С21) 3821570/31-27 (22) 30.11.84 (46) 23.04.88. Бюл. № 15 (71) Саратовский политехнический институт
(72)- Н.С.Москалев, А.П.Денисов и В.О.Берник (53) 621.983 (088.8)
(56)Авторское свидетельство СССР № 190315, кл. В 21 D 26/02, 1968.
(54) СПОСОБ ИЗГОТОВЛЕНИЯ КОРЫТООБРАЗНЫХ ИЗДЕЛИЙ
(57)Изобретение относится к обработке металлов давлением, а именно к
технологии изготовления изделий корытообразной формы из листовых заготовок давлением сжатого воздуха, и позволяет снизить металлоемкость используемой оснастки. Для этого листовые заготовки зажимаются по их периферийным частям дискретными зажимными элементами. Последние располагают вдоль продольных кромок заготовок. Деформируются заготовки подачей между, ними сжатого воздуха, затем изделия разъединяются посредством съема зажимных элементов. В зависимости от толщины заготовок шаг расположения зажимных элементов составляет 50-100 мм. 6 ил.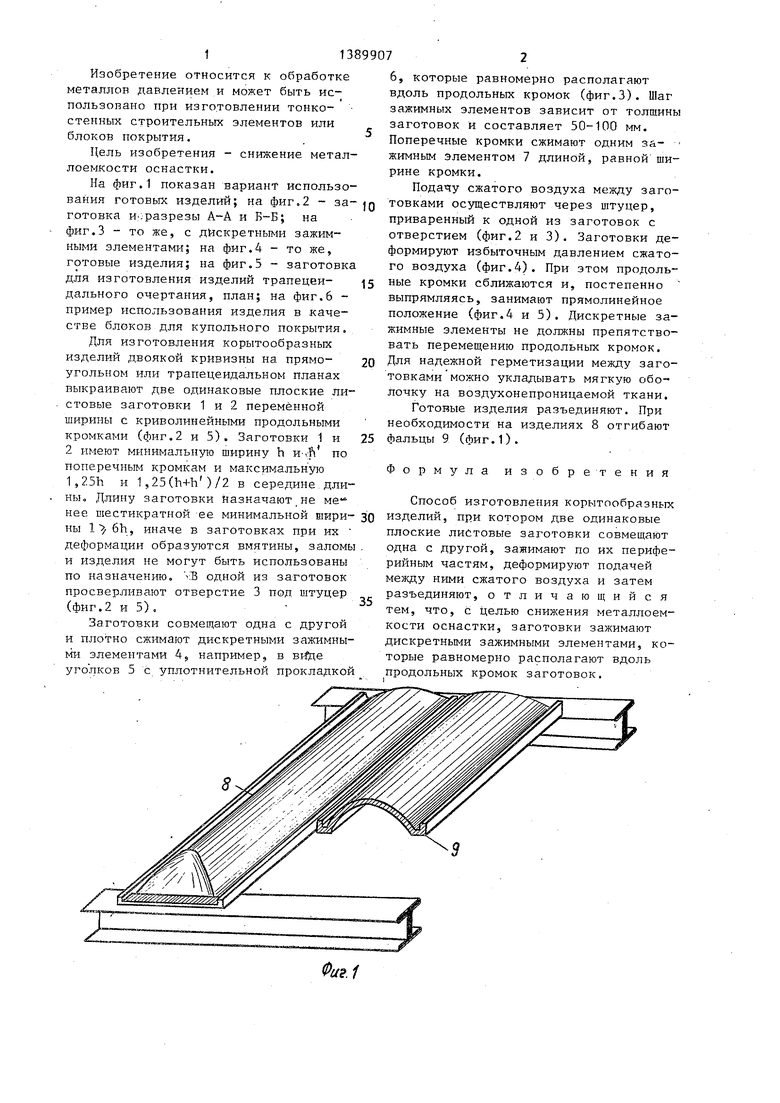
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРЫТООБРАЗНЫХ ИЗДЕЛИЙ | 2003 |
|
RU2247620C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 2004 |
|
RU2272692C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И СОЕДИНЕНИЯ КОНСТРУКЦИОННЫХ ЭЛЕМЕНТОВ ИЗ ТОНКОЛИСТОВЫХ МЕТАЛЛОВ | 2000 |
|
RU2189506C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХСЛОЙНОГО РЕБРИСТОГО СТРОИТЕЛЬНОГО ЭЛЕМЕНТА | 2013 |
|
RU2581527C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ СФЕРИЧЕСКОЙ ОБОЛОЧКИ | 2005 |
|
RU2295415C1 |
| СПОСОБ ПРОИЗВОДСТВА МНОГОГРАННЫХ КОНИЧЕСКИХ ТРУБ | 1996 |
|
RU2101111C1 |
| Способ изготовления обечаек | 1975 |
|
SU551078A1 |
| Способ изготовления цилиндрическихОбОлОчЕК | 1979 |
|
SU804077A1 |
| Способ изготовления гнутых профилей из труднодеформируемых листовых материалов и устройство для его осуществления | 1982 |
|
SU1114482A1 |
| Механизм прижима | 1985 |
|
SU1269960A1 |
со 00 со со
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении тонко- стенных строительных элементов или блоков покрытия.
