Изобретение относится к сварке а именно к электродам, используемым для ручной дуговой сварки низколегированных сталей перлитного класса в различных отраслях машиностроения, в частности для сварки узлов и оборудования АЭС.
Известен электрод для сварки низко-и среднелегированных высокопрочных сталей с пределом прочности свыше 60 кгс/мм2, в состав покрытия которого входят мас.%:
Мрамор35-45
Плавиковый шпат20-25
Рутиловый концентрат5-10
Ферромарганец4-6
Ферросилиций2-5
Ферротитан6-12
Никель3-8
Хром2-6
Ферромолибден1-3
Целлюлоза1-3
Ферробор0.1-3
Алюмомагниевая лигатура1-3
Цирконовый концентрат5-8
Недостатком указанного электрода является неудовлетворительное качество металла швов, не обеспечивающее необходимую величину ударной вязкости при -50° С после специальной термообработка из-за наличия в покрытии хрома и алюмомагниевой лигатуры, повышающих прочность наплавленного металла и снижающих его ударную вязкость.
Наиболее близким к предлагаемому является электрод, включающий стержень из стали перлитного класса с содержанием азота 0,005-0,03 мас.% и покрытие, содержащее следующие компоненты, мас.%: Плавиковый шпат18-22
Песок кварцевый5-7
Ферротитан5-7
Ферромарганец0.5-2
-ч со
сл сл
Ферросилиций Никелевый порошо Железный порошок Поташ Мрамор
Величина ударной вязкости металла сварных швов, выполненных указанными электродами,при -50° С после специальной термообработки является недостаточной для обеспечения работоспособности сварных конструкций. Низкие значения ударной вязкости вызваны неудовлетворительным соотношением компонентов покрытия и невозможностью его оптимизации в рамках данной композиции.
Целью изобретения является повышение качества наплавленного металла при отрицательных температурах после специальной термообработки за счет увеличения ударной вязкости.
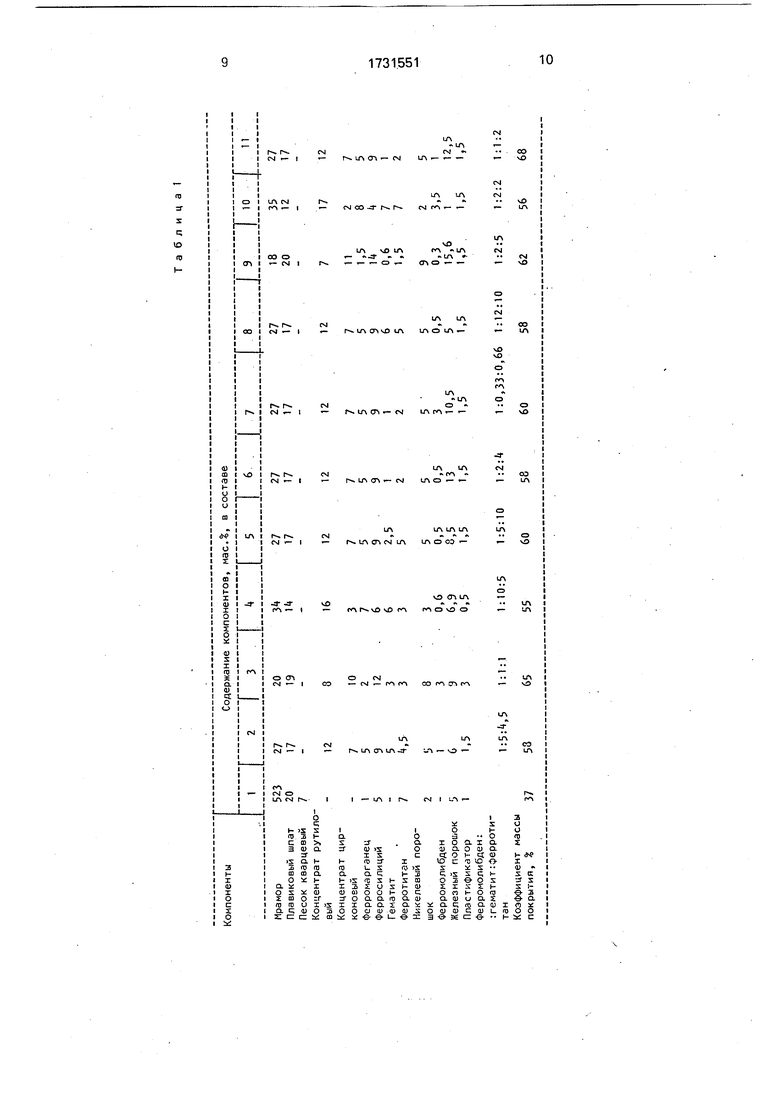
Поставленная цель достигается тем, что в электроде, включающем стержень из низкоуглеродистой холоднокатаной стали марок Св-08А или Св-08АА и покрытие, содержащее мрамор, плавиковый шпат, концентрат рутиловый, концентрат цирко- новый, ферромарганец, ферросилиций, гематит, ферротитан. никелевый порошок, ферромолибден, железный порошок и пластификатор, компоненты покрытия взяты в следующем соотношении, мас.%: Мрамор20-34
Плавиковый шпат14-19
Концентрат рутиловый 8-16 Концентрат цирконовый 3-10 Ферромарганец2-7
Ферросилиций6-12
Гематит1 6
Ферротитан2-5
Никелевый порошок 3-8 Ферромолибден0.5-3
Пластификатор0,5-3
Железный порошок Остальное При этом содержания ферромолибдена гематита и ферротитана взяты соответственно в соотношении 1:(1-10):(1-10). Коэффициент массы покрытия электрода 55-65%.
