Область техники, к которой относится изобретение
Изобретение касается колеса и способа его изготовления и, в частности, стального колеса, выполненного с помощью горячей штамповки, и способа его изготовления.
Уровень техники
Проблемы обычного способа изготовления стального колеса заключаются в нестабильности размеров, раннем выходе из строя, весе, который больше веса колеса, изготовленного из другого сплава металла (например, алюминия), и подобных. Хотя колесо из алюминиевого сплава легче, затраты на его изготовление гораздо больше затрат на изготовление стального колеса. Обычный способ изготовления стального колеса включает в себя разные процессы придания формы металлу, и приложение силы к материалу в ходе процессов придания формы для закалки металла. Обычный способ также включает в себя процесс соединения нагретой локальной области стального колеса, в результате которого могут быть получены плохие механические характеристики. Плохие механические характеристики могут приводить к раннему выходу из строя стального колеса. Для решения упомянутых выше проблем, стальное колесо может быть подвергнуто тепловой обработке с помощью обычного способа, или тепловой обработке может быть подвергнут элемент, изготовленный с помощью обычного способа, что делают для исключения нежелательных характеристик. Известный способ тепловой обработки, касающийся обычного способа изготовления стального колеса, является затратным по времени и дорогостоящим. Следовательно, существует потребность в способе изготовления стального колеса, который способен обеспечить стабильность размеров изделия и его износостойкость, при этом стальное колесо, изготовленное с помощью этого способа, легче стального колеса, изготовленного с помощью обычного способа, и также может быть обеспечена стабильность размеров и износостойкость изделия. Более того, также существует потребность в способе изготовления стального колеса, который является более эффективным и ниже по стоимости по сравнению с обычным способом.
Раскрытие сущности изобретения
В некоторых вариантах осуществления изобретения предложено колесо, выполненное с помощью горячей штамповки, и способ изготовления. Может быть обеспечен не только вес, который меньше веса стального колеса, изготовленного с помощью обычного способа, более высокая эффективность и меньшие затраты, но также обеспечивается стабильность размеров и износостойкость изделия. Решаются технические проблемы уровня техники, которые заключаются в том, что способ тепловой обработки является затратным по времени и обладает высокой стоимостью и изготовленное колесо легко выходит из строя.
Технические проблемы решаются в изобретении с помощью следующих технических решений. В одном примере варианта осуществления изобретения способ изготовления для обода стального колеса включает в себя следующие этапы: круглый трубчатый объект нагревают в печи для нагрева и нагретый круглый трубчатый объект перемещают на горячий пресс, температуру круглого трубчатого объекта, перемещенной на горячий пресс, нужно поддерживать выше ожидаемой температуры и необходимая температура по меньшей мере превышает 950°С; и далее круглому трубчатому объекту придают форму с использованием внутреннего контура с целью изготовления обода колеса. Обод колеса, изготовленный с помощью этого способа, может быть объединен с диском колеса с целью изготовления колеса, упомянутого в этом документе.