Цель изобретения - снижение металлоемкости оснастки.
На фиг.1 показан вариант использования готовых изделий; на фиг.2 - за- JQ товками осуществляют через штуцер.
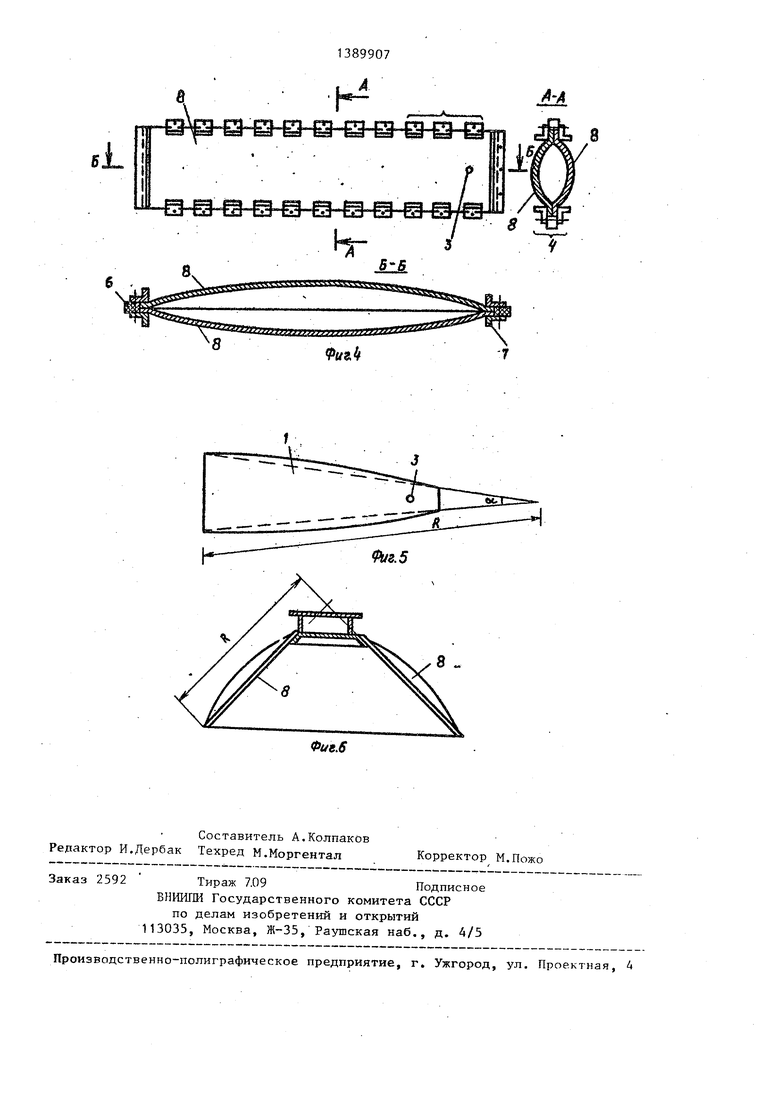
готовка И :разрезы А-А и Б-Б; на фиг.З - то же, с дискретными зажимными элементами; на фиг.4 - то же, готовые изделия; на фиг.З - заготовка для изготовления изделий трапецеи- -15 дального очертания, план; на фиг.6 - пример использования изделия в качестве блоков для купольного покрытия.
