Изобретение относится к электродуговым процессам, к механизированной и ручной плазменной сварке постоянным током обратной полярности алюминия и его сплавов в среде защитного газа, и может быть использовано в различных областях промышленности.
Известно большое количество различных конструкций электродов, применяемых при плазменной сварке и конструктивно входящих в состав плазмотронов. Например, в широко выпускаемой заводом "Электрик" установке плазменной наплавки и сварки УПНС-304 УХЛ4 применяется плазмотрон 6ДЭ.394.485 ТО, в состав которого входит электрод с припаянным медным наконечником. Внутри электрода расположена трубка для подвода к его наконечнику охлаждающей воды.
Известен также малогабаритный сварочный плазмотрон ПС-3, в котором также используется электрод с медным наконечником и подводом к нему охлаждающей воды. Расчет этого электрода приведен в статье "Оптимизация конструкции охлаждающих элементов плазмотронов" (журнал "Сварочное производство", № 6, 1982 г.).
Однако указанные аналоги имеют такой недостаток как недостаточный ресурс и неустойчивость дуги, особенно при малых токах, при незначительном смещении электрода относительно плазмообразующего сопла.
Известен неплавящийся электрод для дуговых процессов (авт. свидетельство № 1496969), принятый за прототип настоящего изобретения. Электрод содержит электропроводный корпус, в котором закреплен высокотемпературный стакан с запрессованной в нем вольфрамовой вставкой, а также водоохлаждаемую трубку. Однако прототип имеет слишком большие габаритные размеры для использования такого электрода в плазмотронах, особенно для ручной сварки.
Задачей настоящего изобретения является создание малогабаритного плазмотрона для ручной сварки постоянным током на обратной полярности, предназначенного для создания и стабилизации электрической дуги, горящей между электродом и изделием. Другими задачами этого изобретения является повышение качества сварного шва за счет устойчивого горения дуги особенно на малых токах, т.к. колебание дуги снижает качество сварки, а также увеличение ресурса электрода.
Необходимость создания малогабаритных плазмотронов требует оптимизации конструкции его наиболее теплонагруженных узлов, одним из которых является электрод. Поэтому основным техническим результатом, обеспечивающим решение указанных задач, является оптимизация размеров электрода, например уменьшение его наружного диаметра. Такое уменьшение дает возможность не только уменьшить весогабаритные характеристики всего плазмотрона, но и достигать устойчивого горения дуги за счет "привязки дуги" в центре электрода в отличие от прототипа, где дуга формируется по периферии электрода. В результате такой "привязки" возникает уменьшенное анодное пятно, способствующее увеличению плотности тока, что, в свою очередь, способствует глубине провара и уменьшению ширины шва. Повышение ресурса электрода достигается за счет того, что дно стакана электрода предварительно обрабатывают ударным методом или давлением с усилием в 50-60 кгс/см2 с целью смятия и уплотнения волокон заготовки. За счет такой механической обработки предотвращается возможность течи, образующейся в результате "термической раскачки" дна стакана электрода.
Исходя из сказанного, заявляемый неплавящийся электрод для дуговых процессов на обратной полярности содержит электропроводный корпус, на котором закреплен медный стакан, в полости которого размещена водоохлаждаемая трубка. Однако в отличие от прототипа дно стакана электрода предварительно обработано ударным методом или давлением с усилием в 50-60 кгс/см2 и в нем имеется внутренняя пуклевка, между водоохлаждаемой трубкой и дном стакана имеется зазор, обеспечивающий проход охлаждающей жидкости, а геометрические размеры стакана выбраны из следующих найденных эмпирически соотношений:
 , S=0,33 D и S1=0,24 D,
, S=0,33 D и S1=0,24 D,
где D - наружный диаметр стакана;
I - максимальный ток сварки;
m - эмпирический коэффициент = 0,38;
S - толщина дна стакана;
S1 - толщина стенки стакана.
В результате проведенных опытов по оптимизации геометрических размеров стакана электрода в зависимости от величины максимального тока сварки для предлагаемой зависимости установлен наиболее оптимальный коэффициент m, равный 0,38, т.к. с увеличением этого коэффициента до 0,4 соответственно начинают увеличиваться габаритные размеры электрода и плазмотрона, а также уменьшаться плотность тока. В то же время при уменьшении коэффициента до 0,36 на торце электрода появляется расплавленное пятно из-за увеличения термического сопротивления медного стакана, что неизбежно будет уменьшать ресурс работы электрода.
При увеличении или уменьшении параметров S и S1 происходит ухудшение условий теплопередачи, в результате чего ресурс работы электрода будет снижаться.
