Изобретение относится к пищевой промышленности, а именно к кондитерской ее отрасли при изготовлении печатных пряников с начинкой или без нее имеющих художественную рельефную поверхность.
Известен способ формования и печатания тестовых заготовок, заключающийся в раздавливании и разгоне тестовой заготовки от центра к периферии формы ручным валиком до полного заполнения рельефа рисунка и формы. Предварительно из отсаженной тестовой дозы формируют на подпыленном мукой шаблоне лист теста, превышающий по площади и толщине печатную форму, раскладывают на одной половине листа порции начинки и, сложив его пополам, укладывают заготовку на предварительно смазанную растительным маслом форму, воздействуя вручную в продольном и вертикальном направлениях при помощи валика. Затем освобождают от теста торцовые поверхности форм, поднимают формовочные доски и вручную ударом об упор выбивают тестовые заготовки из форм (см. патент РФ №2129792 по кл. МКИ А 21 D 13/08, А 21 С 11/00, 11/02, 11/10, 1999).
Для осуществления указанного способа разработано устройство, содержащее форму, установленную на основании устройства, и на ее дне - формующую доску, на рабочей поверхности которой нанесен контррельефный рисунок. Устройство снабжено плитой, разделенной жестко закрепленными на ней боковыми стойками и перегородками, а формующие П-образные доски установлены неподвижно в продольном направлении на двух параллельных осях (см. патент РФ №2129792 по кл. МКИ А 21 D 13/08, А 21 С 11/00, 11/02, 11/10, 1999).
Недостатками данного способа и устройства являются трудоемкость процесса, невысокая производительность, низкий уровень механизации, потери масла и муки при устранении адгезии смазой и подпылом. Кроме того, при данной технологии наблюдаются излишки теста, идущие во вторичную переработку и снижающие качество изделия или их выход.
Задачей, на решение которой направлены заявляемые способ формования и печатания тестовых заготовок пряников и установка, является снижение трудоемкости производственного процесса, повышение производительности и уровня механизации, улучшение качества изделия и экономия сырья.
Указанная задача решается следующим образом. Способ формования и печатания тестовых заготовок пряников, заключается в том, что тесто делят и укладывают в формы, раздавливают и разгоняют от центра к периферии до полного заполнения рельефа рисунка и формы, создают замкнутую камеру, в которой после разгона осуществляют плавное сжатие тестовой заготовки однократным формованием до предельного состояния обратимости ее объема, объемное сдвиговое сжатие с удалением воздуха и углекислоты, и выдерживают под давлением с учетом времени релаксации теста.
Новым по сравнению с прототипом является то, что создают замкнутую камеру, в которой после разгона осуществляют плавное сжатие тестовой заготовки однократным формованием до предельного состояния обратимости ее объема, объемное сдвиговое сжатие с удалением воздуха и углекислоты, и выдерживают под давлением с учетом времени релаксации теста.
Установка для формования и печатания тестовых заготовок пряников содержит форму, на рабочей поверхности которой нанесен контррельефный рисунок. Форма выполнена в виде двух пресс-форм, установленных на неподвижно закрепленных опорных дисках, при этом оснащена механизмом формования, передающим механизмом и приводом.
Кроме того, механизм формования выполнен из двух штампов с обечайками, расположенных соосно пресс-формам. Передающий механизм выполнен в виде вертикальной стойки, с установленным на ней коромыслом и траверсой, причем стойка соединена с приводом посредством тяги, рычага и кулачка. Новым по сравнению -с устройством-прототипом является использование установки, в которой форма выполнена в виде двух пресс-форм, установленных на неподвижно закрепленных опорных дисках, при этом установка оснащена механизмом формования, передающим механизмом и приводом. Механизм формования выполнен из двух штампов с обечайками, расположенных соосно пресс-формам. Передающий механизм выполнен в виде вертикальной стойки, с установленным на ней коромыслом и траверсой, причем стойка соединена с приводом посредством тяги, рычага и кулачка.
