Настоящее изобретение относится к керамическому формованному (фасонному) изделию, прежде всего к формованному изделию из огнеупорного керамикического материала. Керамические формованные изделия, изготавливаемые из огнеупорного керамического материала, благодаря их огнеупорным свойствам могут использоваться в различных целях в тех областях, где они подвергаются воздействию высоких температур, например свыше 500°С, а также значительно более высоких температур.
Керамические формованные изделия используются, например, при разливке металла, в частности в качестве разливочного стакана в системах с шиберными затворами, например в процессе непрерывной или полунепрерывной разливки металла. Хотя ниже настоящее изобретение рассмотрено на примере применения предлагаемого в нем керамического формованного изделия, именно в качестве разливочного стакана, в системах с шиберными затворами, следует, однако, отметить, что оно не ограничено использованием подобных керамических формованных изделий только в этих целях.
При разливке металла разливочные стаканы в системах с шиберными затворами используются для направленной подачи сливаемого из разливочного ковша расплава, например расплава стали, в промежуточный ковш или из него в кристаллизатор. При этом для направленной подачи (сужения) струи жидкого металла в этих системах с шиберными затворами такие разливочные стаканы могут выполняться в виде приспособлений, напоминающих по форме шляпу-цилиндр (в виде диска с объединенным с ним стаканом) либо в виде сменного сталеразливочного стакана. При использовании сменного разливочного стакана его выполняют в виде отдельной детали, которую в системе с шиберными затворами можно по мере необходимости демонтировать и тем самым заменить.
Обычно керамические формованные изделия, используемые в качестве разливочных стаканов, заключают в охватывающий их по наружной боковой поверхности металлический кожух из листовой стали. Использование подобного кожуха позволяет улучшить механические свойства, а также химическую стойкость разливочного стакана. Под действием высоких температур, характерных для процесса разливки металла, на поверхности металлического кожуха в окислительной воздушной атмосфере образуются оксиды (окалина). Это так называемое окалинообразование является результатом химической реакции между материалом металлического кожуха и кислородом воздуха. Окисление материалов на основе черных металлов начинается при температурах выше примерно 400°С и происходит наиболее интенсивно при температурах выше примерно 600°С. При этом чем дольше металлический кожух подвергается воздействию высоких температур, тем толще становится образующийся на нем слой окалины. Образование окалины на металлическом кожухе значительно ускоряется при самопроизвольном отслаивании слоя окалины, при его механическом удалении или при его растрескивании, что обычно происходит под действием напряжений, возникающих при циклических изменениях температуры. Помимо этого окалинообразование может достигнуть такой степени, при которой металлический кожух не сможет более выполнять предусмотренную для него функцию, состоящую в повышении механических и химических свойств разливочного стакана.
Скорость окалинообразования в принципе можно снизить введением в состав стали, из которой изготавливается металлический кожух, специальных легирующих элементов, способствующих образованию прочно сцепленных, плотных слоев окалины. Однако образующиеся на поверхности такой стали слои окалины обладают лишь незначительной механической прочностью и легко отделяются от металлического кожуха, в результате чего расположенные под ними слои материала металлического кожуха оголяются и тем самым оказываются не защищены от образования на них окалины.
Поэтому на практике с целью воспрепятствовать окалинообразованию при высоких температурах до настоящего времени в большинстве случаев использовали защитные газы, прежде всего аргон. Однако подобная технология, состоящая в обдувании металлического кожуха потоком аргона, является сложной в осуществлении, дорогостоящей и тем самым исключительно неэкономичной. Вместе с тем и обдувание металлического кожуха потоком аргона не всегда позволяет полностью предотвратить образование на нем окалины. В результате металлический кожух даже при его обдувании потоком аргона продолжает покрываться окалиной.
Когда сопровождающееся образованием окалины окисление металлического кожуха достигает такой степени, при которой этот металлический кожух становится не способным более эффективно защищать заключенное в него керамическое формованное изделие, разливочный стакан подлежит замене вместе с металлическим кожухом, хотя само керамическое формованное изделие еще и не выработало свой ресурс и могло бы работать еще в течение продолжительного периода времени.
В основу настоящего изобретения была положена задача - разработать керамическое формованное изделие с закрытой по меньшей мере на отдельных участках стальным кожухом поверхностью, которое было бы рентабельным, соответственно экономичным при его практическом применении и образование окалины на поверхности стального кожуха которого происходило бы с минимальной скоростью.