Предложенный электрод обеспечивает ударную вязкость наплавленного металла не менее 3,5 кгс-м/см2 при -50° С после термообработки: отпуск 620° С, выдержка 10ч, далее нагрев до 650° С. выдержка 25 ч, охлаждение с печыо со скоростью 10° С/ч до 300° С.
Введение в состав покрытия ферромолибдена, гематита и ферротитана в указанном соотношении позволяет получить наплавленный металл, обеспечивающий заданную ударную вязкость при отрицательных температурах после специальной термообработки за счет повышения устойчивости против отпускной хрупкости, измельчения зерна и торможения процесса коагуляции карбидов.
Для подавления отпускной хрупкости осуществляется легирование наплавленного металла молибденом. Но ее не всегда удается устранить из-за малых скоростей
0 охлаждения после отпуска, которые необходимы для полной релаксации напряжений, возникающих в изделиях после сварки. Увеличение количества молибдена в наплавленном металле способствует повышению
5 устойчивости против отпускной хрупкости путем торможения сегрегационных процессов. Однако при этом повышается прочность металла шва, а величина ударной вязкости снижается. Таким образом, ферро0 молибден необходим в покрытии для подавления хрупкости, но его количество должно быть минимальным для получения заданной ударной вязкости при отрицательных температурах после специальной термообра5 ботки. Это условие выполняется только при введении в покрытие совместно с ферромолибденом гематита и ферротитана в указанном соотношении, что способствует уменьшению количества углерода в наплав0 ленном металле, карбиды которого коагулируют в процессе специальной термообработки, снижая тем самым устойчивость против отпускной хрупкости.
Введение гематита в покрытие способ5 ствует уменьшению количества углерода в наплавленном металле за счет взаимодействия его с кислородом в высокотемпературной зоне дуги. Необходимое для связывания углерода количество кислорода по0 ступает в зону дуги при разложении гематита под взаимодействием температурного фактора. Интенсивное прохождение реакции между кислородом и углеродом объясняется высоким сродством последнего к
5 кислороду при 2400-2700 К, т.е. на стадии капли. Однако одновременно с выгоранием углерода происходит насыщение расплавленного металла кислородом из-за большого его количества в зоне сварки. Увеличение
0 содержания кислорода в наплавленном металле ведет к ухудшению механических свойств, в том числе ударной вязкости при отрицательных температурах после специальной термообработки. Процесс удаления
5 кислорода осуществляется с помощью введения в состав покрытия раскислителей, в первую очередь ферротитана, как обладающего наивысшим среди них сродством к кислороду при 1800-2000 К, т.е. на стадии ванны. Кроме того, введение гематита в покрытие способствует улучшению условий переноса расплавленного металла через дуговой промежуток. В результате повышения окисленное™ зоны плавления снижается поверхностное натяжение на границе шлак - металл и капли измельчаются. Насыщение поверхностного слоя капли кислородом препятствует также проникновению водорода, уменьшая возможность возникновения водородистой пористости.
Введенный в покрытие ферротитан действует как раскислитель и одновременно способствует образованию мелкозернистой структуры за счет того, что его окислы и сложные труднорастворимые карбиды становятся дополнительными центрами кристаллизации.