Высокая эффективность формообразуюших операций в производстве изделий из пластических пищевых материалов может быть обеспечена только рациональным сочетанием как свойств формуемого пряничного полуфабриката, так и свойств конструкционного материала рабочей поверхности формующего инструмента, образующего рабочую камеру установки. Формующий инструмент установки смоделирован системой твердых и эластичных элементов, обуславливающих релаксационный характер формообразования новой поверхности при одновременном воздействии на пряничный полуфабрикат сложного напряжения, содержащего компоненты нормального давления, касательного сдвига и активных контактных касательных напряжений, действующих со стороны формующего инструмента на пряничный полуфабрикат. За счет чего в данном способе получается строго горизонтальная оттисковая поверхность тестовой заготовки, заданная форма с правильной ограничевающей поверхностью на контактных поверхностях формующего инструмента и упрочняется структура, что улучшает качество изделия в целом. При всем учитываются геометрические и кинематические параметры, время воздействия и усилие рабочих органов на тесто, реологические свойства теста как многокомпонентной системы, имеющей определенную для данного способа температуру и влажность.
Кроме того, отсутствие излишек теста и использование замкнутой камеры, исключающее вытекание начинки из пряника при изготовлении пряников с начинкой, повышают качество пряников и улучшают их внешний вид.
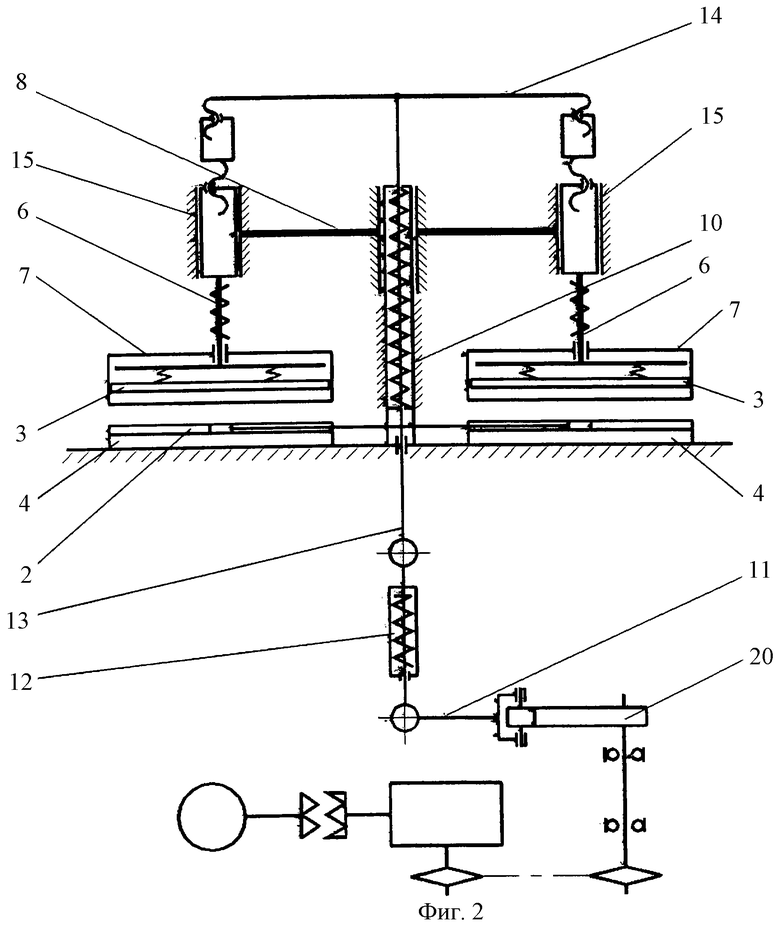
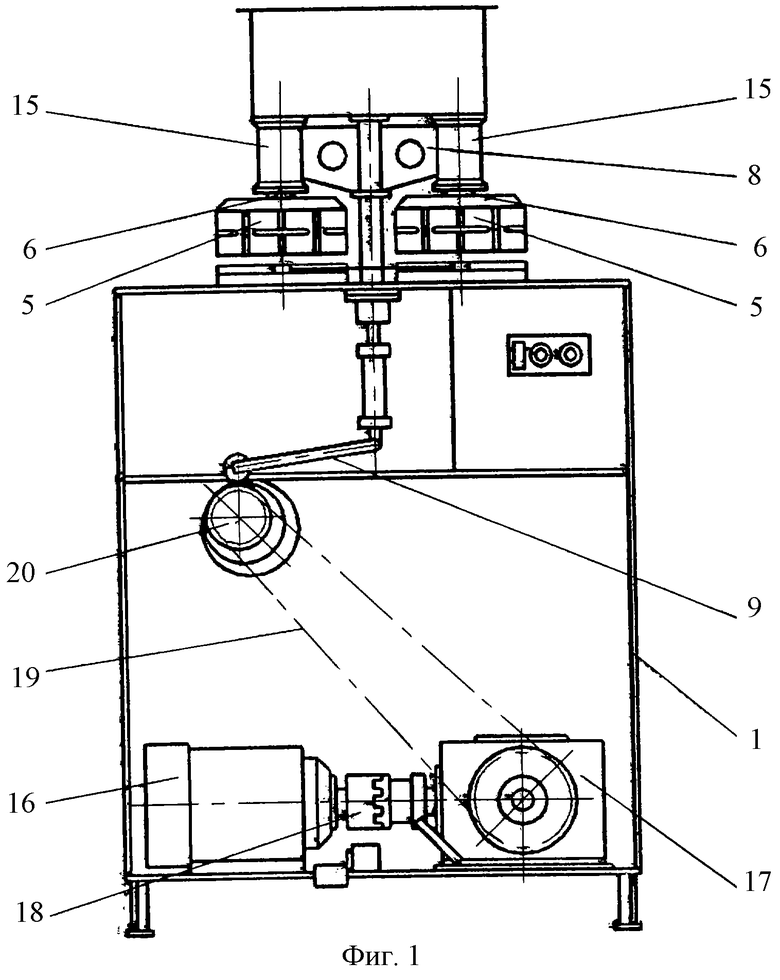
Предлагаемое решение поясняется чертежами, на фиг.1 показан общий вид установки, на фиг.2 - схема установки.
Установка состоит из корпуса 1, над рабочей поверхностью которого установлены пресс-формы 2 соосно штампам 3 на неподвижно закрепленных опорных дисках 4. Над пресс-формами 2 установлен механизм формования 5, выполненный из штоков 6 штампов 3 и обечаек 7, который посредством траверсы 8 соединен с рычажным передающим механизмом 9. Рычажный передающий механизм 9 проходит через стойку 10. Рычажный передающий механизм 9 состоит из рычага 11, компенсатора 12, тяги 13 и коромысла 14. На стойке 10 установлена траверса 8, соединяющая стойку 10 с цилиндрами 15 механизма формования 5. Компенсатор 12 обеспечивает четкость оттиска рельефного изображения на поверхности тестовой заготовки.
Электромеханический привод расположен внутри корпуса 1 и состоит из электродвигателя 16, редуктора 17, электромагнитной муфты 18, цепной передачи 19 и профильного кулачка 20. Электромагнитная муфта 18 обеспечивает плавность рабочего хода установки и отключение привода. Управление установкой производится раздельно с пульта управления, размещенного на передней панели корпуса установки, и педалью, установленной внизу корпуса установки.
