
|
RU2250330C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХСЛОЙНОГО РЕБРИСТОГО СТРОИТЕЛЬНОГО ЭЛЕМЕНТА | 2013 |
|
RU2581527C2 |
| СПОСОБ МОНТАЖА ЦИЛИНДРИЧЕСКИХ КОРПУСОВ ЛИСТОВЫХ КОНСТРУКЦИЙ | 2004 |
|
RU2269394C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ СФЕРИЧЕСКОЙ ОБОЛОЧКИ | 2005 |
|
RU2295415C1 |
| Способ изготовления корытообразных изделий | 1984 |
|
SU1389907A1 |
| СПОСОБ ПРОФИЛИРОВАНИЯ ТОНКОСТЕННЫХ ПРОФИЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2236319C2 |
| Строительный элемент | 2021 |
|
RU2771568C1 |
| Способ изготовления строительного элемента | 2021 |
|
RU2770712C1 |
Изобретение относится к обработке металлов давлением. Способ изготовления корытообразных изделий включает совмещение двух одинаковых плоских листовых заготовок одна с другой, их зажим по поперечным и продольным кромкам равномерно распределенными дискретными зажимными элементами, деформирование заготовок путем подачи между ними сжатого воздуха, разъединение деформированных заготовок и формирование их продольных кромок. При этом предварительно в плоских листовых заготовках образуют дискретные продольные гофры, а продольные кромки формируют сегментными, путем холодного деформирования, например пуансоном, на полученных изделиях. Достигается усовершенствование технологии изготовления металлических тонкостенных изделий и расширение номенклатуры их конфигурации за счет разнообразия очертания срединных и продольных концевых участков. 5 ил.
Способ изготовления корытообразных изделий, включающий совмещение двух одинаковых плоских листовых заготовок одна с другой, их зажим по поперечным и продольным кромкам равномерно распределенными дискретными зажимными элементами, деформирование заготовок путем подачи между ними сжатого воздуха, разъединение деформированных заготовок и формирование их продольных кромок, отличающийся тем, что предварительно в плоских листовых заготовках образуют дискретные продольные гофры, а продольные кромки формируют сегментными путем холодного деформирования, например пуансоном, на полученных изделиях.
| Способ изготовления корытообразных изделий | 1984 |
|
SU1389907A1 |
| Способ изготовления оболочек из листовых заготовок | 1980 |
|
SU889209A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАНЕЛЬНОЙ СТРУКТУРЫ | 2000 |
|
RU2200640C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ ИЗ ДВУХ СКЛЕИВАЕМЫХ ДЕТАЛЕЙ | 1993 |
|
RU2086337C1 |
| US 3895436 A, 22.07.1975. | |||