Отклонения в большую или меньшую сторону от предложенного соотношения ферромолибдена, гематита и ферротитана приводят к нарушению баланса при взаимодействии компонентов покрытия с кислородом и между собой во время плавления электрода, следствием чего является падение ударной вязкости ниже 3,5 кгс-м/см2 при -50° С после специальной термообработки.
Присутствие в электродном покрытии никелевого порошка обеспечивает повышение уровня сопротивления хрупкому разрушению сварных швов. Никель за счет упрочнения феррита и измельчения зерна повышает пластичность и вязкость наплавленного металла, а также уменьшает чувствительность к концентраторам напряжений. При содержании никелевого порошка в покрытии ниже 3% не обеспечивается требуемый уровень ударной вязкости при отрицательных температурах. Введение в покрытие никелевого порошка свыше 8% экономически не целесообразно, так как повышения ударной вязкости не происходит.
При содержании ферромарганца в покрытии ниже 2 % не обеспечивается необходимый уровень раскисления металла шва и повышается склонность к порообразованию. При увеличении содержания марганца выше 7% ухудшается отделимость шлаковой корки, а также возникает опасность загрязнения наплавленного металла шлаковыми включениями
Ферросилиций вводится в состав покрытия в качестве раскислителя. При содержании ферросилиция в покрытии ниже 6% возрастает склонность металла шва к образованию пор, а при содержании выше 12% увеличивается содержание кремния в наплавленном металле, что приводит к снижению циклической прочности.
При содержании мрамора в покрытии менее 20% имеет место неудовлетворительная газовая защита расплавленного металла в зоне сварки. Это приводит к появлению
пористости при сварке. При увеличении содержания мрамора в покрытии выше 34% затрудняется процесс опрессовки электрода из-за ухудшения реологических свойств обмазочной массы.
0 При содержании плавикового шпата в покрытии менее 14% повышается вероятность образования пор в наплавленном металле. Увеличение содержания плавикового шпата в покрытии выше 19% ведет к ухуд5 шению сварочно-технологических свойств: снижается стабильность горения дуги, ухудшается укрываемость валика шлаком.
Рутиловый концентрат введен в состав покрытия для обеспечения шлаковой защи0 ты расплавленного металла на стадии капли и в сварочной ванне от окружающей атмосферы. При содержании рутилового концентрата в покрытии ниже 8% наблюдается насыщение металла шва газами, а при со5 держании выше 16% происходит забегание шлака при сварке в узкую разделку из-за повышения его жидкотекучести, в результате чего нарушается процесс сварки.
Цирконовый концентрат введен в со0 став покрытия с целью изучения отделимости шлаковой корки и повышения стабильности горения дуги. Содержание цирконового концентрата в покрытии менее 3% приводит к ухудшению отделимости
5 шлаковой корки, а при содержании выше 10% ухудшается формирование шва.
Пластификаторы, содержащиеся в покрытии в указанных пределах, обеспечивают технологичность обмазочной массы.
0 необходимую для изготовления электродов на современных прессах высокого давления. В качестве пластификаторов могут быть использованы поташ, карбоксиметилцел- люлоза (КМЦ), слюда, измельченный сили5 кат натрия растворимый, кальцинированная сода. При содержании пластификатора в покрытии менее 0,5% затрудняется опрессовка электрода, а при содержании более 3% недопустимо возрастает содержа0 ние водорода в наплавленном металле.
Введенный в состав покрытия железный порошок положительно влияет на стабильность горения дуги. Кроме того, он повышает коэффициент наплавки электро5 да
Коэффициент массы покрытия электрода зависит от диаметра втулки и количества металлической составляющей электродного покрытия. Поэтому в случае минимального и максимального содержания таких компонентов покрытия как ферромарганец, ферросилиций, ферротитан. никелевый поро1 шок, ферромолибден и железный порошок коэффициент массы покрытия колеблется от 55 до 65%.
Изготовление электродов производилось на прессах высокого давления модели АОЭ-1.
Было изготовлено 11 вариантов электродного покрытия.
Составы покрытий приведены в табл. 1.
