t
Изобретение относится к строительству и может быть HcnohbsoBaHo для получения изделий из ра:зличньгх материалов на гипсовом вяжущем, цементе
и0
10
и полимерном связующем.
Цель изобретения - улучшение качества рельефной отдедки и повьшение срока службы пленки.
При изготовлении строительных из делий с рельефным рисунком по способу в форму сначала устанавливают матрицу, выполненную с пазами и каналами и снабженную э|тастичной резиновой прокладкой, закрепленной на jr ее днище, затем укладьгоают на матрицу полимерную пленку,I закрейляют ее и производят б1етониро1вание изделия, в процессе которого п1эсле виброуплот- нения бетонной смеси каналы матрицы 20 герметизируют. I
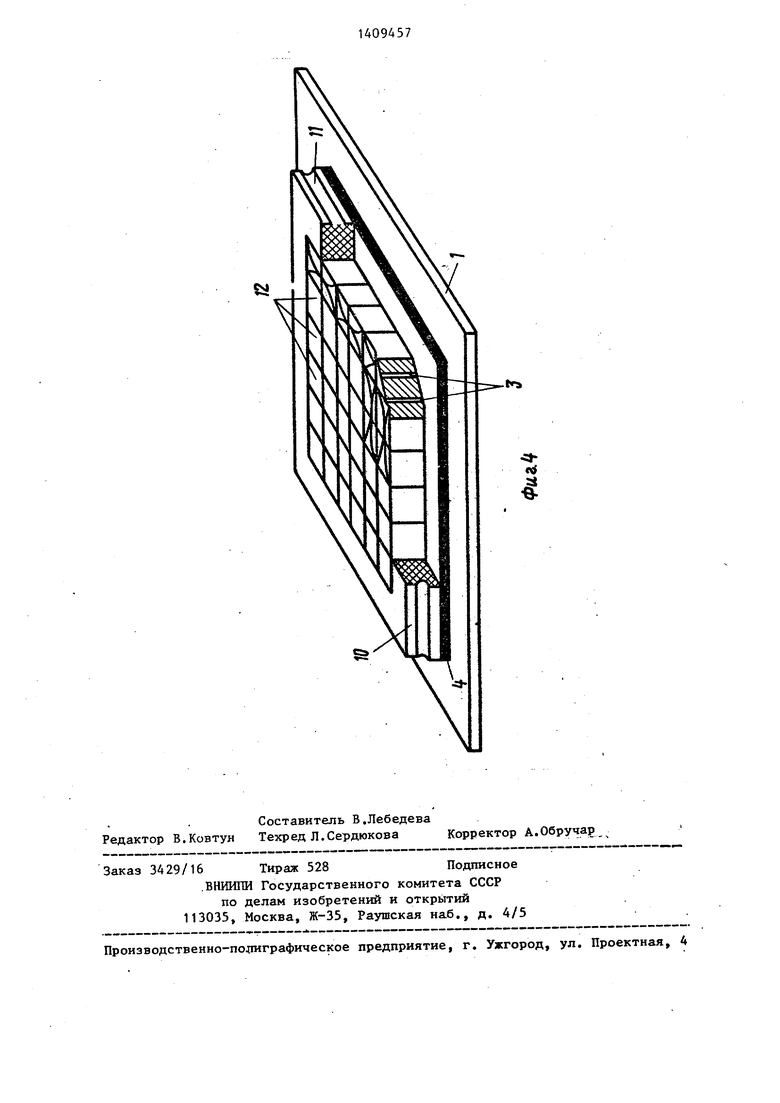
На фиг. 1 показана перед формованием; на фиг.2 - |го же. После., первого фор мования; Hk фиг.З - матрица для формования рельефных изделий; 25 на фиг.4 - матрица из| наборных элементов.I
Устройство для формования содержит форму 1, в которой установлена рельефная матрица 2 с| каналами 3,
30
снабженная эластичной; резиновой прокладкой 4. На.матрицу уложена полимерная антиадгез ионна пленка 5, концы которой герметично закреплены на боковой поверхности матрицы в пазах
6уплотнительным у трс|йством,При этом; 35 образуется замкнутая-полость 7.