В одном примере варианта осуществления изобретения временем перемещения круглого трубчатого объекта, нагретого в печи для нагрева, из печи для нагрева до горячего пресса нужно управлять так, чтобы оно было равно 12 секундам и даже меньше.
В одном примере варианта осуществления изобретения после расположения обода колеса на горячем прессе, применяют устройство, которое обладает множеством сопел и которое способно перекрывающимся образом распылять воду или охлаждающее вещество, что нужно для равномерного распыления воды или другого охлаждающего вещества по поверхности, на которую устанавливают шину, сформированного обода колеса. Способ дополнительно включает в себя следующее: обод колеса располагают в резервуаре для кислотного промывания, который содержит органическую кислоту для удаления загрязнений с обода колеса.
В одном примере варианта осуществления изобретения способ изготовления диска стального колеса включает в себя следующее: подготавливают заготовку диска с поперечным сечением переменной толщины и заготовку нагревают в печи для нагрева, при этом нужно, чтобы время для перемещения нагретой заготовки диска из печи для нагрева на горячий пресс не превышало 12 секунд, нужно, чтобы температура заготовки диска, перемещенной в горячий пресс, не была выше необходимой температуры и необходимая температура диска составляла по меньшей мере 950°С; и охлаждают заготовку диска и придают ей форму с использованием пресс-формы с функцией охлаждения на горячем прессе с целью получения диска колеса. Способ дополнительно включает в себя следующее: диск располагают в резервуаре для кислотного промывания, который содержит органическую кислоту для удаления загрязнений с диска. Диск колеса может быть соединен с ободом колеса, тем самым изготавливают одно колесо.
В одном примере варианта осуществления изобретения этап, в ходе которого подготавливают заготовку диска с поперечным сечением переменной толщины, включает в себя следующее: упрочняющее кольцо концентрически располагают над основой диска и внешний боковой край упрочняющего кольца сваривают с основой диска, и глубина сварного шва, сформированного при сварке, составляет 12 - 15 мм. Этап дополнительно включает в себя следующее: основу диска раскатывают с использованием формы для холодной прокатки с целью уменьшения толщины области внешнего бокового края основы диска.
Упрочняющее кольцо приваривают к основе диска с целью изготовления одной заготовки диска с переменной толщиной. Заготовка диска с переменной толщиной означает, что средняя область заготовки является сравнительно толстым участком и внешняя боковая периферия заготовки является сравнительно тонким участком.
Следовательно, колесо, выполненное с помощью горячей штамповки, и способ изготовления, соответствующий некоторым вариантам осуществления изобретения, обладают следующими достоинствами.
Стальное колесо, изготовленное с помощью способа изготовления, который соответствует некоторым вариантам осуществления изобретения, или стальное колесо, предложенное в этих вариантах осуществления изобретения, обладают достоинствами, заключающимися в улучшенной износостойкости и увеличенном сроке службы. Вес стального колеса, соответствующего варианту осуществления изобретения, также существенно меньше веса стального колеса, изготовленного с помощью обычного способа. Более того, по сравнению с обычным способом, способ изготовления из варианта осуществления изобретения, обладает меньше стоимостью и более эффективен.