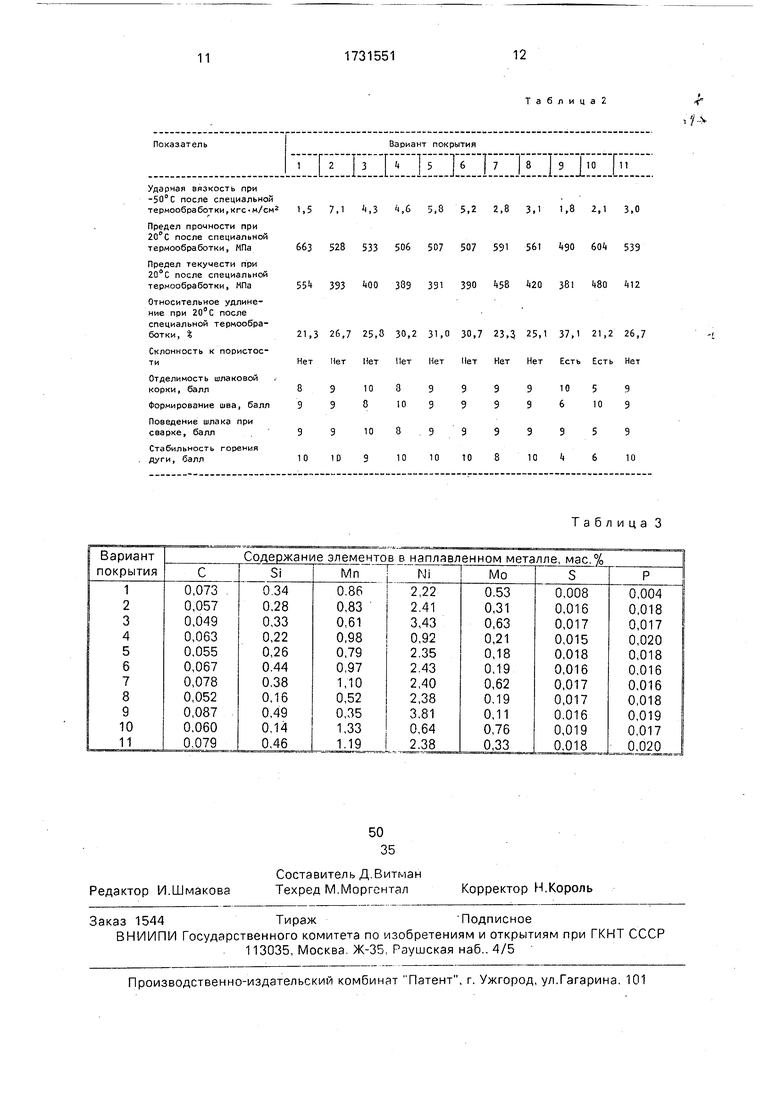
Результаты механических испытаний после специальной термообработки, т.е. отпуск 620°С, выдержка 10ч, далее нагрев до 650° С, выдержка 25 ч охлаждение с печью со скоростью 10° С/ч до 300° С. и оценка сварочно-технологических свойств электродов с предлагаемыми покрытиями, проведенная по 10-балльной шкале, приведены в табл.2. Величина ударной вязкости определялась по ГОСТ 6996266 на образцах Шарпи при -50° С.
Химический состав наплавленного этими электродами металла приведен в табл. 3.
Как показывают результаты, приведенные в табл. 2, электроды 2-6, обладающие составом покрытия, в котором соблюдается указанное соотношение, а компоненты взяты в заданных пределах, обеспечивают повышение по сравнению с прототипом (состав 1)ударной вязкости при отрицательных температурах после специальной термообработки, причем значения ударной вязкости при -50° С не опускаются ниже 3,5 .
Составы 7 и 8 не обеспечивают требуемый уровень ударной вязкости, так как в них не соблюдается указанное соотношение между ферромолибденом гематитом и фер- ротитаном 1:(1-10).(1-10).
Варианты электродов 9 и 10 не обеспечивают необходимые значения ударной вязкости, так как содержание ферромолибдена, гематита и ферротитана не соответ- ствуетуказанным пределам, хотя соотношение этих элементов соблюдается. Кроме того, состав 9 обладает склонностью к пористости из-за низкого содержания мрамора и ферромарганца, плохим формированием шва из-за высокого содержания цирконово- го концентрата и неустойчивым горением дуги из-за высокого содержания плавикового шпата. Состав 10 обладает склонностью к порообразованию из-за низкого содержания плавикового шпатя и ферросилиция.
плохой отделимостью шлаковой корки из-за большого содержания ферромарганца, забеганием шлака во время сварки в разделку из-за высокого содержания рутилового концентрата,
Состав 11 не обеспечивает необходимой ударной вязкости при соблюдении соотношения ферромолибдена, гематита и ферротитана и требуемого содержания компонентов из-за несоответствия значения коэффициента массы покрытия указанным пределам.