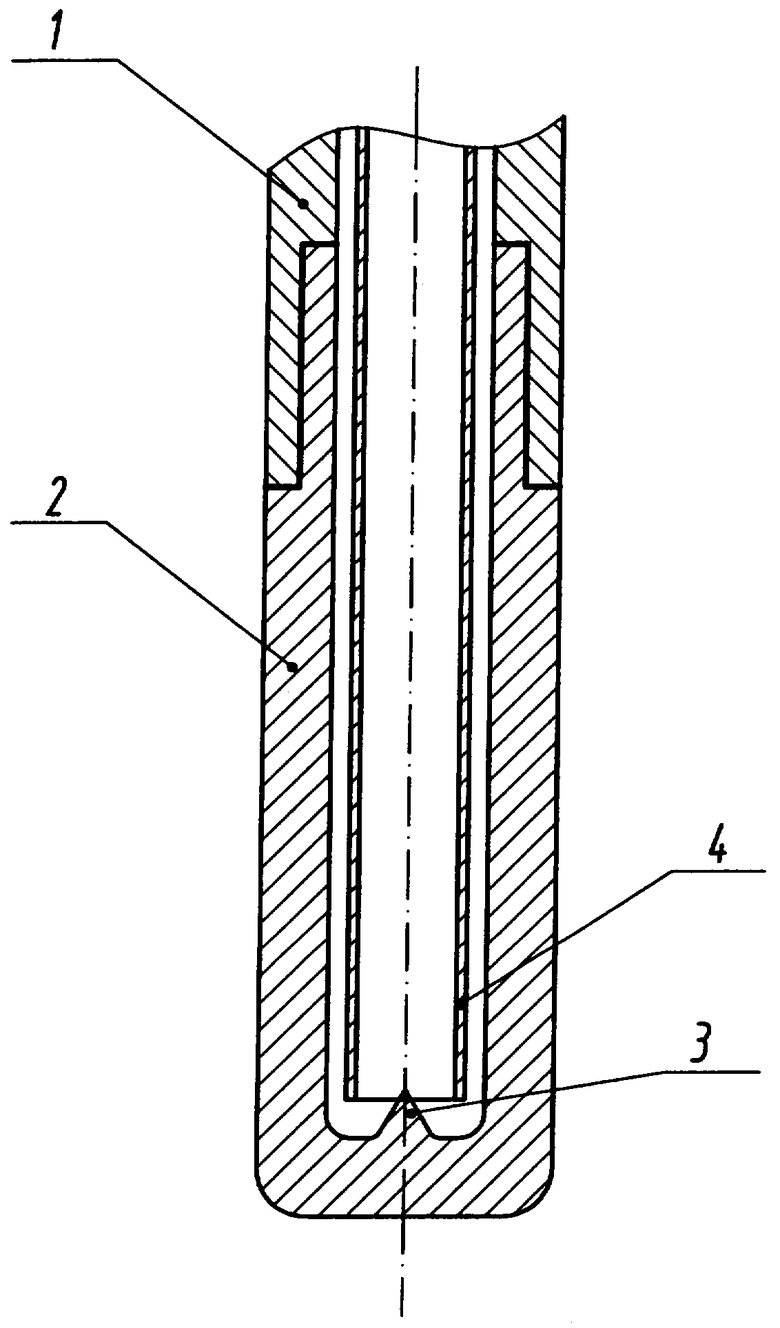
На чертеже представлен общий вид заявляемого электрода. Электрод состоит из электропроводного корпуса 1, к которому присоединен низкотемпературным припоем или другим способом высокотеплопроводный стакан 2, изготавливаемый, например, из чистой меди. На дне стакана выполнена пуклевка 3, служащая для создания условий для прохода охлаждающей жидкости с возможно меньшим сопротивлением, без завихрений, а также для увеличения теплоотдачи за счет увеличения площади поверхности дна стакана. Внутрь стакана вставлена водоохлаждаемая трубка 4, по которой под давлением подается охлаждающая жидкость, например вода. Наружный диаметр электрода (стакана) обозначен как D, толщина дна стакана как S, толщина стенки стакана как S1.
Рассмотрим работу электрода для дуговых процессов в составе плазмотрона при сварке на обратной полярности.