Краткое описание чертежей
Чертежи из описания, которые образуют часть настоящего документа, предназначены для обеспечения дополнительного понимания изобретения. Схематичные варианты осуществления изобретения и их описания приспособлены для описания изобретения и не предназначены для ненадлежащего ограничения изобретения. На чертежах:
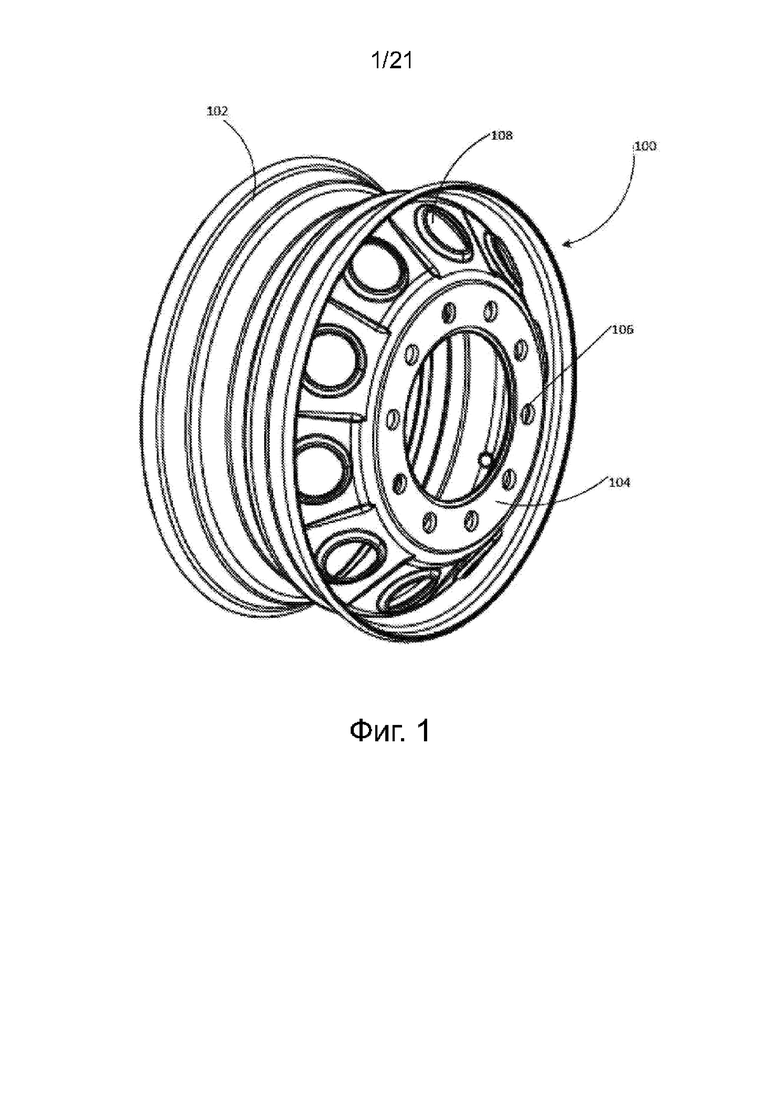
фиг. 1 - вид, схематично показывающий колесо в соответствии с одним вариантом осуществления изобретения;
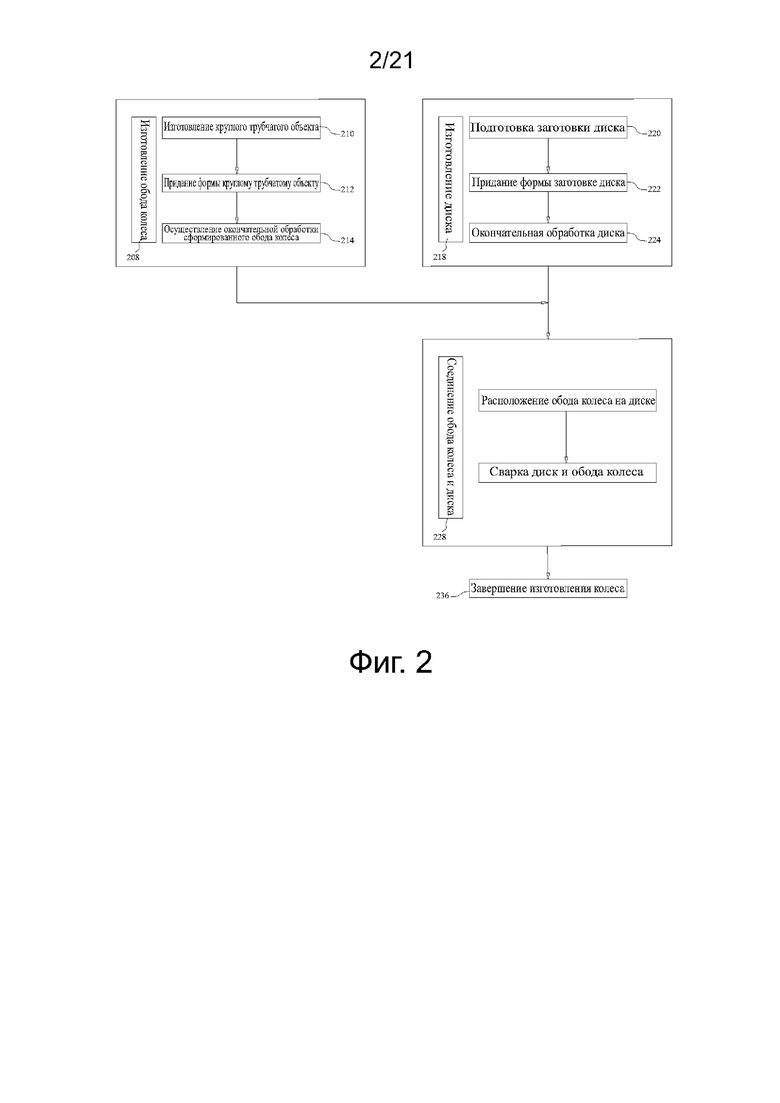
фиг. 2 - вид, схематично показывающий пример процесса изготовления колеса в соответствии с одним вариантом осуществления изобретения;
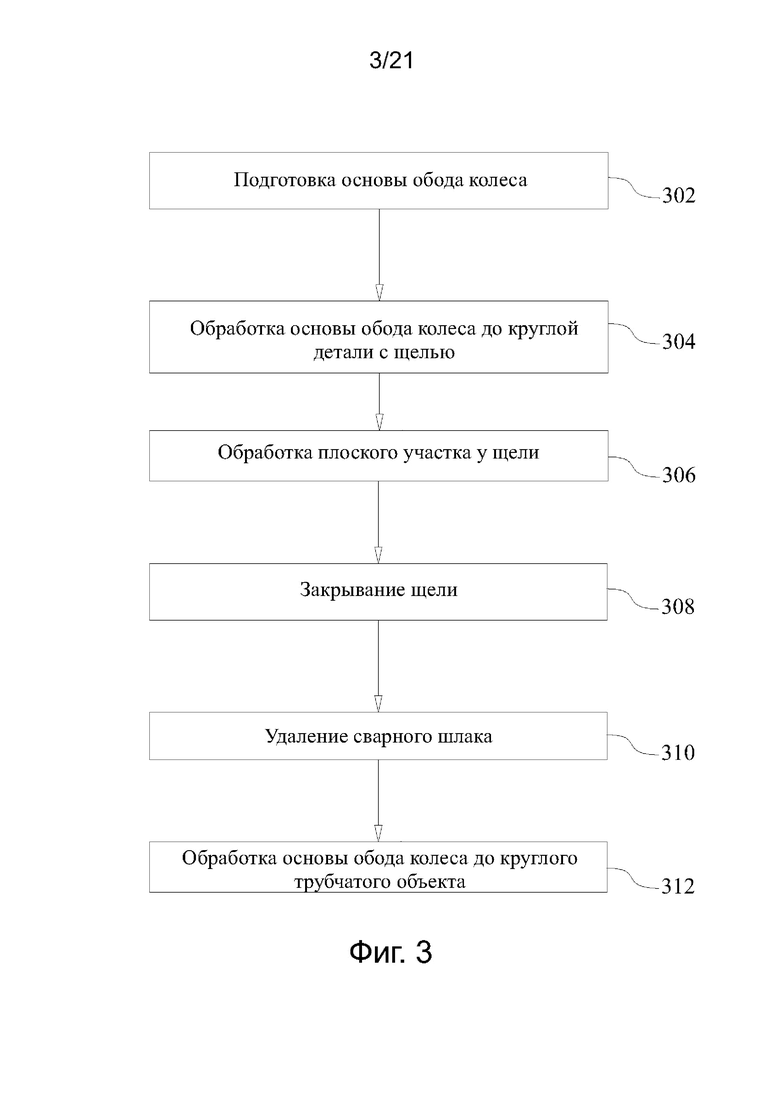
фиг. 3 - вид, схематично показывающий пример процесса изготовления круглого трубчатого объекта в соответствии с одним вариантом осуществления изобретения;
фиг. 4 - вид, схематично показывающий основу обода колеса в соответствии с одним вариантом осуществления изобретения;
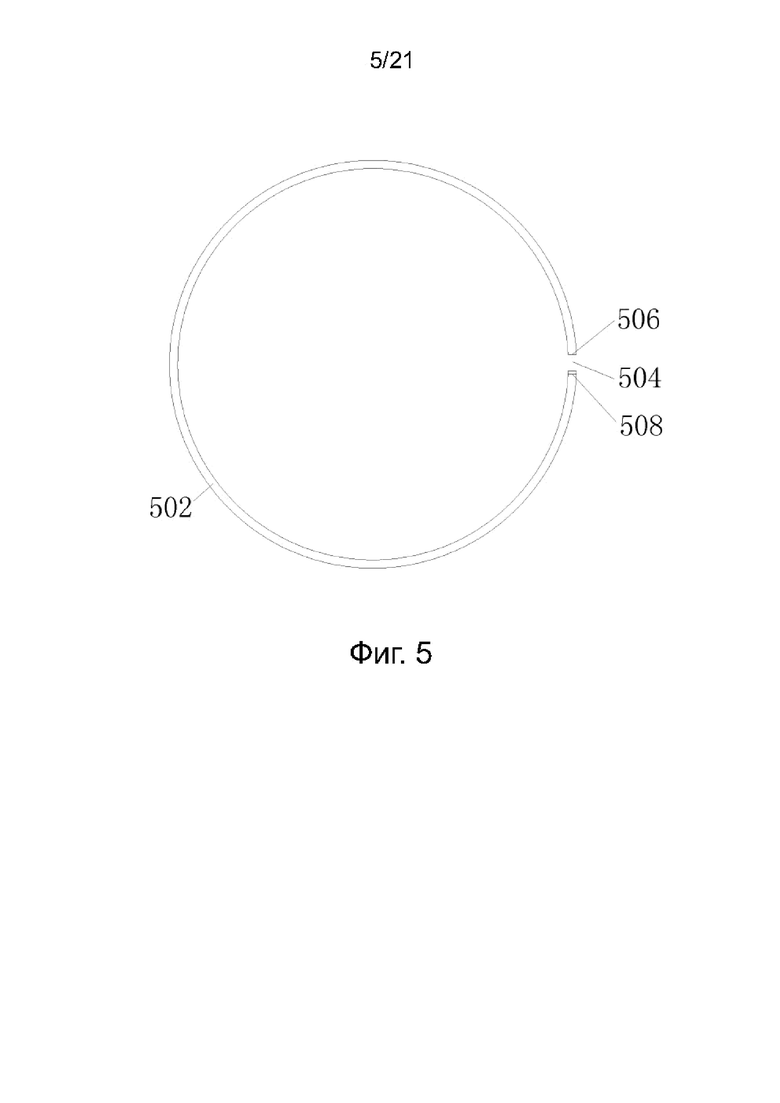
фиг. 5 - вид, показывающий круглую деталь в соответствии с одним вариантом осуществления настоящего изобретения;
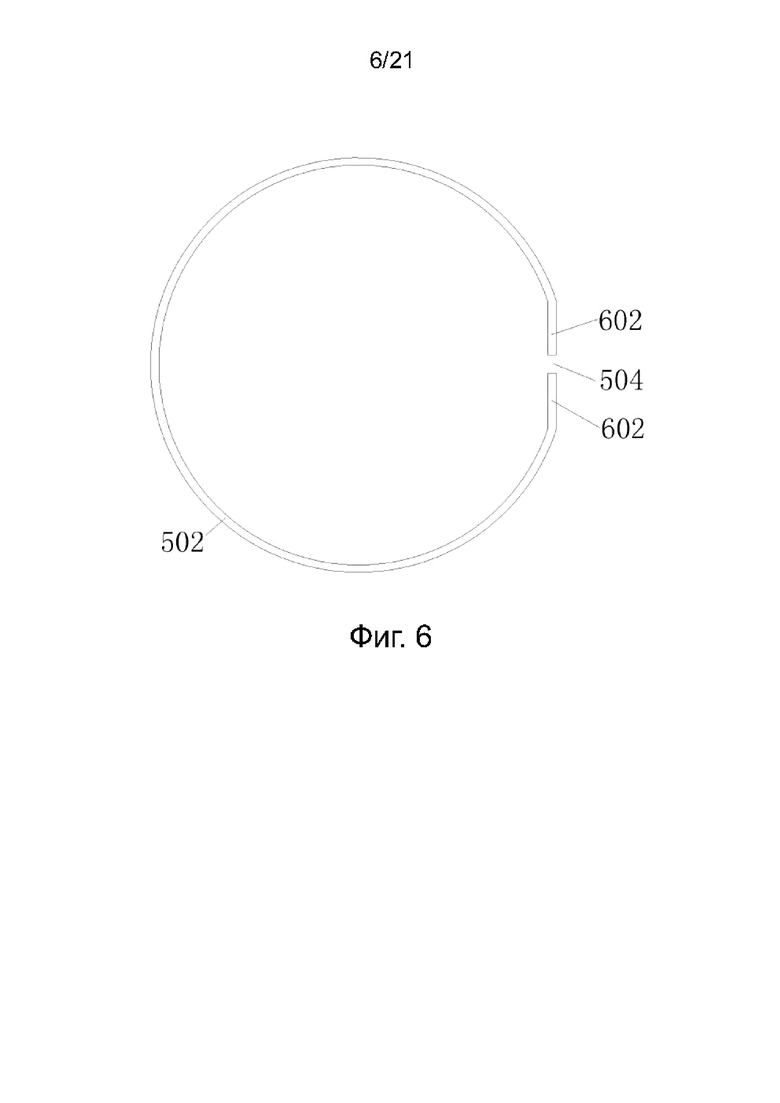
фиг. 6 - вид, схематично показывающий круглую деталь с плоским участком в соответствии с одним вариантом осуществления изобретения;
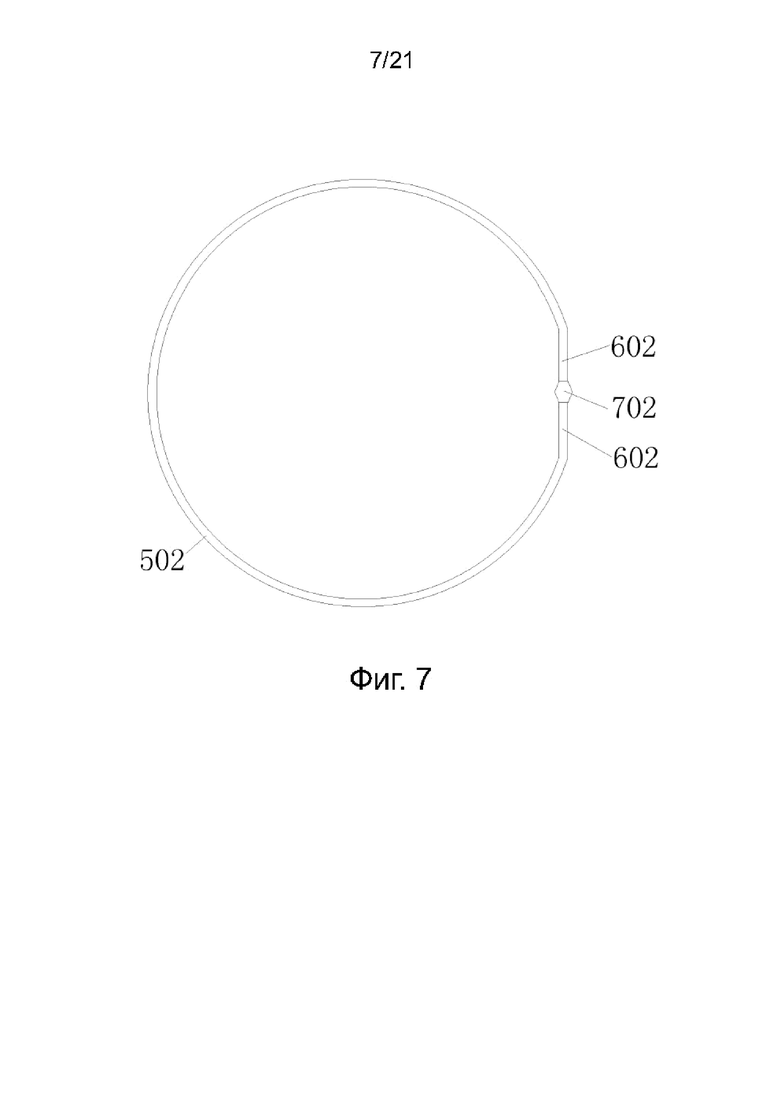
фиг. 7 - вид, показывающий замкнутую круглую деталь в соответствии с одним вариантом осуществления настоящего изобретения;
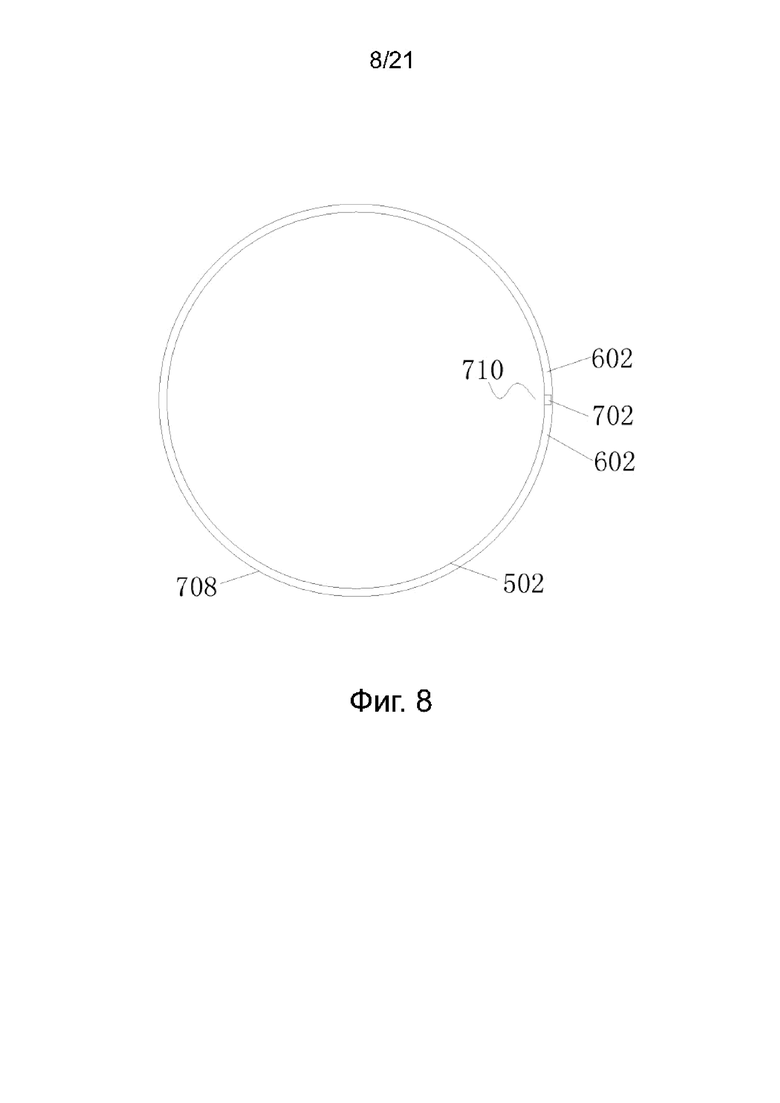
фиг. 8 - вид, схематично показывающий круглый трубчатый объект в соответствии с настоящим изобретением;
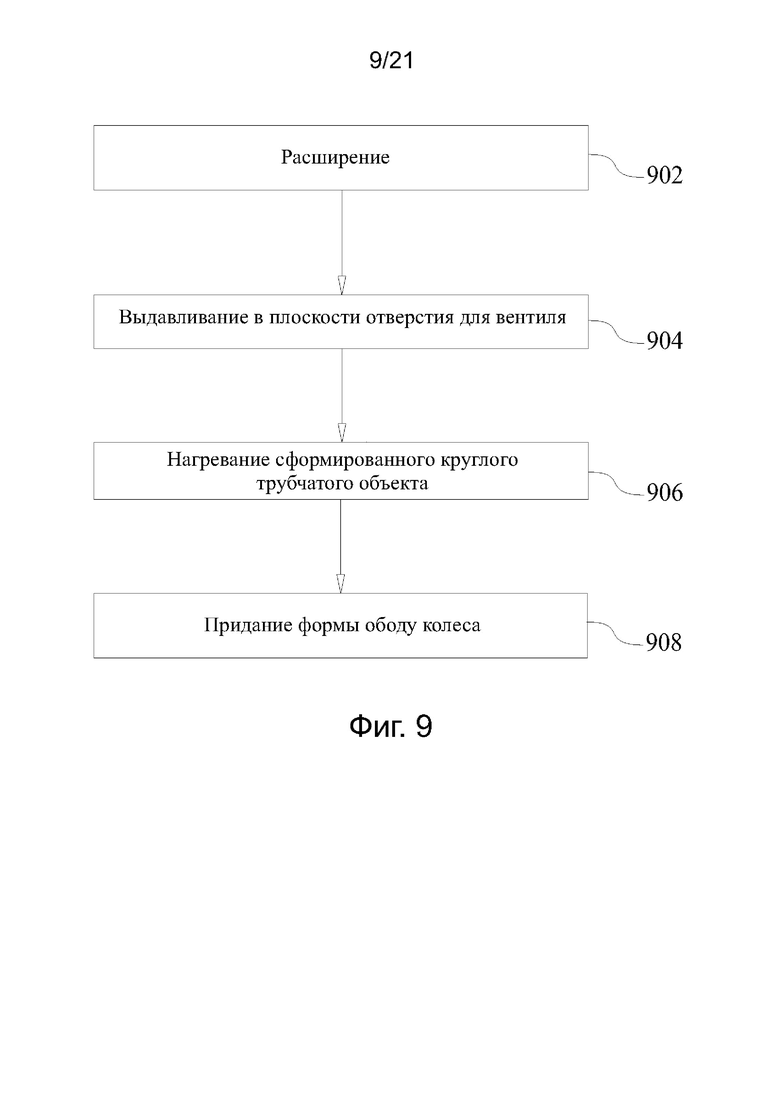
фиг. 9 - вид, схематично показывающий пример процесса придания формы круглому трубчатому объекту в соответствии с одним вариантом осуществления изобретения;
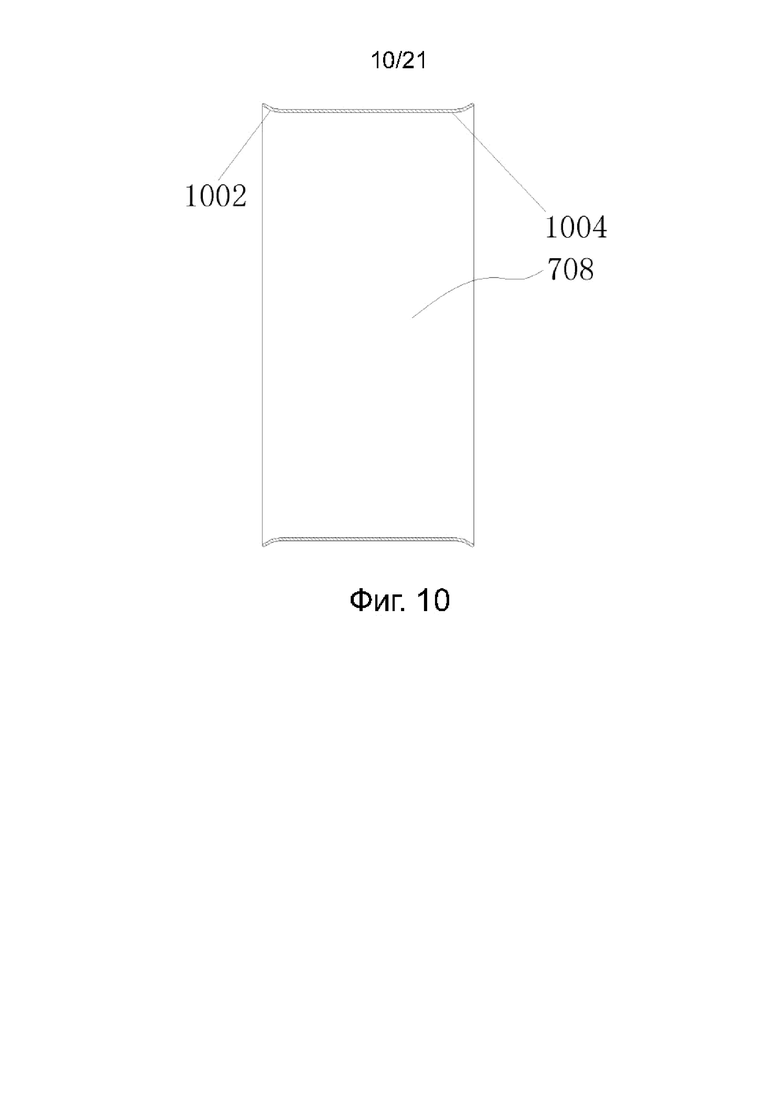
фиг. 10 - вид, схематично показывающий круглый трубчатый объект с расширенными краями в соответствии с одним вариантом осуществления изобретения;
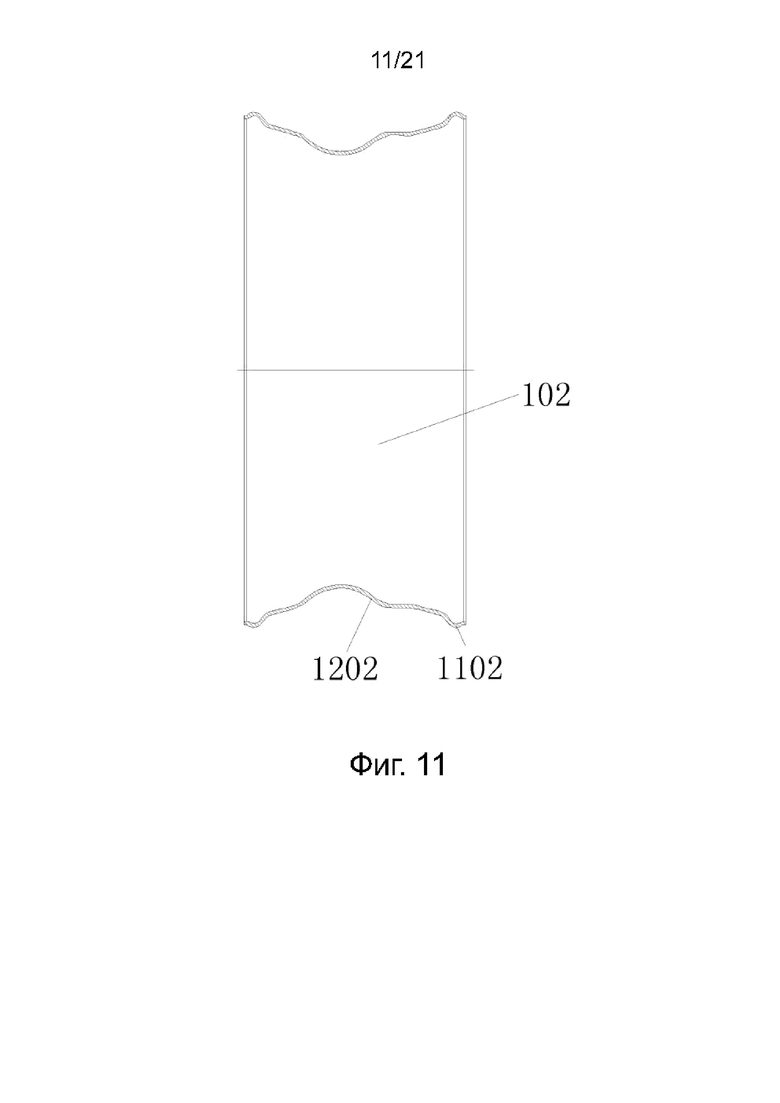
фиг. 11 - вид, схематично показывающий обод колеса в соответствии с одним вариантом осуществления изобретения;
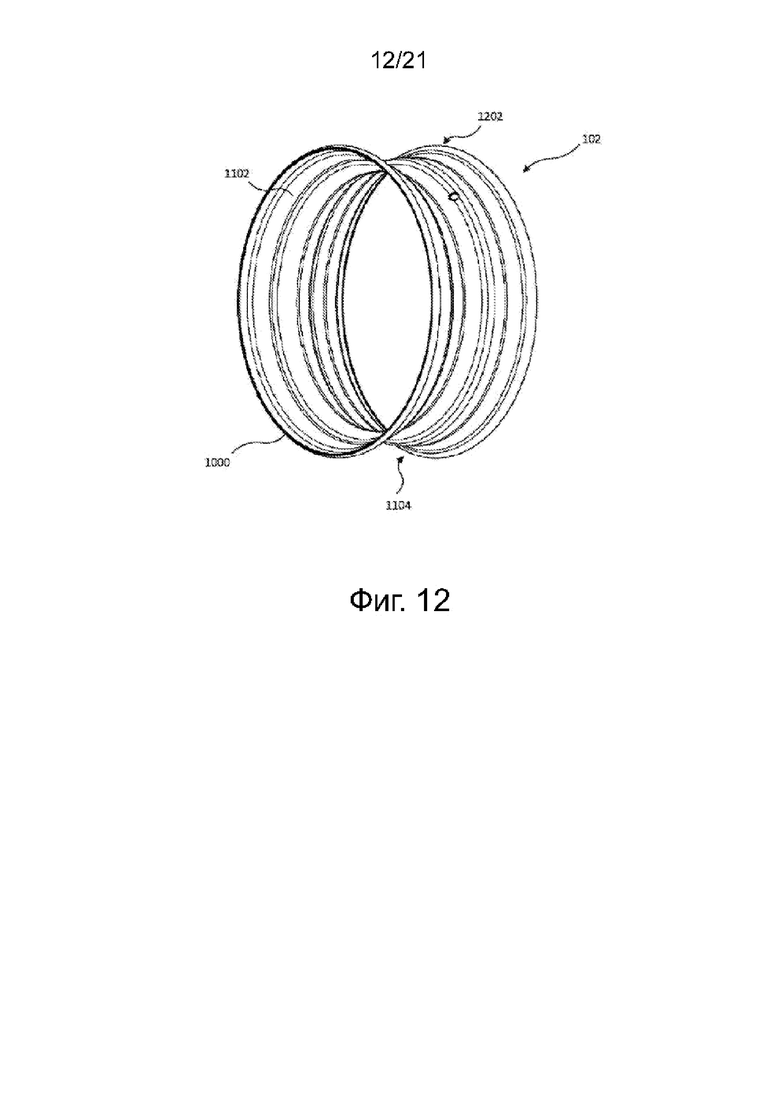
фиг. 12 - вид, схематично показывающий обод колеса в соответствии с другим вариантом осуществления изобретения;
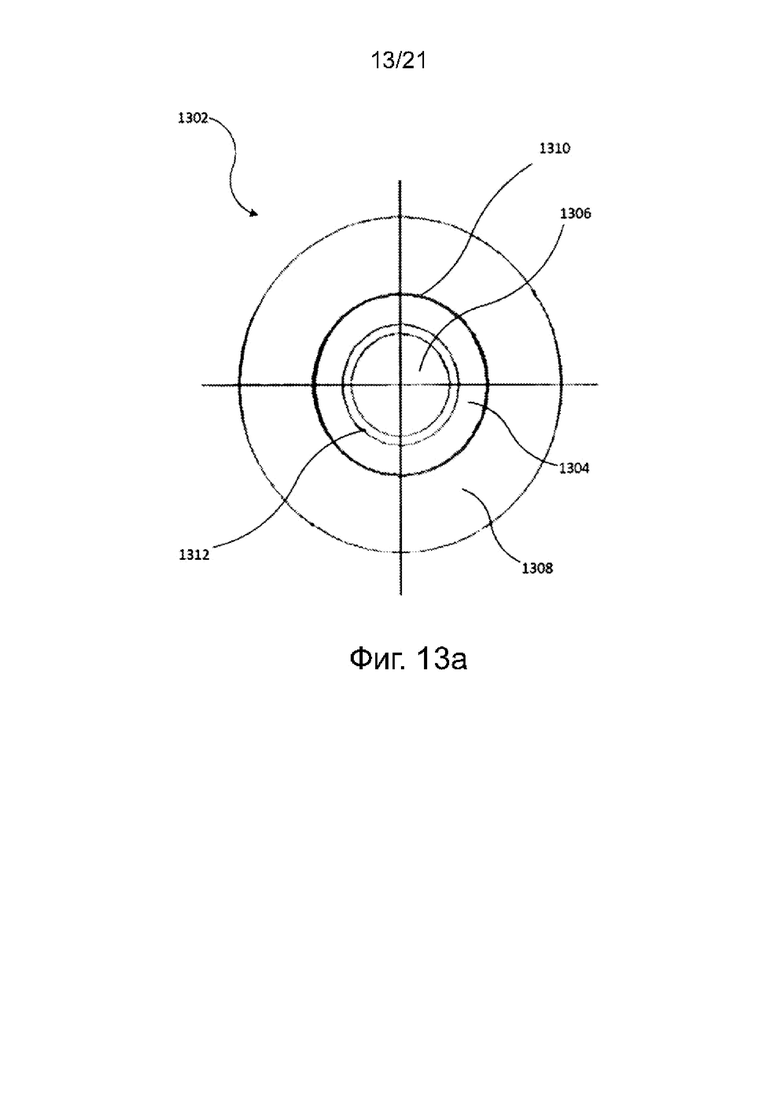
фиг. 13а - вид, схематично показывающий заготовку диска в соответствии с одним вариантом осуществления изобретения;
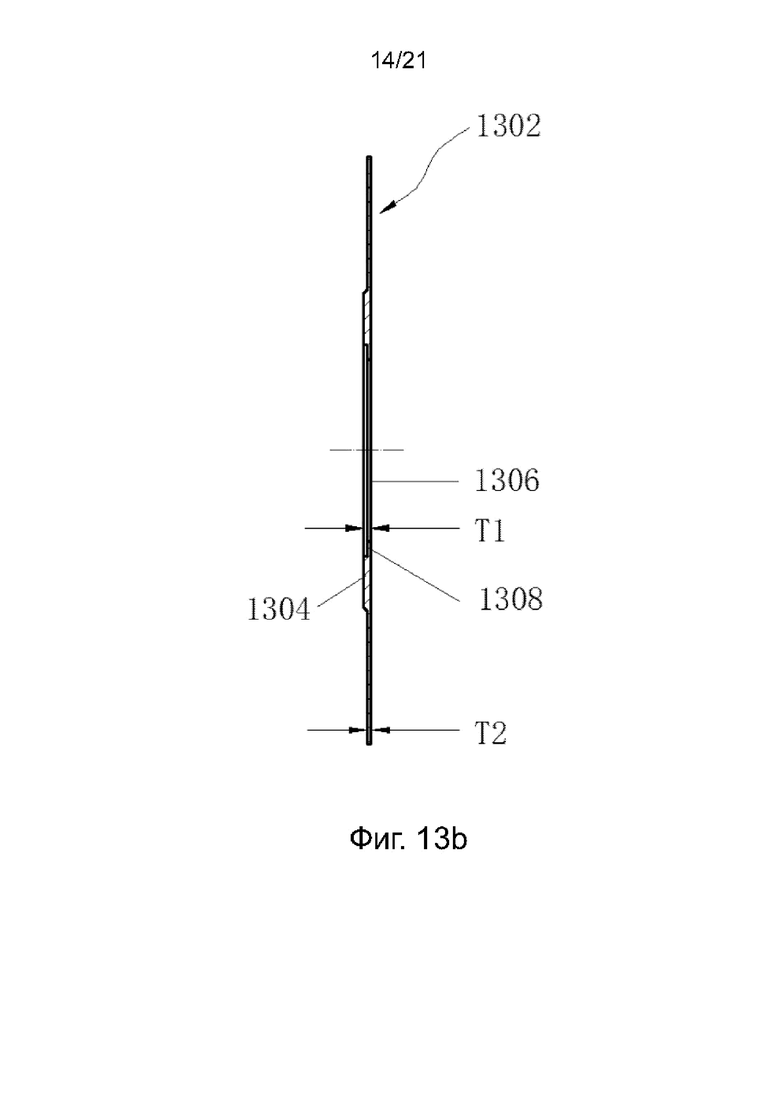
фиг. 13b - вид сбоку, показывающий заготовку диска с фиг. 13а;
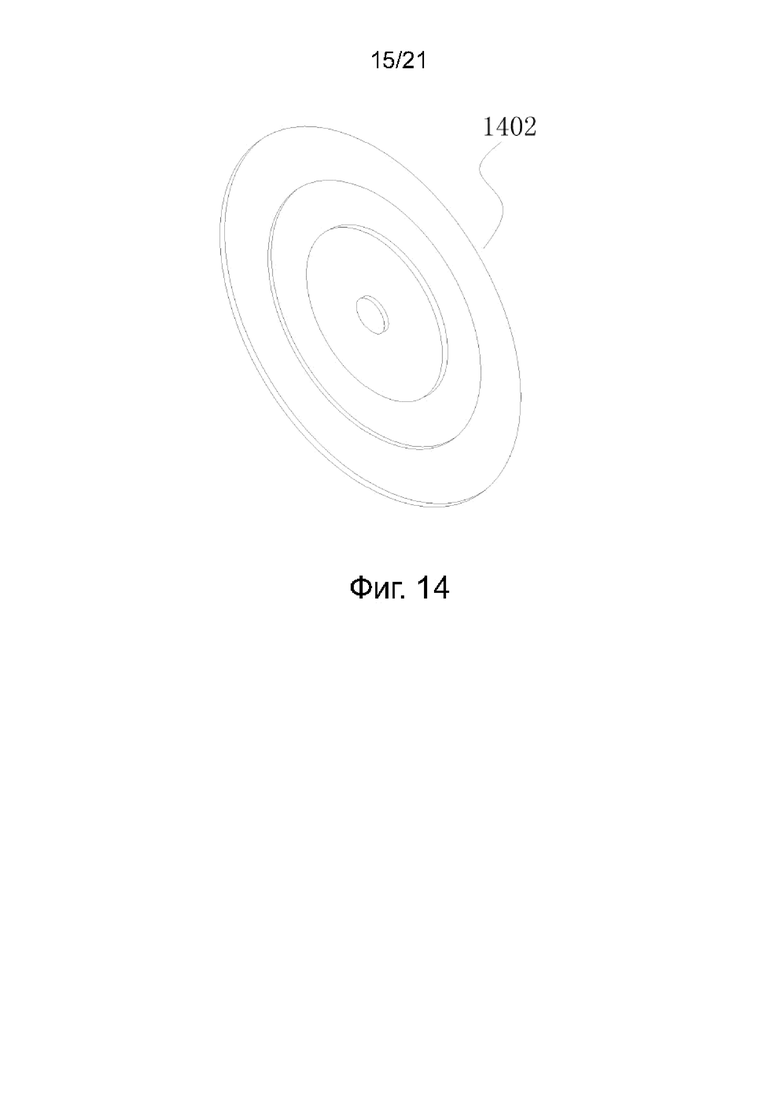
фиг. 14 - вид, схематично показывающий заготовку диска в соответствии с другим вариантом осуществления изобретения;
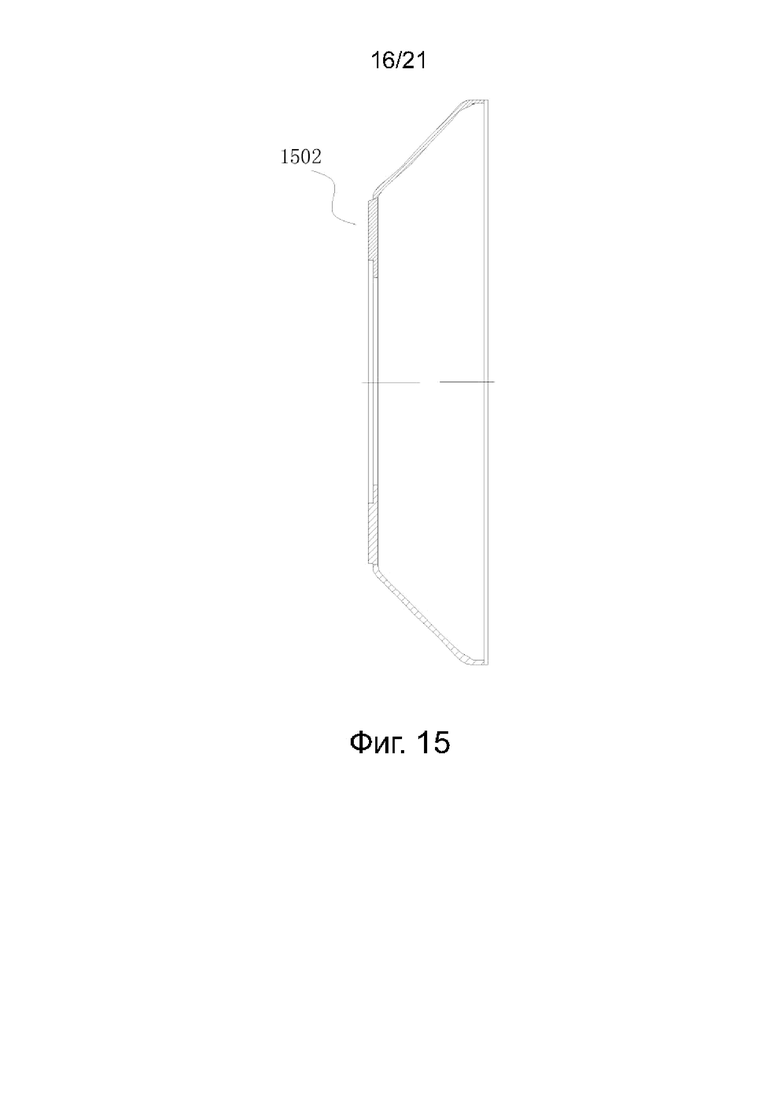
фиг. 15 - вид, схематично показывающий диск в соответствии с одним вариантом осуществления изобретения;
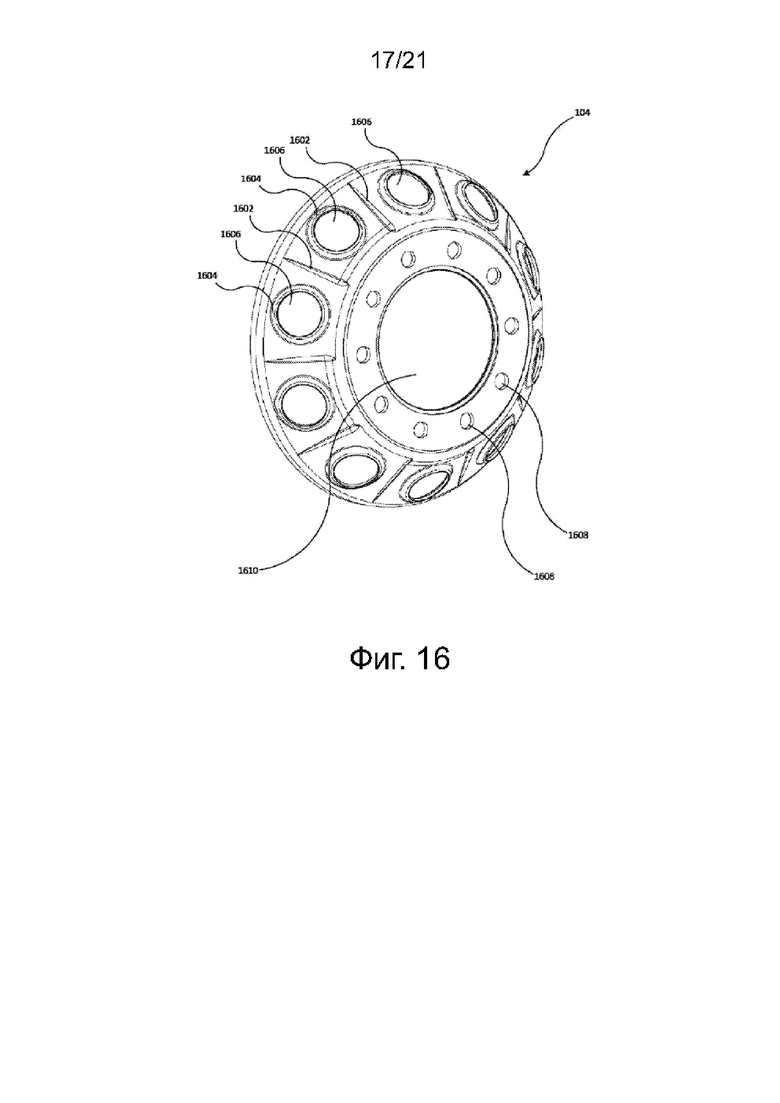
фиг. 16 - вид, схематично показывающий диск в соответствии с другим вариантом осуществления изобретения;
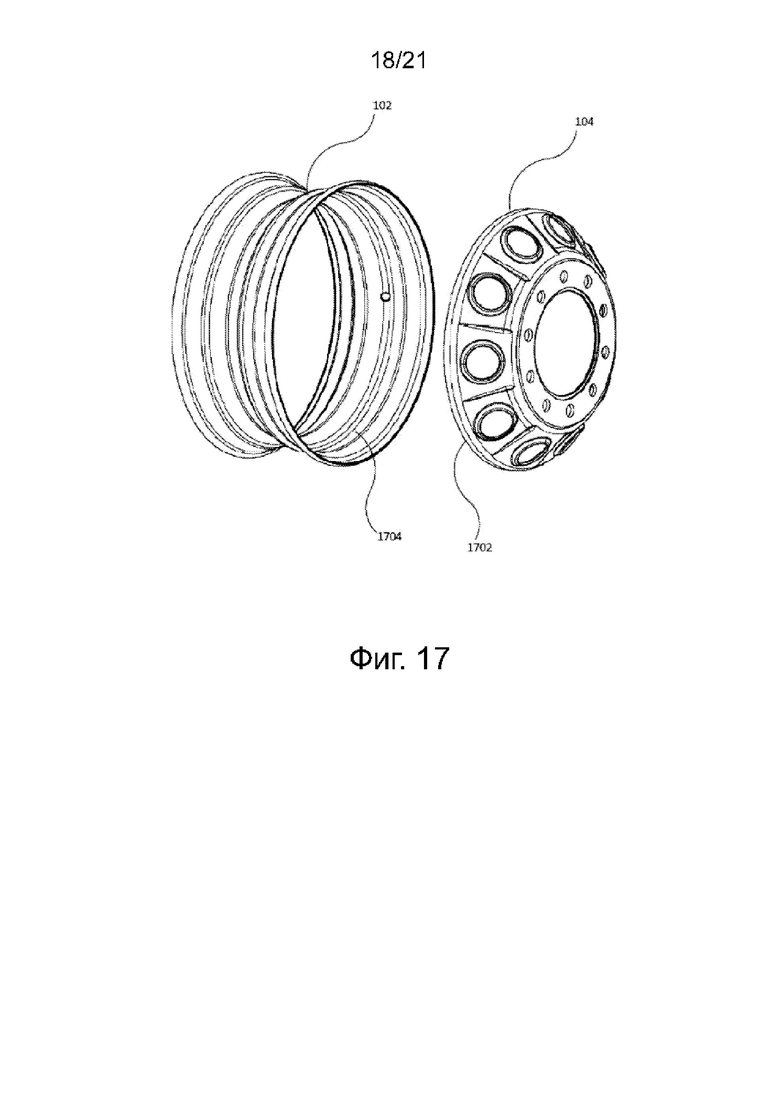