Указанная задача решается согласно изобретению с помощью керамического формованного изделия, поверхность которого по меньшей мере на отдельных участках закрыта стальным кожухом, при этом не контактирующая с формованным изделием, т.е. обращенная от него, поверхность такого стального кожуха по меньшей мере на отдельных участках покрыта замедляющим образование окалины материалом.
Благодаря сокращению интенсивности или даже полному предотвращению окалинообразования металлический кожух значительно дольше продолжает выполнять предусмотренную для него функцию, состоящую в механической защите керамического формованного изделия. В результате увеличивается и срок службы, соответственно долговечность самих керамических формованных изделий.
При создании изобретения было установлено, что окисление (покрытие окалиной) стального кожуха керамического формованного изделия в тех местах, которые подвергаются воздействию высоких температур в окислительной атмосфере (например, при контакте с воздухом), можно эффективно замедлить, если покрыть стальной кожух в этих местах замедляющим образование окалины материалом. В данном контексте под "замедляющими образование окалины (окисление) материалами" имеются в виду материалы, которые благодаря их составу обладают повышенной по сравнению со стальным кожухом жаро-, соответственно окалиностойкостью.
В качестве подобных замедляющих образование окалины материалов можно использовать индивидуально или в различных сочетаниях, например, металлический алюминий, хром или кремний либо их оксиды (Аl2О3, Сr2О3, SiO2), или же иные их сплавы или соединения.
На стальной кожух можно также наносить покрытие из замедляющего образование окалины материала, для чего, например, на стальной кожух наносят металлический хром или алюминий с последующей их пассивацией.
Замедляющий образование окалины материал можно также накладывать на стальной кожух, например, в твердой форме или при использовании металлического замедляющего образование окалины материала в виде листового металла или металлической пластины. При использовании листового металла его можно соединять со стальным кожухом, например, сваркой или приклеиванием. Помимо этого листовому или полосовому замедляющему образование окалины материалу можно также придавать форму кольца и в таком виде напрессовывать его в горячем состоянии на стальной кожух. Стальной кожух можно, в частности, покрывать или закрывать замедляющим образование окалины материалом с таким расчетом, чтобы исключить возможность контакта покрытых замедляющим образование окалины материалом участков стального кожуха с окружающей газовой средой. Таким образом, покрытие, соответственно верхний слой должны быть газонепроницаемыми.
При использовании замедляющего образование окалины материала в виде листового металла одна из возможностей обеспечить подобную газонепроницаемость состоит в точном согласовании по форме взаимно сопряженных, обращенных друг к другу поверхностей замедляющего образование окалины листового металла и стального кожуха, благодаря чему замедляющий образование окалины листовой металл по всей площади его поверхности будет покрывать стальной кожух и плотно прилегать к нему. Однако при определенных условиях вполне может оказаться достаточным обеспечить газонепроницаемое соединение замедляющего образование окалины листового металла со стальным кожухом только по краям этого листового металла, для чего можно использовать, например, сварку.
В другом варианте замедляющий образование окалины материал можно сначала в жидком виде наносить на стальной кожух, например намазыванием или напылением (в частности, газопламенным напылением или плазменным напылением), либо пропиткой стального кожуха соответствующим жидким составом, и затем переводить нанесенную на стальной кожух жидкость в твердое состояние с образованием на стальном кожухе прочно сцепленного с ним покрытия.
Помимо этого замедляющий образование окалины материал можно сначала в виде порошка наносить на стальной кожух и затем соединять со стальным кожухом с образованием прочно сцепленного с ним покрытия.
В большинстве случаев вполне достаточно покрывать стальной кожух замедляющим образование окалины материалом в виде слоя толщиной до 1 мм, например толщиной от 0,1 до 0,7 мм или от 0,2 до 0,5 мм.
Как уже указывалось выше, керамическое формованное изделие может представлять собой, в частности, керамический разливочный стакан, используемый в процессе непрерывной или полунепрерывной разливки металла, например сменный разливочный стакан, и поэтому ниже особенности этого керамического формованного изделия более подробно рассмотрены на примере его выполнения в виде такого разливочного стакана.
Обращенная к керамическому разливочному стакану поверхность стального кожуха может непосредственно прилегать к поверхности этого керамического разливочного стакана, при этом стальной кожух может быть выполнен, например, в виде детали из листового металла, напрессованной на стакан в предварительно нагретом состоянии.