При формовании бетрнной смеси за счет массы смеси поли } ерная пленка 5 вытесняет воздух из замкнутой полости
7через каналы. 3 в 2, которая герметизируется впоследствии эластич ной резиновой прокладкой 4. После этого пленка плотно облегает рельеф матрицы за счет пониженного давления ц замкнутой полости. :
Матрица 2 может быть выполнена в виде элемента, установленного на опоры формы 1. Она снабжена каналами 3 с общим выводом 8, наI который устаПрим е р t Перед формованием смеси в форме 1 на дно рельефной матрицы 2, снабженной каналами 3 для выпуска воздуха, закрепляют эластичную резиновую прокладку 4 толщиной 1-2 мм рейками при помощи болтов или других крепежных деталей по двум противоположным сторонам таким образом, чтобы крепежные детали не влияли на правильную установку матрицы в поддон формы. Для хорошей прилегаемости резиновой прокладки к днищу матрицы желательно на дно формы укладывать губчатый резиновый коврик толщиной 0,5-2 см. После этого матрицу устанавливают в форму 1, укладывают полимерную пленку 5 толщиной 0,5-1 мм и концы ее герметично закрепляют по периметру на боковой стороне матрицы в специально проделанном пазу 6, при помощи, например, резинового жгута. Материалом полимерной пленки, ченной двуосной вытяжкой, может |служить, например, Полипропш1ен . (температура размягчения 160 с) или полиэтилентёрефталат (температура размягчения 240°С). Таким образом, образуется замкнутая полость 7 между полимерной пленкой 5 и рельефной матрицей 2.. Необходимо, чтобы материал полимерной пленки и материал рельефной матрицы был воздухонепроницаемым. После проведения вышеуказанных операций закрывают борта формы и уклаг-. дывают поверх пленки строительную фор45
навливаётся воздушньй| клапан 9 (нип- 50 мовочную смесь. Под ее массой из зам- пель). На матрице по. териметру на бо ковой стороне герметизируется уплотнением 6 полимерная пЛенка 5, которая принимает рельеф 1|1атрицы после первого формования ( показано на 55 фиг.2).I
При использовании рельефньк наборных матриц на поддон формы 1 укладыкнутой .. полости 7 вытесняется воздух через каналы 3 в рельефной матрице 2, и полимерная пленка 5, вытягиваясь, охватывает рельеф самой матрицы 2, копируя его. В процессе виброуплотнения и тепловлажностной обработки происходит дополнительное удаление воздуха из впадин рельефа и
10
jr 20
9Л57 2
вают прямоугольный каркас 10 с закрепленной «а днище резиновой эластичной прокладкой 4, которую крепят рейками по двум сторонам, устанавливаемыми в пазах 11.В каркас 10 укладывают наборные рельефные элементы 12 в желаемом сочетании, снабженные необходимыми канал.ами 3 для вьшуска воздуха из впадин рельефа. После набора необходимой рельефной матрицы ее покрывают полимерной антиадгезионной пленкой и герметизируют на каркасе 10 п пазу 11.
r 0
5
0
5
Прим е р t Перед формованием смеси в форме 1 на дно рельефной матрицы 2, снабженной каналами 3 для выпуска воздуха, закрепляют эластичную резиновую прокладку 4 толщиной 1-2 мм рейками при помощи болтов или других крепежных деталей по двум противоположным сторонам таким образом, чтобы крепежные детали не влияли на правильную установку матрицы в поддон формы. Для хорошей прилегаемости резиновой прокладки к днищу матрицы желательно на дно формы укладывать губчатый резиновый коврик толщиной 0,5-2 см. После этого матрицу устанавливают в форму 1, укладывают полимерную пленку 5 толщиной 0,5-1 мм и концы ее герметично закрепляют по периметру на боковой стороне матрицы в специально проделанном пазу 6, при помощи, например, резинового жгута. Материалом полимерной пленки, ченной двуосной вытяжкой, может |служить, например, Полипропш1ен . (температура размягчения 160 с) или полиэтилентёрефталат (температура размягчения 240°С). Таким образом, образуется замкнутая полость 7 между полимерной пленкой 5 и рельефной матрицей 2.. Необходимо, чтобы материал полимерной пленки и материал рельефной матрицы был воздухонепроницаемым. После проведения вышеуказанных операций закрывают борта формы и уклаг-. дывают поверх пленки строительную фор5
мовочную смесь. Под ее массой из зам-
кнутой .. полости 7 вытесняется воздух через каналы 3 в рельефной матрице 2, и полимерная пленка 5, вытягиваясь, охватывает рельеф самой матрицы 2, копируя его. В процессе виброуплотнения и тепловлажностной обработки происходит дополнительное удаление воздуха из впадин рельефа и
релаксация напряжений вытянутой по рельефу антиадгезионной пленки.