фиг. 17 - вид, схематично показывающий колесо в соответствии с одним вариантом осуществления изобретения, и этот вид является схематичным видом с пространственным разделением деталей колеса и диска колеса;
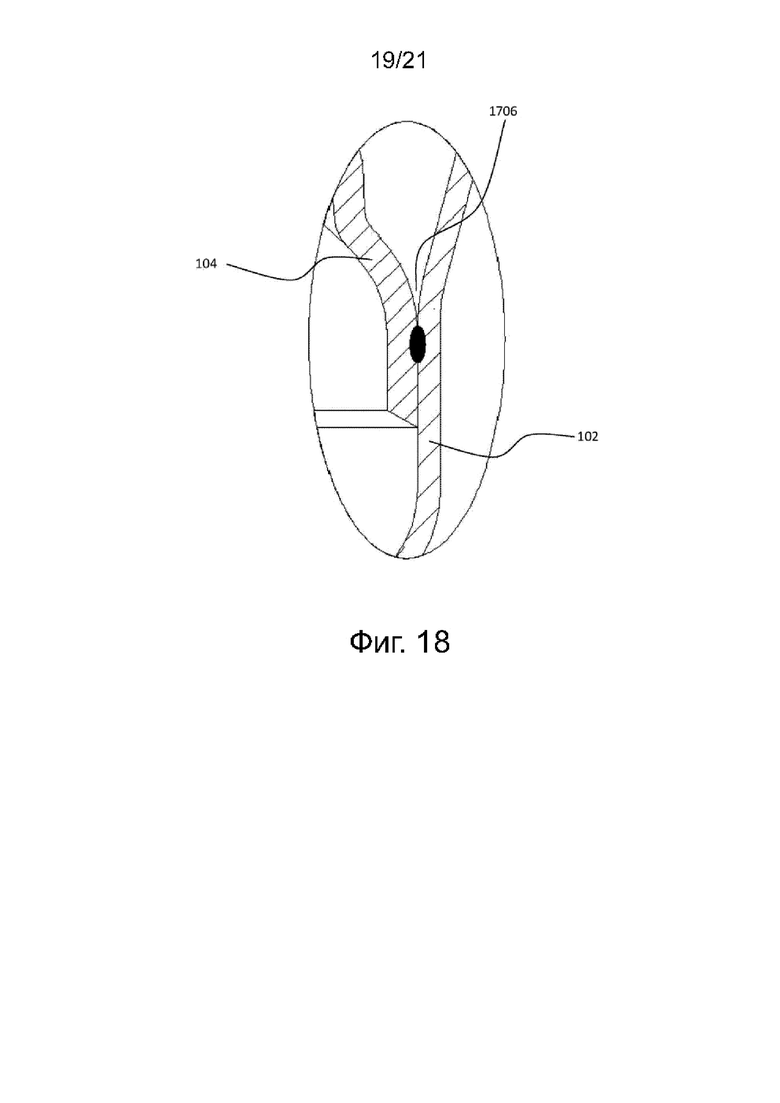
фиг. 18 - вид, схематично показывающий объединение и сварку колеса в соответствии с одним вариантом осуществления изобретения;
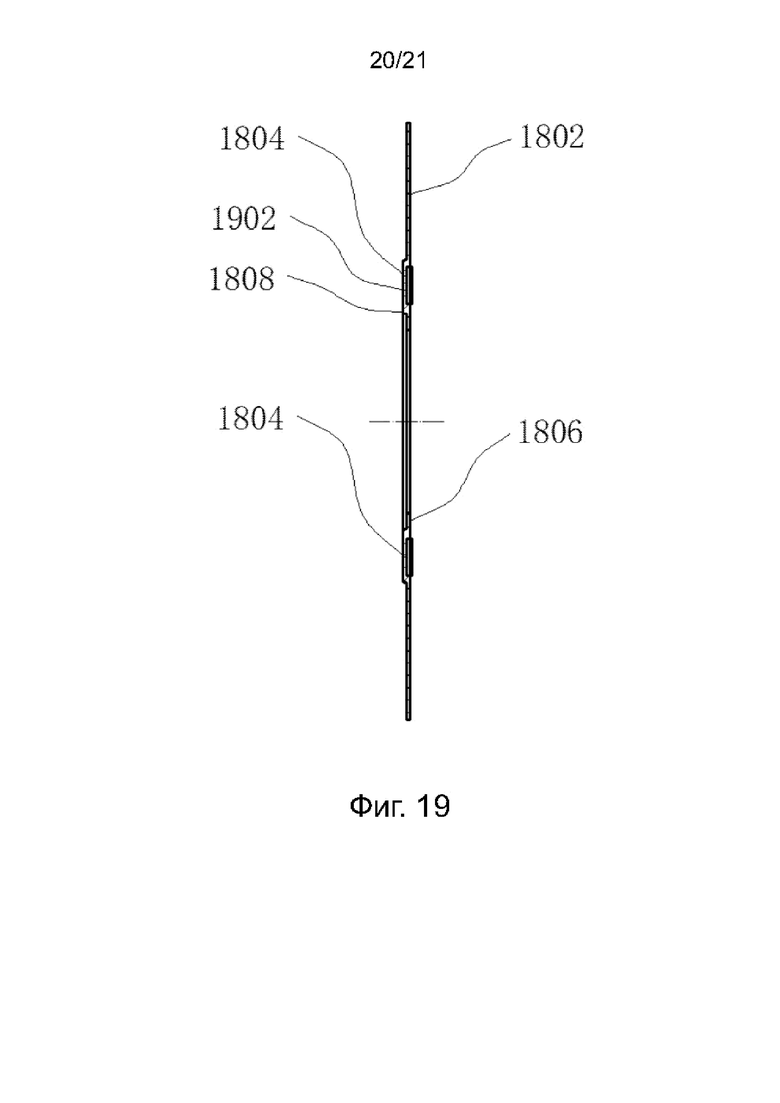
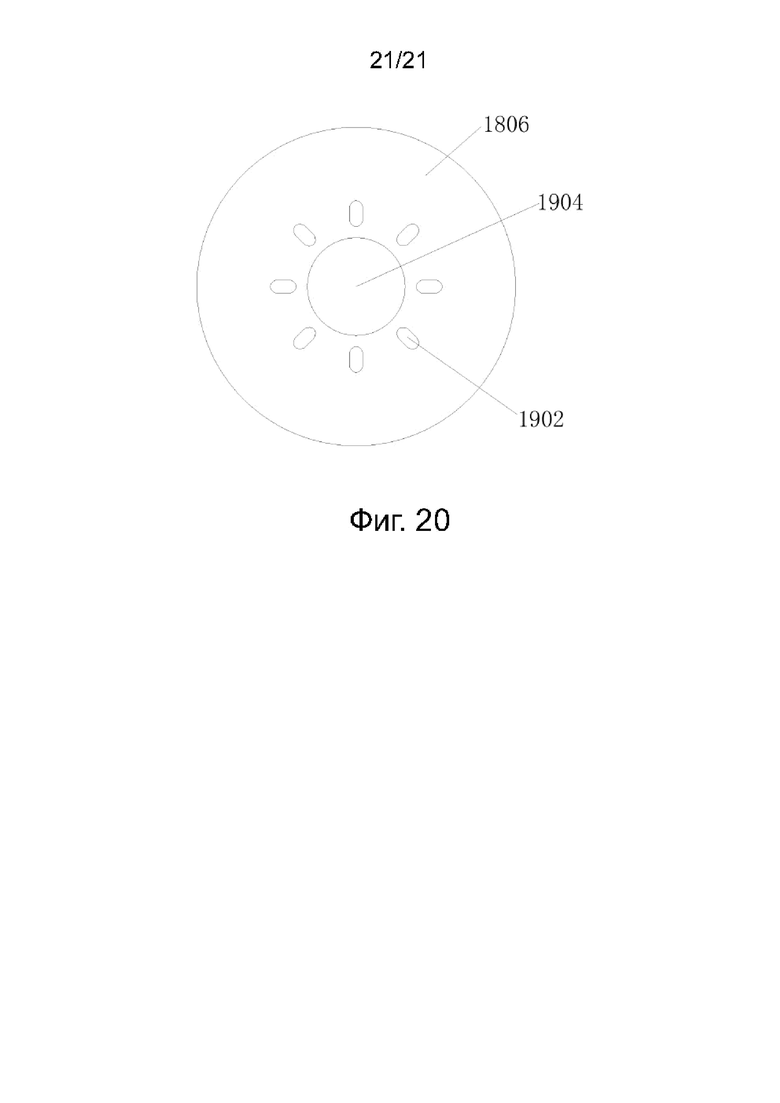
фиг. 19 - вид, схематично показывающий заготовку диска в соответствии с другим вариантом осуществления изобретения; и
фиг. 20 - вид, схематично показывающий диск в соответствии с другим вариантом осуществления изобретения.
Осуществление изобретения
Технические решения изобретения будут дополнительно описаны ниже со ссылками на чертежи для вариантов осуществления изобретения.
Варианты осуществления изобретения
На фиг. 1 показано колесо, изготовленное с помощью способа из одного варианта осуществления настоящего изобретения. Компоненты колеса содержат обод 102 колеса и диск 104. Колесо 100 дополнительно содержит крепежные отверстия 106, и для использования колесо 100 прикреплено к транспортному средству с помощью крепежных отверстий 106. Колесо 100 может дополнительно содержать одно или несколько вентиляционных отверстий 108. Как упомянуто выше, диск 104 может обладать разной толщиной, центральный участок диска 104, близкий к крепежным отверстиям 106, является сравнительно толстым, а внешний боковой периферийный участок диска 104 является сравнительно тонким. Стальное колесо с определенной износостойкостью и значительно сниженным весом изготавливают с использованием материала, структуры и способа горячей штамповки. Например, в вариантах осуществления изобретения вес стального колеса, технические характеристики которого составляют 22,5 × 8,25 см, составляет только примерно 21,5 кг. Вес стального колеса, выполненного с помощью обычного способа изготовления, с такими техническими характеристиками составляет примерно 31 кг. Вес кованного колеса из алюминиевого сплава аналогичен весу стального колеса, изготовленного с помощью способа настоящего изобретения, но стоимость кованного колеса из алюминиевого сплава может быть значительно выше.
Ниже будут описано колесо и соответствующие способы изготовления. Соответствующие этапы способа изготовления колеса в соответствии с настоящим изобретением включают в себя изготовление обода колеса, изготовление диск и соединение диска с ободом колеса. Изготовление обода колеса дополнительно включает в себя несколько этапов изготовления. На фиг. 2 показан пример блок-схемы способа изготовления колеса.
Описанный в настоящем документе способ изготовления подходит для изготовления стального колеса. Предпочтительным материалом для изготовления обода 102 колеса и диска 104 является боросодержащая сталь. Боросодержащая сталь особенно подходит для колеса, соответствующего некоторым вариантам осуществления изобретения, благодаря ее механическим характеристикам, в частности, способности к закалке, при придании формы. Химические компоненты боросодержащей стали, которые могут быть использованы в вариантах осуществления изобретения, перечислены в таблице 1, а характеристики материала приведены в таблице 2.
Таблица 1. Химические компоненты
WHF1300D
Таблица 2. Характеристики материала