Пример осуществления способа
В качестве сырья использован пряничный полуфабрикат, изготовляемый в соответствии с требованиями Госстандарта, заварных пряников “Сувенир” развесом 700 грамм и “Юбилейный” развесом 300 г, а также сырцового пряника “Памятный” развесом 500 г.
Предлагаемые способ и установка могут быть применены в кондитерской выпечке при производстве заварных и сырцовых печатных пряников с рельефной поверхностью как с начинкой, так и без начинки. Работа с пряничным тестом, имеющим неньютоновское поведение, выражается в том, что пряничное тесто является многокомпонентной дисперсной структурированной системой. Пряничное тесто тиксотропно по своей природе, т.е. до определенного предела обладает свойствами упругости и пластичности. Кроме упругости и пластичности пряничное тесто обладает вязкостью, проявляющейся в том, что при смешении слоев теста относительно друг друга возникают касательные напряжения. Ведущая роль в образовании такого теста принадлежит слабо набухшим белковым веществам муки, сахару и жиру. Свойств пряничного текста белковая структура не определяет. Эти особенности пряничного теста выразили определенные требования к конструкции установки.
Технологическая операция формования производится методом объемного тиснения по принципу прессования с нанесением на заготовку оттиска рельефной поверхности фторопластового трафарета, украшенной декоративным орнаментом или графическим изображением. Тестовые заготовки после деления теста при температуре 32°С с внесением начинки при влажности пряничного полуфабриката 16-18% укладываются на пресс-формы и подаются в установку. Рельефное формование производится под давлением 35 кг при возвратно-поступательном движении штампов формующего механизма относительно неподвижных опорных дисков, расположенных на рабочей поверхности корпуса установки. При этом воздействие штампа под указанным давлением производят так, что после разгона осуществляют сжатие тестовой заготовки до предельного состояния обратимости ее объема, объемное сдвиговое сжатие с удалением воздуха и углекислоты и выдержку под этим давлением. Время выдержки пряничного теста при постоянной фиксируемой деформации составляет 1-1.5 сек, что соответствует времени релаксации пряничного теста. Образуемый штампом рисунок не успевает затягиваться, а заготовки сохраняют заданную форму. В результате получается заготовка с упрочненной структурой, а четкий рельефный оттиск на ней сохраняется во время выпечки. На качестве изделия благоприятно сказываются минимальные остаточные напряжения, не вызывающие излишнего разбухания и растрескивания при выпечке и разламывания при транспортировке. Длительности цикла составляет 3-3,5 сек.