При распалубке изготовленного рельефного изделия эластичная резинова прокладка 4, закрепленная на дне матрицы 2, плотно герметизирует каналы выпуска воздуха из замкнутой полости и полученное антиадгезионное пленочное покрытие 5 на рельефной ма трице 2 остается зафиксированным на ней. за счет сип атмосферного давления.
Формование последующих изделий производится в обычном порядке по полученному пленочному покрытию рельефной матрицы,причем каждое формование улучшает копирование рельефа основной матрицы 2 за счет многократной одноместной вытяжки пленки
Критерием оценки качества рельеф- йой отделки по двум описьгеаемым вариантам служит степень заполнения объема сверлений телом бетона (степень копирования задаваемого релье-
аяа- Ю
14094574
фа), а долговечности пленки - число формовок до разрыва пленочного покрытия .
Результаты проведенных испытаний представлены в таблице.
Формула изобретени
Способ изготовления строительных изделий с рельефным рисунком, включающий установку Матриц в форму,укладку на нее и закрепление полимерной пленки, укладку и виброуплотнение бетонной смеси, тепловлажност- ную обработку и распалубку изделий, отличающийся тем, что, целью улучшения качества рельефной отделки и повышения срока службы пленки,в форму устанавливают матрицу, выполненную с пазами и каналами ,и снабженную эластичной резиновой прокладкой, закрепленной на ее днище, а после виброуплотнения каналы матрицы герметизируют.

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ИНТЕРЬЕРНО-ОБЛИЦОВОЧНЫХ ГИПСОВЫХ ИЗДЕЛИЙ И ФОРМА ДЛЯ ИХ ИЗГОТОВЛЕНИЯ | 2001 |
|
RU2190522C1 |
| Матрица для изготовления строительныхиздЕлий C РЕльЕфНыМ РиСуНКОМ | 1979 |
|
SU841983A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЕТОННЫХ ИЗДЕЛИЙ | 1997 |
|
RU2132274C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИНТЕРЬЕРНО-ОБЛИЦОВОЧНЫХ ГИПСОВЫХ ИЗДЕЛИЙ, ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ИНТЕРЬЕРНО-ОБЛИЦОВОЧНЫХ ИЗДЕЛИЙ | 1995 |
|
RU2087308C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИНТЕРЬЕРНО-ОБЛИЦОВОЧНОЙ ФИГУРНОЙ МОЗАИКИ ИЗ ГИПСА. ИЗНОСОСТОЙКАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ИНТЕРЬЕРНО-ОБЛИЦОВОЧНЫХ ИЗДЕЛИЙ ИЗ ГИПСА | 2003 |
|
RU2261173C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЕТОННЫХ ИЗДЕЛИЙ С ИСПОЛЬЗОВАНИЕМ ОДНОРАЗОВЫХ ПЛАСТИКОВЫХ ФОРМ | 2022 |
|
RU2792294C1 |
| СПОСОБ ПОЛУЧЕНИЯ ДЕКОРАТИВНОЙ ЛИЦЕВОЙ ПОВЕРХНОСТИ БЕТОННЫХ ИЗДЕЛИЙ | 2003 |
|
RU2243890C1 |
| Матрица для формования бетонных изделий | 1981 |
|
SU992201A1 |
| Устройство для формования и термообработки изделий с рельефным рисунком | 1980 |
|
SU885031A1 |
| Матрица для изготовления строительных изделий с рельефным рисунком | 1986 |
|
SU1400888A1 |

Изобретение относится к строительству и может быть использовано для получения изделий из различных материалов на гипсовом вяжущем, цементе и полимерном связующем. Цель изобретения - улучшение качества рельефной отделки и повьш1ение срока службы пленки. При изготовлении строительных изделий с рельефным рисунком в форму сначала устанавливают матрицу, выполненную с пазами и каналами и снабженную зластичной резиновой прокладкой, закрепленной на ее днище, затем укладывают на. матрицу полимерную пленку, закрепляют ее и производят бетонирование изделия, в процессе которого, после виб- роуплотненйя бетонной смеси каналы матрицы герметизируют. 4 ил. 1 табл.
12
10/Л 20/16 10
10/12 21/23 18
Значения даны при тепловлажностной обработке заформованного бетона.
30/15 36/28
16/20 35/50
Фи.в.1
Фиг.З
| ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ С РЕЛЬЕФНЫМ РИСУНКОМ | 1972 |
|
SU435112A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