Как показано в примере способа с фиг. 2, процесс (этап 208 на фиг. 2) изготовления для обода 102 колеса включает в себя следующие процессы: этап 210: изготавливают круглый трубчатый объект, этап 212: круглый трубчатый объект обрабатывают с целью получения предварительного сформированного обода колеса и этап 214: осуществляют окончательную обработку сформированного обода колеса. На фиг. 3 показан пример процесса изготовления круглого трубчатого объекта. Как показано на фиг., пример процесса включает в себя следующие этапы: этап 302: подготавливают основу для обода колеса, этап 304: основу для обода колеса обрабатывают до круглой детали с щелью, этап 306: на круглой щели формируют плоскую область, этап 308: щель закрывают, этап 310: удаляют сварочный шлак, этап 312: основу для обода колеса обрабатывают до круглого трубчатого объекта. С помощью указанных этапов основа обода колеса может быть обработана до получения круглого трубчатого объекта для дальнейшей обработки с целью получения колеса, соответствующего одному варианту осуществления изобретения.
Пример процесса изготовления круглого трубчатого объекта показан на фиг. 3 - 8, и он начинается на этапе 302 подготовки основы для обода колеса. Основа 402 обода колеса представляет собой прямоугольную пластину из стали или другого сплава, подходящего для обработки колеса. Такая прямоугольная заготовка отличается от заготовки для обода колеса для обычного изготовления, и длина прямоугольной заготовки примерно на 0,4% - 0,5% меньше длины другой заготовки. Эта короткая заготовка нужна для приспособления к уменьшению плотности на 0,4% - 0,5% в ходе мартенситного превращения стали в ходе процесса придания формы в горячем состоянии. Расширение обода колеса может обеспечить небольшую пластичную деформацию для обода колеса и далее обод колеса может стать круглым, приобретя окончательный размер. Соответственно, величина расширения колеса составляет примерно 0,5%. Следовательно, если до превращения не осуществить уменьшение длины прямоугольной заготовки, обод колеса не достигнет корректного окончательного размера. На этапе 302 основа 402 обода колеса может быть опущена в очищающий кислотный раствор или может держаться в масле для сохранения характеристик и достижения оптимального качества последующего процесса придания формы и соединения (который будет описан ниже), тем самым получая крепкое и износостойкое колесо.
Как показано на фиг. 4 и 5, на этапе 304 формируют основу 402 обода колеса, и обрабатывают ее до круглой детали 502. При обычных условиях, круглая деталь 502 является круглой, при этом ее размер по радиусу гораздо меньше окончательного размера по радиусу колеса 100 в терминах формы. Основа 402 обода колеса может быть доставлена до роликовой машины для прокатки, или может быть применен другой подходящий способ обработки для раскатки прямоугольной основы 402 обода колеса до получения круглой детали 502. Как показано на фиг. 5, круглая деталь 502, по существу, является круглым элементом с щелью 504, и щель 504 расположена между первым концом 506 круглой детали 502 и вторым концом 508 круглой детали 502. Щель 504 обладает такими характеристиками, что круглая деталь 502 может закрыть щель 504 и далее первый конец 506 и второй конец 508 могут встретиться друг с другом и на этапе 308 они могут быть соединены.