После одного цикла формования заготовки удаляют из рабочей зоны, сбрасывают с пресс-форм на пекарские листы и одевают кольцом-формой для выпечки. Для облегчения выхода заготовок из формы, сбрасывания с пресс-форм, снятия отпеченного пряника с пекарских листов и с колец-форм внутренние поверхности обечаек, пресс-форм, колец и листов покрывают, например, фторопластовым материалом - тефлоном. Трафарет и разделочные доски изготавливают из фторопласта. Подсыпка устраняется или она минимальна. Усилие выхода из предлагаемой формы почти на 30% меньше, чем из стальной.
Установка работает следующим образом. При включении установки электромагнитная муфта 18 приводит в движение редуктор 17, от которого движение передается через цепную передачу 19 на передающий механизм 9. При обкатывании профильного кулачка 20 движение передается рычагу 11 и через него тяге 13, которая, опускаясь, перемещает коромысло 14 и штоки 6 вниз. При этом штампы 3 с обечайками 7 опускаются вниз, заходя частично на неподвижные опорные диски 4 и закрывая пресс-формы 2 с тестовой заготовкой, образуют замкнутую рабочую камеру, в которой и происходит формование. При дальнейшем повороте кулачка 20 штампы 3 с обечайками 7 поднимаются вверх, освобождая тестовые заготовки. При достижении крайнего верхнего положения механизма формования 5 электромагнитная муфта 18 отключает привод. Тестовые заготовки снимаются с пресс-форм. Далее цикл повторяется.
При использовании данного технического решения при безотходной технологии упрочняется структура заготовки и получается новая поверхность силовым воздействием рабочих органов установки, что положительно сказывается на улучшение качества изделий, облегчаются условия труда кондитеров, повышается производительность технологического процесса, снижается трудоемкость. Кроме того, при использовании предлагаемой установки улучшается культура производства, безопасность обслуживания, санитарно-гигиенические условия работы с мукой и другими компонентами. В результате применения безотходной технологии и высокотехнологичных контактных поверхностей в установке при формовании, в разделке и выпечке значительно экономится сырье, а также увеличивается ресурс формующего инструмента установки и кондитерского инвентаря, устраняется адгезия, достигается бесшумность в работе.
Изобретение предназначено для использования в кондитерской промышленности при изготовлении печатных пряников. Тесто делят на заготовки, укладывают их в пресс-формы, создают вокруг них замкнутую камеру, воздействуют на заготовку штампом под давлением 35 кг и выдерживают при этом давлении с учетом времени релаксации 1-1,5 сек. При воздействии штампа осуществляют сжатие тестовой заготовки до предельного состояния обратимости ее объема и объемное сдвиговое сжатие с удалением воздуха и углекислоты. Длительность цикла формования составляет 3-3,5 сек. Используют пресс-форму и обечайку с внутренними поверхностями, покрытыми фторопластовым материалом. Изобретение обеспечивает улучшение качества изделия и экономию сырья. 2 ил.
Способ формования и печатания тестовых заготовок пряников, предусматривающий деление теста на заготовки и укладывание заготовок в пресс-формы, создание вокруг них посредством штампа с обечайкой замкнутой камеры, воздействие штампа формующего механизма на заготовку с обеспечением раздавливания и разгона тестовых заготовок от центра к периферии до полного заполнения рельефа рисунка и формы, отличающийся тем, что воздействие штампа формующего механизма на заготовку производят под давлением 35 кг так, что после разгона осуществляют сжатие тестовой заготовки до предельного состояния обратимости ее объема, объемное сдвиговое сжатие с удалением воздуха и углекислоты и производят выдержку заготовки под давлением с учетом времени релаксации 1÷1,5 с, при этом длительность цикла формования составляет 3÷3,5 с, причем используют пресс-форму и обечайку с внутренними поверхностями, покрытыми фторопластовым материалом.