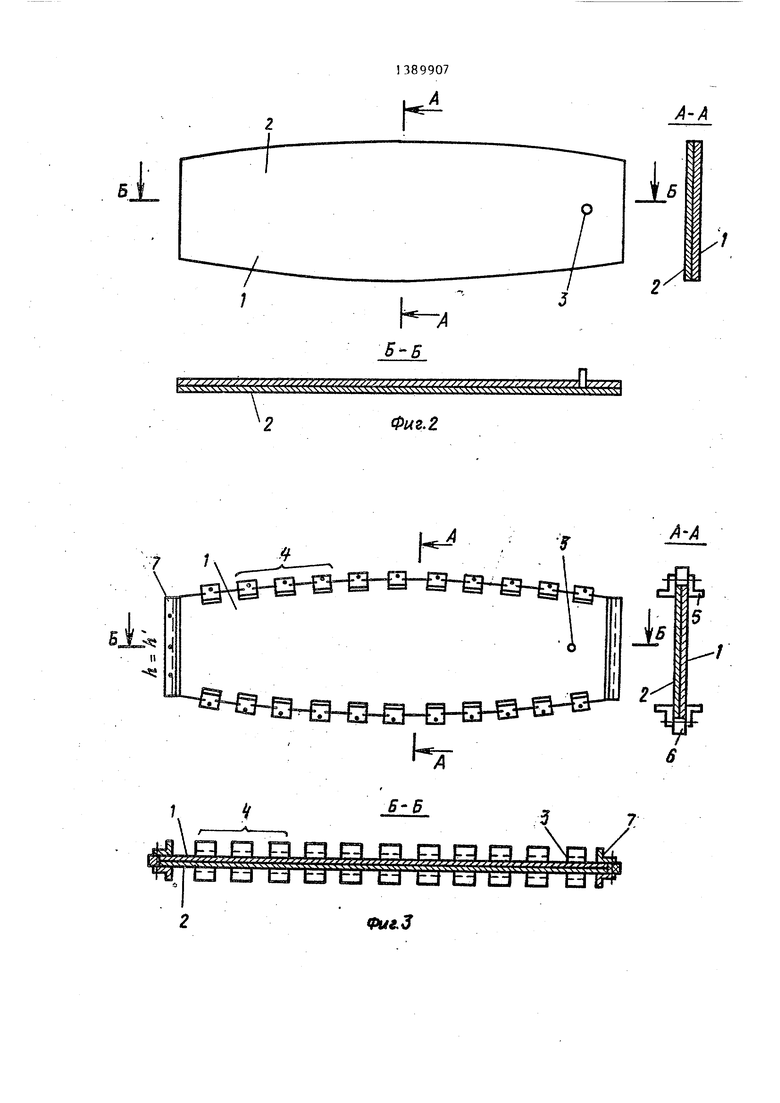
Для изготовления корытообразных изделий двоякой кривизны на прямоугольном или трапецеидальном планах выкраивают две одинаковые плоские листовые заготовки 1 и 2 переменной ширины с криволинейными продольными кромками (фиг.2 и 5). Заготовки 1 и 2 имеют минимальнуто ширину h n-./ft по поперечным кромкам и максимальную
приваренный к одной из заготовок с отверстием (фиг.2 и 3). Заготовки деформируют избыточным давлением сжатого воздуха (фиг.4). При этом продольные кромки сближаются и, постепенно выпрямляясь, занимают прямолинейное положение (фиг.4 и 5). Дискретные зажимные элементы не должны препятствовать перемещению продольных кромок. Для надежной герметизации между заготовками можно укладывать мягкую оболочку на воздухонепроницаемой ткани. Готовые изделия разъединяют. При необходимости на изделиях 8 отгибают 25 фальцы 9 (фиг.1).
Формула изобретения
20
1,25h и 1,25(h+h )/2 в середине.длины Длину заготовки назначают не мв Способ изготовления корытообразных нее шестикратной ее минимальной шири- ЗО изделий, при котором две одинаковые
ны 1 6h, иначе в заготовках при их деформации образуются вмятины, заломы и изделия не могут быть использованы по назначению, одной из заготовок просверливают отверстие 3 под штуцер (фиг.2 и 5).
Заготовки совмещают одна с другой и плотно сжимают дискретными зажимными элементами 4, например, в вййе уголков 5 с уплотнительной прокладкой
Z
6, которые равномерно располагают вдоль продольных кромок (фиг.З). Шаг зажимных элементов зависит от толщины заготовок и составляет 50-100 мм. Поперечные кромки сжимают одним за- жимным элементом 7 длиной, равной ширине кромки.
Подачу сжатого воздуха между заго
приваренный к одной из заготовок с отверстием (фиг.2 и 3). Заготовки деформируют избыточным давлением сжатого воздуха (фиг.4). При этом продольные кромки сближаются и, постепенно выпрямляясь, занимают прямолинейное положение (фиг.4 и 5). Дискретные зажимные элементы не должны препятствовать перемещению продольных кромок. Для надежной герметизации между заготовками можно укладывать мягкую оболочку на воздухонепроницаемой ткани. Готовые изделия разъединяют. При необходимости на изделиях 8 отгибают фальцы 9 (фиг.1).
Формула изобретения
плоские листовые заготовки совмещают одна с другой, зажимают по их периферийным частям, деформируют подачей между ними сжатого воздуха и затем разъединяют, отличающийся тем, что, с целью снижения металлоемкости оснастки, заготовки зажимают дискретными зажимными элементами, которые равномерно располагают вдоль продольных кромок заготовок.
.1
П1Ж«ЖЖ«Я|Ж«ЖЯ Ж«ЖЯКЧ-«ЖЯЯЖ«ЖПЖ«ЯЖЧХЧЖ««К ЛКПЛЖ1
Б-6
А,чу
Lio п п гз п гз п гз cq вй
J - trjr f fJrjr rMf f-ir jr rfJf iirjFfJf f f.Jf Jlfff Mr rtr /fJfJf e - -
.т..-«::«:«,.-т.-«.ж.-чь. «,- Чь чк. «ъ-« дЧ I
та I CJ td tJ td td cJ ел cj tJ tLJ td ir
-А
Фиг. 2
Б-6
Фиг.З
U9,ft