До закрывания щели 504, для обеспечения большей простоты и более высокого качества последующего процесса, часть области круглой детали 502 может быть уплощена на этапе 306. Как показано на фиг. 6, круглая деталь 502 с плоским участком 602 может быть изготовлена с помощью приложения надлежащего давления на выравнивающей форме. Плоский участок 602 продолжается на определенное расстояние выше первого конца 506 и ниже второго конца 508.
На этапе 308 закрывают щель 504. В одном примере варианта осуществления изобретения щель 504 должна быть закрыта с помощью сварки. В этом варианте осуществления изобретения плоский участок 602 круглой детали 502 располагают в одном или другом устройстве, при этом первый конец 506 нужно располагать рядом со вторым концом 508 с целью закрывания щели 504. Первый конец 506 и второй конец 508 соединяют с помощью надлежащего способа сварки, например, помимо прочего, с помощью сварки (MIG) в среде инертного газа, лазерной сварки и сварки металлическим электродом в газовой среде. На фиг. 7 показано расширение сварного шва 702 вдоль направления ширины после замыкания круглой детали 502. В результате, в ходе процесса сварки вдоль края сварного шва 702. После сварки на этапе 308 первого конца 506 и второго конца 508, круглую деталь 502 обрабатывают до получения круглого трубчатого объекта 708 (как показано на фиг. 8), так как несмотря на то, что круглая деталь 502 обычно обладает цилиндрической формой, ее нужно дополнительно обработать для удаления выработанного сварного шлака и избавления от плоского участка 602.
В другом варианте осуществления этапа 308 щель закрывают с помощью стыковой контактной сварки. В этом способе первый конец 506 и второй конец 508 сводят вместе и далее нагревают с помощью тока до необходимой температуры. До и в ходе этого процесса, к первому концу 506 и второму концу необходимо приложить давление, так что первый конец 506 может быть соединен со вторым концом 508 с помощью приложенного давления, когда круглая деталь 502 достигает вязкотекучего состояния. Сварной шлак на сварном стыке или локальная деформация могут сделать необходимым этап 310.
На этапе 310 с круглого трубчатого объекта 708 удаляют сварной шлак. Для удаления сварного шлака и подготовки круглого трубчатого объекта 708 для следующего процесса может быть применен любой подходящий способ обработки. На этапе 310 могут быть применены разные технологии обработки, например, шлифовка, пескоструйная обработка, полировка и финишная обработка. Удаляют сварной шлак вдоль сварного шва 702 круглого трубчатого объекта 708 и сварной шлак на краях сварного шва 702. Для круглого трубчатого объекта 708 нужно осуществить необходимую обработку до тех пор, пока поверхность у сварного шва 702 круглого трубчатого объекта 708 не станет гладкой и будут отсутствовать дефекты, такие как нечеткости или выпуклости.
На этапе 310 плоский участок 602 круглого трубчатого объекта 708 удаляют путем придания ему соответствующей формы. Когда круглый трубчатый объект 708 соединен и получена непрерывная и завершенная форма, восстановлена ее цилиндрическая форма. Для удаления плоского участка 602 может быть использована надлежащая роликовая гибочная машина или другой способ обработки. В конце этапа 310 форма круглого трубчатого объекта 708 представляет собой цилиндр, как показано на фиг. 8. После этого этапа, внешний диаметр круглого трубчатого объекта 708 меньше окончательного диаметра обода 102 колеса. Как описано, круглый трубчатый объект 708, в конец концов, расширяется и приобретает окончательный идеальный размер обода 102 колеса.
После изготовления круглого трубчатого объекта 708 с помощью упомянутого выше этапа, круглому трубчатому объекту 708 придают контур, используемый в колесе. На фиг. 9 показан пример процесса придания формы ободу 102 колеса. Пример способа придания формы ободу 102 колеса включает в себя следующие этапы: этап 902: расширение краев, этап 904: формирование плоскости с отверстием вентиля, этап 906: нагревание сформированного круглого трубчатого объекта 708 и этап 906: придание формы ободу колеса. Как ясно специалисту в рассматриваемой области, также могут быть использованы другие дополнительные этапы или каждый упомянутый выше этап может быть дополнительно разделен на несколько этапов.
На этапе 902 расширяют края круглого трубчатого объекта 708. Как показано на фиг. 10, края круглого трубчатого объекта 708 расширяют для того, чтобы диаметры его расширенного края 1002 и расширенного края 1004 стали больше диаметра среднего участка круглого трубчатого объекта 708. На этапе 902 может быть использован любой подходящий процесс расширения краев. Наилучший способ заключается в использовании пресса и соответствующей пресс-формы для изготовления расширенного края 1002 и расширенного края 1004. В этом примере способа круглый трубчатый объект 708 располагают в пресс-форме и одновременно формируют расширенный край 1002 и расширенный край 1004. В другом примере способа может быть использована роликовая гибочная машина или машина для расширения краев. В другом варианте осуществления изобретения расширенный край 1002 и расширенный край 1004 могут быть выполнены в ходе двух этапов.
На этапе 904 формируют плоскость 1202 с отверстием для вентиля. Как показано на фиг. 11 внутренний контур 1102 содержит секцию для последующей обработки с целью получения отверстия для вентиля. Когда колесо 100 вводят в эксплуатацию и на колесо 100 устанавливают шину, для установки вентиля формируют отверстие для вентиля. Для изготовления отверстия для вентиля в ходе последующего процесса, вдоль секции внутреннего контура 1102 формируют плоскость 1202 с отверстием для вентиля. Плоскость 1202 с отверстием для вентиля является секцией внутреннего контура 1102. При обычных условиях она является плоскостью в локальной области. Тем не менее, плоскость 1202 с отверстием для вентиля расположена под углом скоса относительно оси круглого трубчатого объекта 708.
На этапе 906 сформированный круглый трубчатый объект 1000 нагревают до высокой температуры. Точная температура отличается для разных структур сформированного круглого трубчатого объекта 1000. Тем не менее, предпочтительная температура по меньшей мере достигает температуры точки Ас3 сплава сформированного круглого трубчатого объекта 1000. В одном варианте осуществления изобретения, когда применяют боросодержащую сталь, температура точки Ас3 составляет 950ºС. При температуре, большей температуры точки Ас3, структура стали сформированного круглого трубчатого объекта 1000 преобразуется в аустенит и становится металлической частью в более равномерной структуре. Между тем, исключается обработка по закаливанию из предыдущего процесса обработки или другая нежелательная микроструктура. Высокую температуру сформированного круглого трубчатого объекта 1000 нужно поддерживать на последующем этапе 908 придания формы ободу колеса. Для поддержания необходимой температуры на этапе 908, предпочтительно переместить сформированный круглый трубчатый объект 1000 в горячештамповочный пресс из печи для нагрева в течение 12 секунд. Также могут быть использовано другое время или другие способы перемещения при условии, что поддерживается высокая температура сформированного круглого трубчатого объекта 1000 при придании формы и охлаждении (что будет описано ниже).
На этапе 908 внутренний контур круглого трубчатого объекта 708 формируют на горячештамповочном прессе. На фиг. 11 показан один вариант осуществления внутреннего контура 1102 колеса 100. На этапе 904 разные внутренние контуры формируют в соответствии со спецификацией размеров и структурными требованиями к колесу 100. На этапе 908 придают форму внутреннему контуру круглого трубчатого объекта 708, и внешний диаметр круглого трубчатого объекта 708 расширяют до окончательного ожидаемого диаметра обода 102 колеса. С помощью процесса придания формы с этапа 908 также обеспечивают охлаждение, необходимое для формирования круглого трубчатого объекта 708, и придают идеальную микроструктуру для достижения высоких механических характеристик. Когда на этапе 908 используют форму для расширения, в одном варианте осуществления изобретения обеспечивают надлежащее охлаждение водой или другим охлаждающим веществом. В другом варианте осуществления изобретения, когда сформированный обод 102 колеса удерживают в форме для расширения с целью увеличения диаметра круглого трубчатого объекта 708, решетка сопел распыляет воду или охлаждающее вещество на боковую поверхность 1104 для установки шины обода 102 колеса. В этом варианте осуществления изобретения решетка сопел может распылять воду или другое охлаждающее вещество на боковую поверхность 1104 для установки шины (показана на фиг. 12) перекрещивающимся и перекрывающимся образом. Перекрывающееся применение охлаждающего вещества обеспечивает равномерное фазовое изменение в ходе процесса охлаждения круглого трубчатого объекта 708. Неравномерное охлаждение или неравномерное применение охлаждающего вещества может породить деформацию размеров обода 102 колеса или породить не желаемые механические характеристики в локальной области, которые могут вызвать ранний выход из строя колеса 100 в процессе использования. Благодаря использованию формы для расширения и распыления воды, обод 102 колеса быстро охлаждается примерно до 200ºС и его извлекают из формы для расширения. Температура расширения, равная 200ºС, способствует распространению водорода в металле. Обод 102 колеса по выбору может быть закален при 400ºС, и временем закалки управляют так, чтобы оно находилось в диапазоне от 20 до 60 минут. Надлежащим образом охлажденный обод 102 колеса обладает твердостью, равной примерно 52 HRC, пределом прочности на растяжение, равным примерно 1300 - 1500 МПа. Эти механические свойства позволяют для изготовления использовать сталь меньшей толщины по сравнению с толщиной обычного способствует распространению водорода в металле. Обод 102 колеса по выбору может быть отпущен при 400ºС, и временем отпуска управляют так, чтобы оно находилось в диапазоне от 20 до 60 минут. Надлежащим образом охлажденный обод 102 колеса обладает твердостью, равной примерно 52 HRC, пределом прочности на растяжение, равным примерно 1300 - 1500 МПа. Эти механические свойства позволяют для изготовления использовать сталь меньшей толщины по сравнению с толщиной обычного обода 102 колеса, так что вес колеса 100 очевидным образом снижается.
На этапе 214 примера способа обод 102 колеса непрерывно обрабатывают и осуществляют окончательную обработку сформированного обода колеса. На этом этапе дополнительная обработка и другие процессы нужны для завершения получения окончательной формы обода 102 колеса и добавления других структурных признаков, например, добавления отверстия для вентиля. Лазерная резка, пробивание, сверление или другой надлежащий способ обработки может быть применен для получения отверстия для вентиля, но предпочтительным способом обработки является лазерная резка.
Помимо изготовления обода 102 колеса, также имеет место процесс изготовления диска 104 (этап 218 на фиг. 2). Пример способа изготовления диска 104 включает в себя следующие этапы: этап 220: подготавливают заготовку диска, этап 222: придают форму заготовке диска и этап 224: осуществляют окончательную обработку диска 104. Для подготовки диска 104, который в дальнейшем соединяют с ободом 102 колеса, все указанные этапы дополнительно включают в себя подэтапы и процессы.
На этапе 220 заготовку диска подготавливают для обработки. На этом этапе вырабатывают заготовку диска с поперечным сечением переменной толщины. Заготовка диска с поперечным сечением переменной толщины дает возможность использования более толстого или прочного материала для центральной области, которую прикрепляют к транспортному средству, диска 104 колеса 100. В процессе использования колеса 100, его центральная область испытывает большое напряжение и при использовании неподходящей толщины или в случае использования неподходящего по характеристикам материала, колесо 100 с большой вероятностью выйдет из строя до истечения ожидаемого срока службы. Изготовление одного колеса 100 с диском 104, центральная область которого обладает поперечным сечением большей толщины, может помочь преодолеть недостатки предыдущей конструкции без значительного увеличения веса колеса 100. Как показано на фиг. 13а и 13b, толщина центральной области заготовки 1302 диска равна Т1, а толщина периферийного участка, который продолжается наружу в радиальном направлении от центрального отверстия 1306, равна Т2. В этом варианте осуществления изобретения Т1 больше Т2. Заготовка 1302 диска обладает поперечным сечением
заготовка 1302 диска может обладать другой толщиной, что зависит от окончательного предполагаемого размера диска 104 и характеристик материала диска 104.
В настоящем описании приведено два примера способов изготовления заготовку диска с поперечным сечением переменной толщины. Один пример способа включает в себя изготовление сращенной заготовки. Сращенную заготовку изготавливают с помощью концентрического расположения упрочняющего кольца 1304 на основе 1308 диска и далее приваривают упрочняющее кольцо 1304 к основе 1308 диска. Вариант осуществления изобретения, в котором упрочняющее кольцо 1304 приваривают к основе 1308 диска, включает в себя сваривание вдоль внешнего бокового края 1310 и внутреннего бокового края 1312 упрочняющего кольца 1304. Глубина сварки внешнего бокового края 1310 наиболее важна в случае, когда упрочняющее кольцо 1304 приваривают к основе 1308 диска. В примере способа ожидается, что глубина внешнего бокового края 1310 может поддерживаться в диапазоне от 12 до 15 мм. Если глубина сварки внешнего бокового края 1310 достигает требуемого описанного выше значения, может быть существенно увеличен срок службы колеса 100. Если глубина сварки недостаточна, с большой вероятностью в точке сварки будут формироваться усталостные трещины. Если глубина сварки внешнего бокового края 1310 может достигать описанного выше значения, точка сварки может быть расположена на краю гайки, соединяющей колесо и транспортное средство, или ниже прокладки гайки. Таким образом, материал, ослабленный из-за обработки сваркой, прижимают ниже фланца гайки или прокладки гайки, так что ресурс по усталостной прочности окончательного колеса 100 может быть существенно продлен.