В водоохлаждаемую трубку 4 подают охлаждающую жидкость (например, воду, лучше дистиллированную) под давлением 0,3-0,4 МПа, обеспечивая скорость потока жидкости более 4 м/с. С помощью высокочастотного разряда возбуждают дежурную дугу между боковой поверхностью тора стакана 2 и конусом плазмообразующего сопла (не показан). Дежурная дуга под действием потока плазмообразующего газа перемещается к центру электрода, выдувается через канал плазмообразующего сопла и приобретает устойчивое положение в центре электрода. Это способствует интенсивной ионизации промежутка между электродом и изделием, обеспечивая тем самым стабильное возбуждение основной дуги. После возбуждения основной дуги в центре анода образуется расплавленное пятно, размер которого меньше анодного. Распределение тепловых потоков в электроде не дают смещаться анодному пятну к периферии. Тем самым обеспечивается стабильное горение дуги с плотностью тока прианодной области не менее 20-25 А/мм2.
| название | год | авторы | номер документа |
|---|---|---|---|
| НЕПЛАВЯЩИЙСЯ ЭЛЕКТРОД ДЛЯ ДУГОВЫХ ПРОЦЕССОВ И СПОСОБ СВАРКИ ПОСТОЯННЫМ ТОКОМ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2013 |
|
RU2556256C2 |
| Неплавящийся электрод для дуговых процессов и способ его охлаждения | 1987 |
|
SU1496969A1 |
| Неплавящийся электрод для дуговой сварки | 2022 |
|
RU2798648C1 |
| СПОСОБ РЕКУПЕРАТИВНОГО ОХЛАЖДЕНИЯ ЭЛЕКТРОДА ПЛАЗМОТРОНА, ПЛАЗМОТРОН ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА И ЭЛЕКТРОДНЫЙ УЗЕЛ ЭТОГО ПЛАЗМОТРОНА | 2011 |
|
RU2469517C1 |
| НЕПЛАВЯЩИЙСЯ ЭЛЕКТРОД ДЛЯ ПЛАЗМЕННО-ДУГОВЫХ ПРОЦЕССОВ | 1992 |
|
RU2088391C1 |
| ЭЛЕКТРОДУГОВОЙ ПЛАЗМОТРОН ПОСТОЯННОГО ТОКА ДЛЯ УСТАНОВОК ПЛАЗМЕННОЙ ПЕРЕРАБОТКИ ОТХОДОВ | 2014 |
|
RU2575202C1 |
| ЭЛЕКТРОДУГОВОЙ ПЛАЗМОТРОН | 2016 |
|
RU2614533C1 |
| ЭЛЕКТРОДУГОВОЙ ПЛАЗМОТРОН ПОСТОЯННОГО ТОКА ДЛЯ УСТАНОВОК ПО ПЛАЗМЕННОЙ ПЕРЕРАБОТКЕ ТВЕРДЫХ ОТХОДОВ | 2009 |
|
RU2392781C1 |
| Неплавящийся электрод для дуговыхпРОцЕССОВ | 1978 |
|
SU841871A1 |
| Способ зажигания сжатой дуги прямого действия | 2023 |
|
RU2807974C1 |
Изобретение может быть использовано при механизированной и ручной плазменной сварке постоянным током обратной полярности алюминия и его сплавов в среде защитного газа. Электрод содержит электропроводный корпус, на котором закреплен медный стакан. Дно стакана предварительно обработано ударным методом или давлением с усилием в 50-60 кгс/см2 с получением внутренней пуклевки с целью смятия и уплотнения волокон заготовки. За счет такой механической обработки предотвращается возможность течи, образующейся в результате "термической раскачки" дна стакана электрода. В полости стакана размещена водоохлаждаемая трубка. Между водоохлаждаемой трубкой и дном стакана имеется зазор для прохода охлаждающей жидкости. Геометрические размеры стакана выбраны с учетом тока сварки из заданных соотношений. Изобретение позволяет повысить качество сварного шва за счет устойчивого горения дуги, особенно на малых токах, и увеличить ресурс электрода. 1 ил.
Неплавящийся электрод для дуговых процессов на обратной полярности, содержащий электропроводный корпус, на котором закреплен медный стакан, в полости которого размещена водоохлаждаемая трубка, отличающийся тем, что дно стакана предварительно обработано ударным методом или давлением 50-60 кгс/см2, при этом на дне стакана выполнена внутренняя пуклевка, водоохлаждаемая трубка установлена с зазором относительно дна стакана для обеспечения прохода охлаждающей жидкости, а геометрические размеры стакана выбраны из следующих соотношений::

где D - наружный диаметр стакана;
I - максимальный ток сварки;
m - эмпирический коэффициент, m=0,38;
S - толщина дна стакана;
S1 - толщина стенки стакана.
| Неплавящийся электрод для дуговых процессов и способ его охлаждения | 1987 |
|
SU1496969A1 |
| НЕПЛАВЯЩИЙСЯ ЭЛЕКТРОД ДЛЯ ПЛАЗМЕННО-ДУГОВЫХ ПРОЦЕССОВ | 1992 |
|
RU2088391C1 |
| НЕПЛАВЯЩИЙСЯ ЭЛЕКТРОД ДЛЯ ДУГОВОЙ ОБРАБОТКИ МАТЕРИАЛОВ | 2000 |
|
RU2170652C1 |
| WO 9839138 А1, 11.09.1998. | |||

