Изобретение относится к строительной промышленности.
Наиболее близкой по технической сущности и достигаемому эффекту является пневмоячейка для бесконтактного формования и охлаждения молочных конфетных масс с оперативно-регулируемыми расходно-перепадными характеристиками (Патент №2184461 (Россия) 7, А 23 G 3/12/. Пневмоячейка для бесконтактного формования и охлаждения молочных конфетных масс с оперативно-регулируемыми расходно-перепадными характеристиками /Чертов Е.Д., Носов О.А., Васечкин М.А., Носова Е.В. (Россия). - Заяв. 22.03.2001, опубл.10.07.2002, Бюл. №19), представляющая собой корпус, стенки которого вместе с рабочей поверхностью образуют пневматическую камеру, рабочая поверхность которой выполнена из двух перфорированных пластин, одна из которых (нижняя) жестко закреплена в корпусе, а вторая (верхняя) подвижна в вертикальной плоскости.
Недостатком этого устройства является невозможность его использования при формовании гипсовых изделий.
Технической задачей изобретения является бесконтактное формование декоративных изделий из гипса с одновременным нанесением на поверхность изделия красящего вещества.
Техническая задача достигается тем, что в предложенном устройстве для мелкосерийного производства строительного декора из гипса, содержащем пневмокамеру, снабженную пневмоячейкой с формующей поверхностью и представленной двумя перфорированными пластинами, между которыми засыпаны сферические зерна из упругого материала, и приспособление для оперативного регулирования расхода газа на выходе из пневмокамеры, верхняя пластина, образующая пневмоячейку, дополнительно профилирована, оборудована форсунками для нанесения на поверхность формуемого изделия красящего вещества и жестко закреплена в корпусе, а нижняя подвижна относительно верхней в вертикальной плоскости; пневмокамера снабжена вентилем для удаления конденсата; корпус снабжен бункером для приготовления раствора, оборудованным мешалками якорного типа, дозирующим устройством, патрубками для подвода горячей и холодной воды, и жестко закреплен на станине, внутри которой оборудована цепная передача.
Технический результат выражается в принципиально новой возможности производства декоративных изделий из гипса путем его формования бесконтактным способом с одновременным нанесением на поверхность изделия красящего вещества.
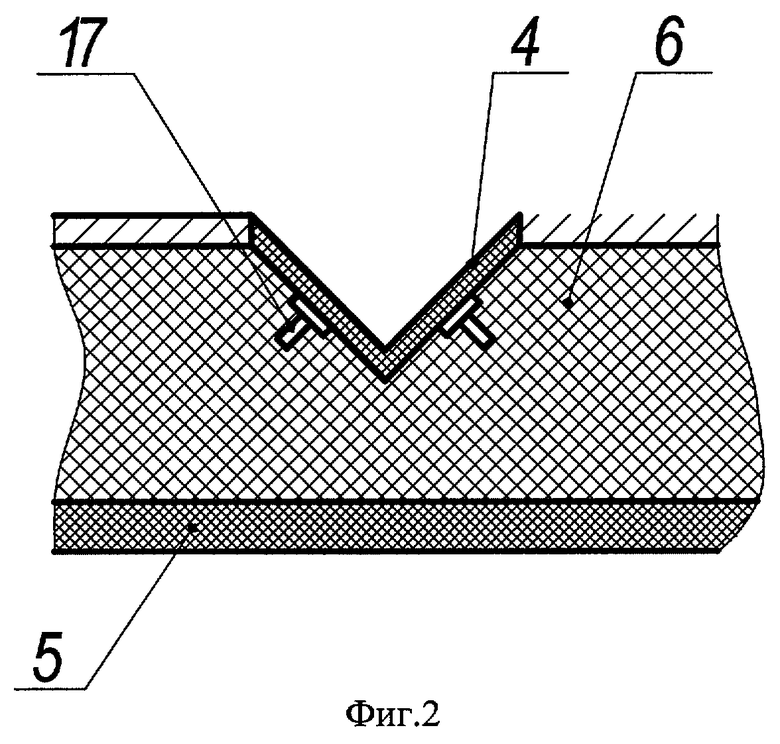
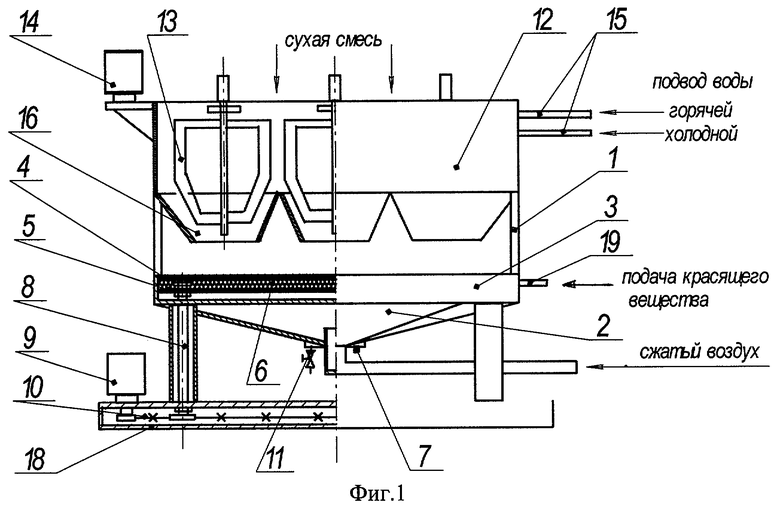
Устройство для мелкосерийного производства строительного декора из гипса представлено на фиг.1, поперечный разрез пневмоячейки представлен на фиг.2.
Предложенное устройство представляет собой корпус 1, состоящий из пневмокамеры 2 для бесконтактного формования изделия на воздушной прослойке и бункера 12 для приготовления гипсового раствора. Корпус 1 жестко закреплен на станине 18, внутри которой оборудована цепная передача 10. Пневмокамера 2 образована поверхностью корпуса 1 и рабочей поверхностью пневмоячейки 3, состоящей из двух пористых или перфорированных пластин, одна из которых 4 (верхняя) профилирована, жестко закреплена в корпусе и снабжена форсунками 17 (фиг.2) для нанесения на поверхность формуемого изделия красящего вещества, а вторая 5 (нижняя) - подвижна относительно верхней в вертикальной плоскости. Между ними засыпаны сферические зерна 6 из упругого материала. Давление в камере поддерживается с помощью перепускного клапана 7, настроенного на давление при максимальном расходе газовой среды в питающем тракте. Наличие вентиля 11 позволяет избавляться от образующегося в пневмокамере конденсата, удаляя его самотеком, производить ее очистку и промывку.
Принцип действия пневмоячейки основан на регулировании расхода газа при изменении порозности зернистого слоя 6 за счет перемещения пористой или перфорированной пластины 5 относительно пластины 4. Это достигается благодаря системе шкивов 8, которые связаны с электродвигателем 9 посредством цепной передачи 10.
Бункер 12 для приготовления гипсового раствора оборудован мешалками якорного типа 13, которые связаны с электродвигателем 14 посредством цепной передачи (не показана). Для облегчения приготовления гипсового раствора конструкция бункера предусматривает наличие патрубков 15 для подвода горячей и холодной воды.
Устройство работает следующим образом.
В бункер 12 загружается раствор из гипса, воды и добавок в необходимых пропорциях. С помощью мешалок якорного типа 13 раствор доводится до однородной консистенции, после чего через дозирующее устройство 16 попадает на перфорированную и профилированную формующую поверхность пластины 4.
Сжатый воздух, поступая в пневматическую камеру 2 и проходя через рабочую поверхность, образует воздушную прослойку, на которой необходимо удержать гипсовый раствор, при этом устанавливается пленочное течение газовой среды, и гипсовый раствор дозатором отливается на тонкую воздушную прослойку, принимая форму пневмоячейки. Как только гипсовый раствор принимает геометрию формующей поверхности перфорированной и профилированной пластины 4 происходит кратковременная (3-7 сек) подача через патрубок 19 в форсунки 17 красящего вещества, которое диффузионно ложится на поверхность раствора. Газовая среда одновременно охлаждает и способствует более интенсивному затвердеванию (схватыванию) гипсового раствора. По достижении заданной температуры расход газа снижается за счет сжатия пластин, тем самым уменьшается интенсивность теплообмена, так как определенное количество газа постоянной температуры, зависящей от размеров и материалов, используемых для изготовления элементов устройства, подаваемое в единицу времени к поверхности полуфабриката, способно отобрать из объема последнего определенное же количество тепла. Затем здесь же, на воздушной прослойке, гипсовое изделие выстаивается в течение 2-5 мин. В конце выстойки происходит доохлаждение массы до 8-10°С, увеличивается расстояние между пластинами и расход газа повышается, а затем уменьшается при достижении заданной температуры за счет сжатия пластин. Далее отформованное и окрашенное гипсовое изделие выгружается.
Параметры, которые необходимы для работы пневмоячейки, можно рассчитать по формулам, приведенным ниже.
Порозность зернистого слоя:

где mH - насыпная масса материала, кг; S - площадь рабочей поверхности пневмоячейки, м; Н - высота зернистого слоя в покое, м; ΔН - перемещение пористой или перфорированной пластины 5 относительно пластины 4 вдоль вертикальной оси при нагружении, м; ρM - плотность материала зерен, кг/м2.
Перемещение пористой или перфорированной пластины относительно пластины

где k1, k2 - коэффициенты, зависящие от упругих свойств материала сферических зерен и пластин

R - радиус сферического зерна слоя, м; m, n, J - число рядов зерен по осям X, Y, Z соответственно; λ - отклонение потока от вертикального направления, град; q - удельная нагрузка, оказываемая на слой зерен, равная отношению суммарной внешней силы F к площади поверхности пневмоячейки, Па; Q - удельная нагрузка от веса слоя зерен, Па; μ1, μ2 - коэффициенты Пуассона для материала зерен и пластин соответственно; E1, E2 - модули упругости первого рода для материала зерен и пластин соответственно, Па.
Гидродинамическое сопротивление пористого слоя

где μ - динамическая вязкость газа, Па·с; U скорость движения газа через слой, рассчитанная на сечение незаполненного пространства между пластинами, м/с.
Избыточное давление в пневмокамере

где Δрn - гидродинамическое сопротивление перфорированных или пористых пластин (находится опытным путем), Па; Δро - избыточное давление в газовой прослойке, Па.
Расход газа через зернистый слой
где η - коэффициент расхода газа через зернистый слой, ρa - плотность газа, кг/м3.
Пределы изменения величины силы F рассчитываются по формуле (2) с учетом зависимостей (1), (3)-(6), при этом с учетом выбранного материала сферических зерен для расчета используют соответствующие его характеристики (μ1, E1).
Основным преимуществом устройства для мелкосерийного производства строительного декора из гипса является возможность изготовления декоративных изделий из гипса бесконтактным способом с последующим нанесением на поверхность изделия красящего вещества. В результате повышается производительность за счет уменьшения продолжительности процесса формования и окраски гипсового изделия, повышается качество готового изделия. За счет отсутствия затрат на антиадгезионные покрытия, используемые при классическом способе формования, снижается себестоимость гипсовых изделий.
Изобретение относится к строительной промышленности. Технической результат - бесконтактное формование декоративных изделий из гипса. Устройство содержит пневмокамеру, снабженную пневмоячейкой с формующей поверхностью в виде двух перфорированных пластин, между которыми засыпаны сферические зерна из упругого материала, и приспособлением для регулирования расхода газа на выходе из пневмокамеры. Верхняя пластина, образующая пневмоячейку, дополнительно профилирована, оборудована форсунками для нанесения на поверхность формуемого изделия красящего вещества и жестко закреплена в корпусе, а нижняя подвижна относительно верхней в вертикальной плоскости. Пневмокамера снабжена вентилем для удаления конденсата. Корпус снабжен бункером для приготовления раствора, оборудованным мешалками якорного типа, дозирующим устройством, патрубками для подвода горячей и холодной воды, и жестко закреплен на станине, внутри которой оборудована цепная передача. 2 ил.
Устройство для мелкосерийного производства строительного декора из гипса, содержащее пневмокамеру, снабженную пневмоячейкой с формующей поверхностью и представленной двумя перфорированными пластинами, между которыми засыпаны сферические зерна из упругого материала, и приспособление для оперативного регулирования расхода газа на выходе из пневмокамеры, отличающееся тем, что верхняя пластина, образующая пневмоячейку, дополнительно профилирована, оборудована форсунками для нанесения на поверхность формуемого изделия красящего вещества и жестко закреплена в корпусе, а нижняя подвижна относительно верхней в вертикальной плоскости, пневмокамера снабжена вентилем для удаления конденсата, корпус снабжен бункером для приготовления раствора, оборудованным мешалками якорного типа, дозирующим устройством, патрубками для подвода горячей и холодной воды, и жестко закреплен на станине, внутри которой оборудована цепная передача.
| ОТДЕЛОЧНЫЙ СТРОИТЕЛЬНЫЙ ЭЛЕМЕНТ И СПОСОБ ЕГО ФОРМОВАНИЯ | 1996 |
|
RU2104151C1 |
| Способ изготовления строительных изделий с рельефным рисунком | 1985 |
|
SU1409457A1 |
| СПОСОБ ПРИГОТОВЛЕНИЯ ЯЧЕИСТЫХ СТРОИТЕЛЬНЫХ СМЕСЕЙ НА ОСНОВЕ ГИПСОСОДЕРЖАЩЕГО МИНЕРАЛЬНОГО ВЯЖУЩЕГО И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2109629C1 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ гипсовых | 0 |
|
SU298475A1 |