Заготовка диска с поперечным сечением переменной толщины может быть получена с помощью изготовления конической заготовки 1402 диска с поперечным сечением переменной толщины. В одном примере варианта осуществления изобретения заготовка диска с постоянной толщиной и центральным отверстием, может быть раскатана и сформирована с помощью формы для холодной прокатки для уменьшения толщины внешней по радиусу боковой периферии заготовки 1302 диска. В этом варианте осуществления изобретения основу диска, которая обладает толщиной, равной примерно 8 - 10 мм, раскатывают и ей придают форму с помощью формы для холодной прокатки, так что увеличивается внешний диаметр заготовки 1302 диска и уменьшается толщина внешней по радиусу боковой периферии заготовки 1302 диска. В этом варианте осуществления изобретения на фиг. 14 показана коническая заготовка 1402 диска с поперечным сечением переменной толщины. Ясно, что коническая заготовка 1402 диска с поперечным сечением переменной толщины, придает диску 104 достоинства, заключающиеся в сравнительно толстой центральной области и сравнительно тонкой внешней по радиусу боковой периферийной области. Эти достоинства включают в себя увеличение износостойкости и уменьшение веса. Последующий процесс обработки, который аналогичен описанному выше процессу для заготовки 1302 диска, может быть выполнен для конической заготовки 1402 диска с поперечным сечением переменной толщины.
Другой вариант осуществления колеса 100 показан на фиг. 19. В одном примере варианта осуществления изобретения заготовка 1802 диска может содержать полость 1804 воздушной амортизации. Для формирования седла амортизации, в основе 1806 диска нужно выработать канавки 1902, показанные на фиг. 20. В этом варианте осуществления изобретения восемь канавок 1902 равномерно распределены вдоль центрального отверстия 1904 основы 1806 диска. Каждая канавка 1902 является утопленным участком основы 1806 диска. Когда упрочняющее кольцо 1808 приварено или закреплено на канавках 1902 основы 1806 диска, формируется полость 1804 воздушной амортизации. Полость 1804 воздушной амортизации выполнена для исключения вибраций, когда колесо 100 установлено на транспортном средстве при использовании. Полость 1804 многослойной воздушной амортизации может обеспечить переменный модуль жесткости окончательной структуры изделия для разрушения и/или изменения любого звука, который может быть передан на тормоза и ось транспортного средства от колеса. В варианте осуществления изобретения, который показан на фиг. 20, показано восемь эллиптических канавок 1902. Канавки 1902 другой формы или в другом количестве также могут быть использованы и выполнены так, чтобы сформировать одну или несколько полостей 1804 воздушной амортизации.
После обработки заготовки диска с поперечным сечением переменной толщины, нужно дополнительно обработать заготовку 1302 диска. Заготовку 1302 диска нагревают до определенной высокой температуры. Точное значение температуры определяют в соответствии со структурой заготовки 1302 диска. Тем не менее, предпочтительная температура по меньшей мере равна температуре точки Ас3 сплава заготовки 1302 диска. При высокой температуре, которая больше температуры точки Ас3, микроструктура заготовки 1302 диска преобразуется в аустенит и, одновременно, формируется заготовка диска с поперечным сечением переменной толщины с более равномерной микроструктурой. Когда заготовку 1302 диска передают на последующий этап 222 обработки заготовки диска, нужно поддерживать высокую температуру заготовки 1302 диска. Для поддержания необходимой температуры на этапе 222, предпочтительно, чтобы время для перемещения заготовки 1302 диска из печи для нагрева на горячештамповочный пресс составляло менее 12 секунд. Другое время или способы перемещения также могут быть использованы при условии, что в ходе придания формы и охлаждения поддерживается высокая температура заготовки 1302 диска.
На этапе 222 заготовку 1302 диска, по существу, обрабатывают для получения выемки, показанной на фиг. 15. После этого процесса центральная область со сравнительно большой толщиной Т1 заготовки 1302 диска по прежнему сохраняет плоскую структуру, а внешней по радиусу боковой периферийной области заготовки 1302 диска обрабатывают так, чтобы она обладала поперечным сечением с выемкой, показанным на фиг. 15. Помимо утопленного поперечного сечения с выемкой заготовка 1302 диска также может быть обработана так, чтобы обладать разными контурами и структурами, в том числе угловыми накладками, ребрами жесткости, отбортованными краями или другими формами, способными улучшить прочность, жесткость и износостойкость окончательно собранного колеса 100. Например, жесткость поперечного сечения легкого стального колеса, упомянутого в изобретении, меньше жесткости поперечного сечения обычного стального колеса, так что для увеличения жесткости диска нужны ребра жесткости и угловые накладки. На фиг. 16 показан пример структуры сформированной заготовки диска с угловыми накладками 1602 и отбортованными краями 1604. В варианте осуществления изобретения, который показан на фиг. 16, каждая угловая накладка 1602 дополнительно расположена между двумя соседними вентиляционными отверстиями 1606, и каждый отбортованный край 1604 обработан у соответствующего вентиляционного отверстия 1606. Отбортованные края 1604 являются важными признаками, которые продлевают срок службы колеса 100. При изготовлении, у края вентиляционного отверстия 1606 могут формироваться микротрещины. Отбортованные края 1604 являются важными признаками, которые продлевают срок службы колеса 100. При изготовлении, у края вентиляционного отверстия 1606 могут формироваться микротрещины. Отбортованный край 1604 перемещает область большого напряжения окончательного колеса от края вентиляционного отверстия 1606. Соответственно, увеличивается срок службы и износостойкость колеса 100. Таким образом, количество и размер вентиляционных отверстий 1606 также могут быть увеличены с целью улучшения вентиляционного действия тормозов транспортного средства, снабженного колесом 100. Сравнительно большие вентиляционные отверстия 1606 также могут уменьшить вес колеса 100. Для заготовки 1302 диска могут быть применены другие формы и структуры, что зависит от ожидаемых окончательных свойств и применения колеса 100.
Как упомянуто выше, этап 222 придания формы заготовке 1302 диска осуществляют в горячем прессе в условиях высокой температуры. После нагревания, нагретую заготовку 1302 диска перемещают из печи для нагрева на горячий пресс с использованием робота. В ходе перемещения, до или одновременно с тем, когда нагретую заготовку 1302 диска располагают в пресс-форме горячего пресса, температуру нагретой заготовки 1302 диска отслеживают с помощью инфракрасного устройства отслеживания. Обработка при высокой температуре предназначена для получения ожидаемой микроструктуры диска 104. После процесса придания формы, который осуществляют в горячем прессе, диск 104 нужно надлежащим образом охладить, чтобы могла быть получена ожидаемая микроструктура, и диск 104 извлекают при температуре, составляющей примерно 200ºС, для ограничения величины водородной хрупкости. Для достижения указанной цели, пресс-форму горячего пресса могут снабдить функцией охлаждения, и функция охлаждения реализована с возможностью поддержания надлежащей температуры пресс-формы, так что могут управлять скоростью охлаждения в горячем прессе для дополнительной реализации ожидаемой микроструктуры. Другой способ получения указанного результата заключается в работе с удельным давлением пресс-формы. Сравнительно высокое удельное давление может предполагать более высокую скорость охлаждения. Разделение пресс-формы или снабжение горячего пресса способностью обеспечения разного локального давления позволит управлять удельным давлением, таким образом обеспечивая надлежащую и целесообразную величину охлаждения в ходе обработки. Для облегчения процесса, пресс-форма может быть снабжена устройством отслеживания температуры, так что пресс-форма может поддерживаться в закрытом состоянии до охлаждения сформированной заготовки 1302 диска до надлежащей температуры. В этом варианте осуществления изобретения температура открывания пресс-формы составляет 200ºС. После придания формы заготовке 1302 диска, сформированная заготовка диска подвергается окончательной обработке с целью получения на этапе 224 диска 104.
На этапе 224 сформированную заготовку 1502 диска нужно дополнительно обработать с целью получения разных отверстий и проемов, которые показаны на фиг. 16. Как упомянуто выше, диск 104 может содержать вентиляционные отверстия 1606 и отверстия 1608 для болтов. На этапе 224 центральное сквозное отверстие 1610 дополнительно обрабатывают для получения окончательного размера. Разные отверстия могут быть получены с помощью разных надлежащих способов, но предпочтительным способом является лазерная резка. Лазерная резка вентиляционных отверстий 1606, отверстий 1608 для болтов и центрального сквозного отверстия 1610 может улучшить износостойкость и ресурс по усталостной прочности колеса 100, так как разные отверстия, выполненные с помощью других способов, таких как вырубка, могут формироваться микротрещины, а микротрещины могут распространяться, что приводит к раннему выходу из строя колеса.
После изготовления обода 102 колеса и диска 104, обод 102 колеса и диск 104 собирают на этапе 228. На этапе 228 обод 102 колеса, показанный на фиг. 17, располагают на внешней по радиусу стенке 1702 диска 104. Внешнюю по радиусу стенку 1702 располагают близко к внутренней поверхности 1704 для сварки обода 102 колеса. В одном примере варианта осуществления изобретения внешний диаметр диска 104 должен быть немного больше диаметра внутренней поверхности 1704 для сварки, так что диск 104 и обод 102 колеса могут образовать посадку с натягом. Натяг между внешним диаметром внешней по радиусу стенки 1702 и внутренней поверхностью 1704 для сварки составляет от 0,5 мм до 2,5 мм, что обеспечивать высококачественную сварку соединяемой части. Чрезмерно большой натяг может деформировать размер диска 104 или затруднить установку диска 104 в ободе 102 колеса. С другой стороны, чрезмерно малый натяг может привести к некачественной сварке и дополнительно привести к раннему выходу колеса из строя.
После расположения диска 104 на внутренней стороне обода 102 колеса, два детали соединяют вместе с помощью сварки. Лазерная сварка является примером способа сварки, так как этот способ сварки может уменьшить отрицательное воздействие, вызванное нагреванием основы. Могут быть использованы другие процессы сварки, например, MIG сварка. Тем не менее, из-за нагревания MIG сварка может придать нежелательные свойства области материала, на которую воздействует тепло. Необязательное нагревание может отрицательно повлиять на точность размеров и также может привести к раннему выходу колеса 100 из строя. В одном примере варианта осуществления изобретения, как показано на фиг. 18, лазерную сварку применяют для канавки 1706 в отбортованной стороне диска 104 и область сварки составляет примерно от 1 мм до2 мм.
После изготовления колеса 100, на этапе 236 может быть выполнена некоторая другая последующая обработка. Последующая обработка может включать в себя очистку, электрофорез, окраску и испытание/сертификацию окончательного колеса. С помощью таких последующих процессов, может быть достигнута антикоррозионная стойкость окончательного колеса и эти процессы могут влиять на механические характеристики. В одном примере варианта осуществления последующей обработки поверхность колеса покрывают грунтовкой и окончательной краской электростатическим или другим образом, и грунтовку и окончательную краску сушат в печи для нагрева с целью достижения достаточной антикоррозионной стойкости.
В другом примере варианта осуществления последующей обработки колесо 100 очищают с помощью кислотного промывания (после механической обработки и до окраски). Многие упомянутые выше процессы для механической обработки металлических частей колеса 100 могут породить изменение цвета или окалину на поверхностях металлических частей. Для увеличения срока службы колеса 100 или улучшения обработки металлических устройств в сборе, необходимо удалить окалину. Для удаления этих загрязнений в ходе процесса кислотного промывания обычно используют кислоты. Кислотами, которые часто используют в ходе процесса кислотного промывания, являются хлористоводородные кислоты. Тем не менее, кислоты неприменимы для процесса обработки колеса, так как такие кислоты могут привести к водородной хрупкости. Следовательно, в процессе изготовления колеса 100 предпочтительными являются органические кислоты. Например, лимонная кислота, являющаяся органической кислотой, может быть применена для удаления оксидов, включений или других загрязнений, которые могут присутствовать на металлических частях колеса 100. В одном примере способа, колесо 100 наполняют определенным количеством органической кислоты в течение достаточного промежутка времени с целью удаления нежелательных загрязнений.
Упомянутый выше процесс промывки кислотой может быть использован в окончательном процессе обработки или может быть использован на разных этапах процесса изготовления. Например, промывка органической кислотой могут быть выполнена для основы 402 обода колеса, заготовки 1302 диска или упрочняющего кольца 1304 до осуществления упомянутого выше способа изготовления. Аналогично, соединительные поверхности для сварки также чувствительны к загрязнениям. Промывка кислотой также может быть выполнена для свариваемых частей колеса 100, то есть для обода 102 колеса и диска 104, что нужно для уменьшения вероятности повреждения сварки.
Из приведенного выше описания ясно, что достоинства колеса 100 заключаются в меньшем весе по сравнению с обычным стальным колесом, в большей точности размеров и достаточной износостойкости и сроке службы. Следует понимать, что специалистам в рассматриваемой области легко предложить разные изменения и модификации для предпочтительных примеров, приведенных в настоящем документе. Такие изменения и модификации могут не выходить за пределы идеи и объема настоящего изобретения и могут не уменьшать ожидаемые достоинства изобретения. Следовательно, эти изменения и модификации должны содержаться в приложенной формуле изобретения.
В настоящем документе описаны разные варианты осуществления изобретения. Специалистам в рассматриваемой области должно быть ясно, что возможно большее количество вариантов осуществления изобретения и режимов реализации, которые находятся в пределах объема настоящего изобретения. Следовательно, настоящее описание не ограничено приложенной формулой изобретения и ее эквивалентами.
Следует понимать, что используемые здесь термины использованы только для описания конкретных режимов реализации и не ограничивают примеры режимов реализации, которые соответствуют заявке. Например, используемые в настоящем документе формы единственного числа также подразумевают формы множественного числа, если ясно не указано обратное. Кроме того, также следует понимать, что используемые в описании термины «содержит» и/или «включает в себя» касаются существования признаков, этапов, операций, устройств, компонентов и/или их комбинаций.