Таким образом, при условии соблюдения приведенного соотношения между ферромолибденом. гематитом и ферротитаном и содержания компонентов покрытия в указанных пределах при коэффициенте массы покрытия 55-65%. предложенные электроды повышают качество наплавленного металла после специальной термообработки путем обеспечения ударной вязкости не менее 3,5 кгс-м/см при-50° С.
Формула изобретения Электрод для сварки, состоящий из
стержня, выполненного из проволоки Св- 08А и покрытия, содержащего мрамор, плавиковый шпат, рутиловый концентрат, цирконовый концентрат, ферромарганец, ферросилиций, ферротитан, никелевый порошок, ферромолибден и пластификатор, отличающийся тем, что, с целью повышения качества наплавленного металла при отрицательных температурах после специальной термообработки за счет увеличения ударной вязкости, покрытие дополни- тельно содержит гематит и железный порошок при следующем соотношении компонентов, мас.%
Мрамор20-34
Плавиковый шпат14-19
Рутиловый концентрат 8-16 Цирконовый концентрат 3-10 Ферромарганец2-7
Ферросилиций6-12
Гематит1-6
Ферротитан2-5
Никелевый порошок 3-8 Ферромолибден0,5-3,0
Пластификатор0,5-3,0
Железный порошок Остальное при этом ферромолибден, гематит и ферротитан взяты соответственно в соотношении 1:(1-10):(). а коэффициент массы покрытия составляет 55-65%.
Тзблица2
: /-V
| название | год | авторы | номер документа |
|---|---|---|---|
| Электродное покрытие | 1990 |
|
SU1754380A1 |
| Электродное покрытие | 1990 |
|
SU1756081A1 |
| Состав электродного покрытия | 1980 |
|
SU933337A1 |
| ЭЛЕКТРОД ДЛЯ РУЧНОЙ ДУГОВОЙ СВАРКИ ПЕРЛИТНЫХ СТАЛЕЙ | 2010 |
|
RU2428291C1 |
| Состав электродного покрытия | 1988 |
|
SU1579784A1 |
| ЭЛЕКТРОД ДЛЯ РУЧНОЙ ДУГОВОЙ СВАРКИ ВЫСОКОЛЕГИРОВАННЫХ И РАЗНОРОДНЫХ СТАЛЕЙ | 2006 |
|
RU2339495C2 |
| ЭЛЕКТРОД ДЛЯ СВАРКИ ВЫСОКОЛЕГИРОВАННЫХ И РАЗНОРОДНЫХ СТАЛЕЙ | 2003 |
|
RU2248869C1 |
| Керамический флюс для сварки низколегированных сталей | 1983 |
|
SU1088904A1 |
| Состав порошковой проволоки | 1979 |
|
SU816729A1 |
| ПОКРЫТИЕ ЭЛЕКТРОДА ДЛЯ СВАРКИ | 2002 |
|
RU2230643C2 |
Использование: ручная дуговая сварка низколегированных сталей перлитного класса узлов и оборудования АЭС. Электрод для сварки состоит из стержня, выполненного из проволоки Св-08А и покрытия, состав которого, мас.%: мрамор 20-34; плавиковый шпат 14-19; рутиловый концентрат 8-16; цирконовый концентрат 3-10; ферромарганец 2-7; ферросилиций 6-12: гематит 1-6; ферротитан 2-5; никелевый порошок 3-8; ферромолибден 0,5-3; пластификатор 0,5-3; железный порошок остальное. Ферромолибден, гематит и ферротитан взяты в соотношении 1:(1-10):(1- 10). Коэффициент массы покрытия составляет 55-65%. 3 табл.
Ударная вязкость при
-50°С после специальной
термообработки,кгс-м/см 1,5 7.1 4,3 ч,6 5,8 5,2 2,8 3,1 1,8 2,1 3,0
Предел прочности при 20° С после специальной термообработки, МПа
Предел текучести при 20°С после специальной термообработки, МПа
Относительное удлинение при 20°С после специальной термообработки, %
Склонность к пористости
Отделимость шлаковой корки, балл
Формирование шва, балл
6635285335065075075915611 90604539
55 393400389391390458420381480412
21,326,725,830,231,030,723,325,137,121,226,7
НетНетНетПетНетМетНетНетЕстьЕстьНет
10 8 810
10 6
5 10
10 6
5 10
Таблица 3
| Электрод для сварки | 1988 |
|
SU1586886A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Электродное покрытие | 1975 |
|
SU535147A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