Если не сказано обратное, относительное расположение компонентов и этапов, изложенных в этих вариантах осуществления изобретения, числовые выражения и числовые значения не ограничивают объем изобретения. Более того, следует понимать, что для простоты описания, размер каждой части, показанной на чертежах, не соответствуют фактическим взаимным пропорциям. Технологии, способы и устройства, известные специалистам в рассматриваемой области, могут не быть подробно описаны. Тем не менее, где уместно, технологии, способы и устройства нужно рассматривать как часть официального описания. Во всех примерах, которые показаны и описаны в настоящем документе, любые конкретные значения нужно интерпретировать только как примеры значений, а не ограничения для значений. В результате, в других примерах вариантов осуществления изобретения могут присутствовать другие значения. Следует понимать, что аналогичные отметки и символы представляют аналогичные элементы на приложенных чертежах. В результате, когда определенный элемент указан на одном чертеже, не нужно дополнительно описывать этот определенный элемент на последующих чертежах.
В описании изобретения следует понимать, что локальное или взаимное расположение, указываемое с помощью «спереди, сзади, вверху, снизу, слева и справа», «горизонтальный, вертикальный, перпендикулярный и параллельный», «верх и низ» и другие термины являются локальным или взаимным расположением, которое показано на основе чертежей, что предназначено только для удобства описания изобретения и для упрощения описания без указания или без намерения сказать, что соответствующие устройство или элемент должны обладать конкретным положением и должны быть выполнены и должны работать с конкретным местоположением и, соответственно, указанное не нужно считать ограничениями изобретения. Существительные, представляющие местоположение «внутренний и внешний», относятся ко внутренним и внешним контурам каждого компонента.
Для простоты описания, термины пространственной взаимосвязи, такие как «выше», «над», «на верхней поверхности» и «верхний» в настоящем описании могут быть использованы для описания пространственной взаимосвязи между устройством или признаком и другими устройствами и признаками, которые показаны на чертежах. Следует понимать, что термины пространственной взаимосвязи направлены на охват разных ориентаций при использовании и работе, помимо ориентаций устройств, показанных на чертежах. Например, если устройства на чертежах будут перевернуты, то устройства, описанные как «расположенные выше других устройств или структур» или «над другими устройствами или структурами» будет расположены «ниже других устройств или структур» или «под другими устройствами или структурами». Таким образом, типовой термин «над» может охватывать две ориентации, а именно «над» и «под». Устройство может быть расположено в соответствии с другими разными режимами (с поворотом на 90 градусов или расположено в соответствии с другими ориентациями) и используемое в настоящем документе описание пространственной взаимосвязи соответствующим образом объяснено.
Кроме того, следует понимать, что термины «первый», «второй» и подобные используются для ограничения частей и не предназначено для различения соответствующих частей. Если не указанное обратное, приведенные выше термины не обладают специальными значениями, так что их не нужно понимать как ограничения объема защиты настоящего изобретения.
Следует понимать, что используемые здесь термины использованы только для описания конкретных режимов реализации и не ограничивают примеры режимов реализации, которые соответствуют заявке. Например, используемые в настоящем документе формы единственного числа также подразумевают формы множественного числа, если ясно не указано обратное. Кроме того, также следует понимать, что используемые в описании термины «содержит» и/или «включает в себя» касаются существования признаков, этапов, операций, устройств, компонентов и/или их комбинаций.
Следует понимать, что термины «первый», «второй» и подобные в описании, формуле изобретения и на чертежах заявки используются не для описания конкретной последовательности или порядка, а для различения аналогичных объектов. Следует понимать, что использованные таким образом данные могут быть заменены при надлежащих условиях для осуществления описанных в настоящем документе режимов реализации заявки в соответствии с последовательностями, которые отличны от показанных и описанных в настоящем документе последовательностей.
Выше приведен только предпочтительный вариант осуществления изобретения, и он не предназначен для ограничения изобретения. Специалистам в рассматриваемой области ясно, что могут быть предложены разные модификации и изменения изобретения. Любая модификация, эквивалентная замена, улучшение или подобное, выполненные без выхода за границы объема и идеи настоящего изобретения, должны попадать в границы объема защиты настоящего изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИЗГОТОВЛЕНИЕ КОЛЕС | 2013 |
|
RU2613248C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОСТОЯЩИХ ИЗ ДВУХ ЧАСТЕЙ КОМБИНИРОВАННЫХ КОЛЕС ИЗ ЛЕГКОГО СПЛАВА, В ЧАСТНОСТИ АЛЮМИНИЕВОГО СПЛАВА | 2012 |
|
RU2583236C2 |
| ОБОД КОЛЕСА СО СТУПИЧНЫМ ДИСКОМ | 2012 |
|
RU2602909C2 |
| СПОСОБ КОМБИНИРОВАННОГО ИЗГОТОВЛЕНИЯ КОЛЕС ИЗ ЛЕГКИХ СПЛАВОВ | 1995 |
|
RU2095184C1 |
| СПОСОБ ШТАМПОВКИ ДИСКОВ КОЛЕС | 1996 |
|
RU2092263C1 |
| Способ изготовления цельнокатаных колес и устройство для его осуществления | 1991 |
|
SU1797513A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСКОВ КОЛЕС | 2015 |
|
RU2594999C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК ДЛЯ ЦЕЛЬНОКАТАНЫХ КОЛЕС | 1992 |
|
RU2030947C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕЛЬНОКАТАНЫХ КОЛЕС | 1995 |
|
RU2080200C1 |
| ЦЕЛЬНОКАТАНОЕ ЖЕЛЕЗНОДОРОЖНОЕ КОЛЕСО И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2004 |
|
RU2259279C1 |
Изобретение относится к способам изготовления обода колеса, диска и стального колеса и стальному колесу, которое выполнено с помощью этих способов. Заготовку обода колеса/диска нагревают в печи для нагрева и нагретую заготовку обода колеса/диска перемещают на горячий пресс. Температуру заготовки обода колеса/диска поддерживают выше необходимой температуры в процессе перемещения нагретой заготовки обода колеса/диска на горячий пресс. Затем заготовке обода колеса/диска придают форму в горячем прессе. Сформированный обод колеса (102) и сформированный диск (104) соединяют с целью получения стального колеса (100). Технический результат состоит в обеспечении стального колеса весом, меньшим веса стального колеса, изготовленного с помощью обычного способа, в обеспечении стабильности размеров и износостойкости изделия. 6 н. и 12 з.п. ф-лы, 2 табл., 20 ил.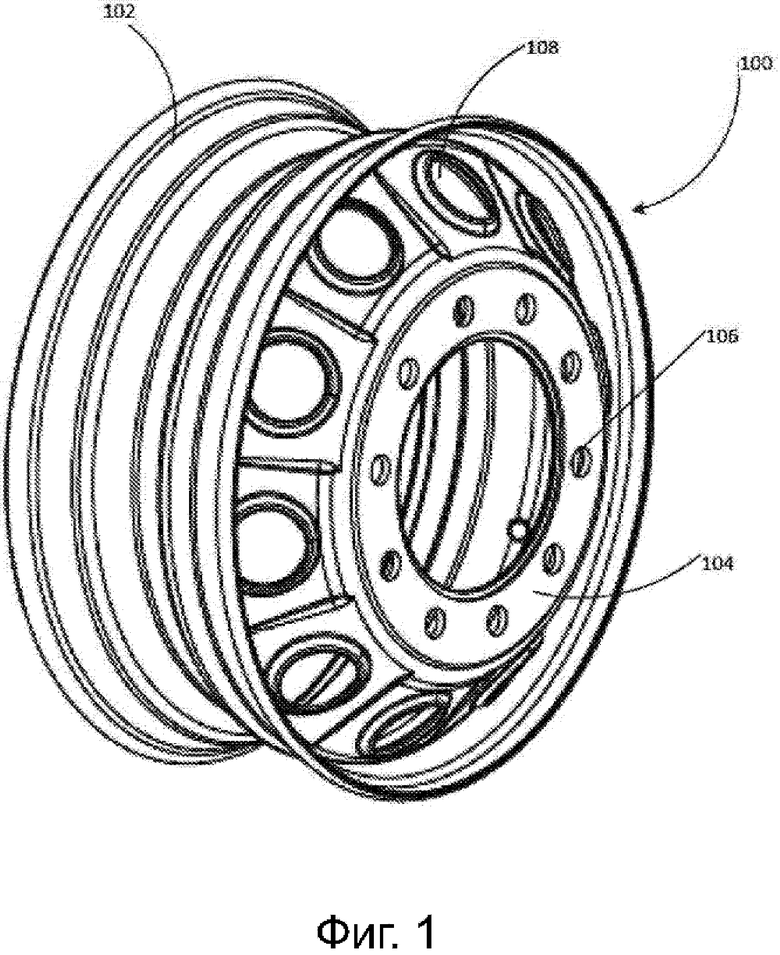
1. Способ изготовления обода стального колеса, включающий в себя следующие этапы:
-нагревают круглый трубчатый объект (708) в печи для нагрева;
- перемещают нагретый круглый трубчатый объект (708) на горячий пресс, причем температура нагретого круглого трубчатого объекта (708), перемещенного на горячий пресс, составляет по меньшей мере 950°С;
- обрабатывают внутренний контур круглого трубчатого объекта (708) с целью формирования обода (102) колеса;
- затем осуществляют увеличение диаметра обода (102) колеса посредством формы для расширения, причем при нахождении обода (102) колеса в форме для расширения осуществляют распыление воды или охлаждающего вещества на боковую поверхность (1104) установки шины обода (102) колеса, причем обод (102) колеса охлаждают примерно до 200°С и извлекают из формы для расширения, затем обод (102) колеса подвергают отпуску при температуре 400°С в течение 20-60 минут.
2. Способ по п. 1, в котором время для перемещения нагретого круглого трубчатого объекта (708) из печи для нагрева на горячий пресс не превышает 12 секунд.
3. Способ по п. 1, который дополнительно включает в себя охлаждение обода (102) колеса с использованием устройства для распыления воды в горячем прессе.
4. Способ по п. 3, в котором устройство для распыления воды содержит решетку сопел, причем решетка сопел распыляет воду на поверхность для установки шины обода (102) колеса перекрывающимся и пересекающимся образом.
5. Способ по п. 4, в котором в процессе обработки обода (102) колеса в пресс-форме горячего пресса на обод (102) колеса распыляют воду.
6. Способ по п. 1, который дополнительно включает в себя расположение обода (102) колеса в резервуаре для кислотного промывания, который содержит органическую кислоту для удаления загрязнений с обода (102) колеса.
7. Способ изготовления диска колеса, включающий в себя следующие этапы:
-подготавливают заготовку диска с поперечным сечением переменной толщины;
- нагревают заготовку диска с поперечным сечением переменной толщины и перемещают нагретую заготовку диска в горячий пресс, причем температура нагретой заготовки диска, перемещенной в горячий пресс, составляет по меньшей мере 950°С; и
- обрабатывают нагретую заготовку диска для получения диска (104) с контуром с выемкой, при этом контур с выемкой содержит внешнюю стенку;
при этом дополнительно обрабатывают указанную заготовку таким образом, чтобы получить в ней вентиляционные отверстия (1606), имеющие отбортованные края (1604) и расположенные между двумя соседними вентиляционными отверстиями (1606) угловые накладки (1602).
8. Способ по п. 7, который дополнительно включает в себя охлаждение диска, когда заготовке диска придают форму в горячем прессе.
9. Способ по п. 7, в котором время для перемещения нагретой заготовки диска из печи для нагрева в горячий пресс не превышает 12 секунд.
10. Способ по п. 7, в котором горячий пресс содержит пресс-форму, выполненную для придания формы заготовке диска, при этом пресс-форма выполнена с возможностью охлаждения ее водой.
11. Способ по п. 7, который дополнительно включает в себя расположение диска (104) в резервуаре для кислотного промывания, который содержит органическую кислоту для удаления загрязнений с диска (104).
12. Способ по п. 7, в котором этап подготовки заготовки диска с поперечным сечением переменной толщины включает в себя следующее: концентрически располагают упрочняющее кольцо над основой диска и сваривают внешний боковой край упрочняющего кольца с основой диска.
13. Способ по п. 12, который включает в себя сваривание внешнего бокового края упрочняющего кольца с основой диска, при этом глубина сварного шва, формируемого при сварке, составляет 12 - 15 мм.
14. Способ по п. 7, в котором этап подготовки заготовки диска с поперечным сечением переменной толщины включает в себя раскатку основы диска посредством формы для холодной раскатки для уменьшения толщины внешней боковой краевой области основы диска.
15. Способ изготовления стального колеса, включающий в себя следующее: соединяют обод колеса, изготовленный способом по п. 1, с диском, изготовленным способом по п. 7.
16. Стальное колесо, содержащее один обод колеса, изготовленный способом по п. 1.
17. Стальное колесо, содержащее один диск колеса, изготовленный способом по п. 7.
18. Стальное колесо, содержащее один обод колеса, изготовленный способом по п. 1, и один диск, изготовленный способом по п. 7 и соединенный с ободом колеса.
| CN 106363353 A, 01.02.2017 | |||
| УСТРОЙСТВО ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ РЕЛЬСОВ | 2013 |
|
RU2607882C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ ЧАСТИ, ТАКОЙ КАК УСИЛЕНИЕ ЛОПАТКИ ТУРБИННОГО ДВИГАТЕЛЯ | 2012 |
|
RU2570254C2 |
| Способ изготовления изделий типа колес | 1991 |
|
SU1797514A3 |
| Способ изготовления изделий типа колес | 1981 |
|
SU1038031A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕЛЬНОКАТАНЫХ ЖЕЛЕЗНОДОРОЖНЫХ КОЛЕС | 2007 |
|
RU2355502C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСКА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2008 |
|
RU2374028C1 |
| CN 106102953 A, 09.11.2016 | |||
| CN 101722401 A, 09.06.2010. | |||