Согласно одному из вариантов стальной кожух по всему периметру охватывает наружную боковую поверхность разливочного стакана. Подобная конструкция известна из уровня техники. Поскольку наружная боковая поверхность разливочного стакана обычно выполнена вращательно-симметричной, стальной кожух в этом случае можно выполнять в виде гильзы, внутрь которой заключается разливочный стакан.
Взаимно сопряженные, обращенные друг к другу поверхности стального кожуха и керамического разливочного стакана можно выполнить точно согласованными по форме с таким расчетом, чтобы они по всей их площади прилегали одна к другой. В этом случае закрытые стальным кожухом участки поверхности разливочного стакана оказываются непосредственно покрыты обращенной к разливочному стакану поверхностью стального кожуха. Механическая прочность керамического разливочного стакана повышается, если стальной кожух прилегает к нему с предварительным натягом, например напрессовывая на него в горячем состоянии. В другом варианте стальной кожух может только по его краю контактировать с керамическим разливочным стаканом. При этом участок контакта между стальным кожухом и керамическим разливочным стаканом может быть выполнен газонепроницаемым.
Другие отличительные особенности и предпочтительные варианты осуществления изобретения приведены в зависимых пунктах формулы, а также в остальном описании.
Ниже предлагаемое в изобретении керамическое формованное изделие более подробно рассмотрено на примере одного из вариантов его выполнения со ссылкой на прилагаемый упрощенный чертеж, на котором это керамическое формованное изделие, выполненное в виде разливочного стакана, используемого в процессе непрерывной или полунепрерывной разливки металла, показано сбоку в разрезе.
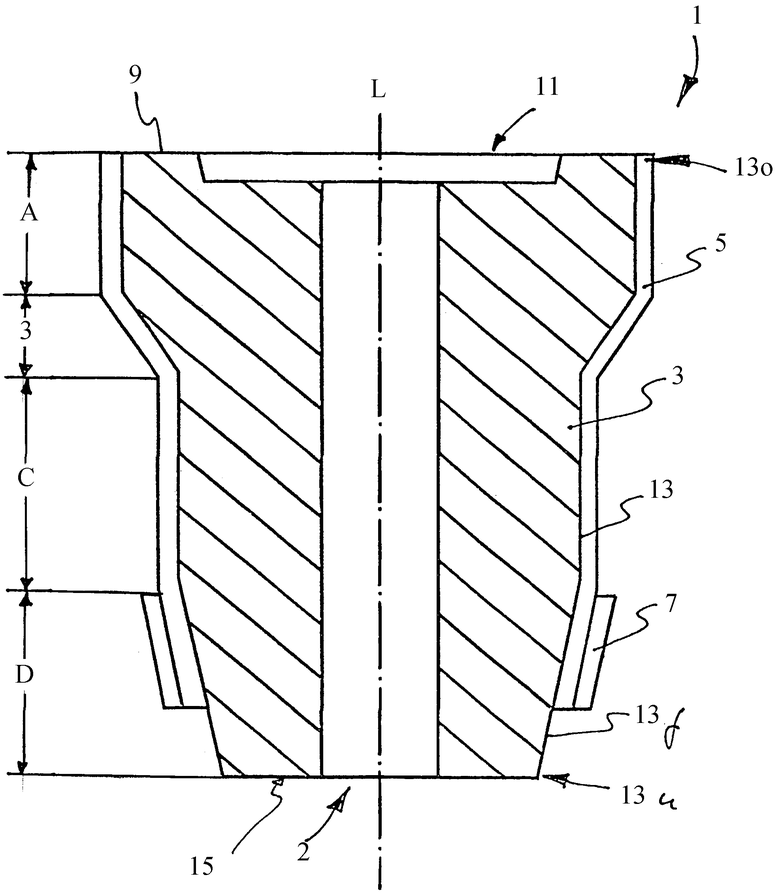
Разливочный стакан 1 состоит из керамического формованного изделия 3, поверхность которого на отдельных участках закрыта стальным кожухом 5. Этот стальной кожух 5 в свою очередь покрыт на отдельных участках замедляющим образование окалины материалом 7.
Керамическое формованное изделие 3 выполнено вращательно-симметричным относительно его продольной оси L. В этом керамическом изделии предусмотрен также вращательно-симметричный относительно его продольной оси L внутренний канал 2, образующий проход для расплава металла. Керамическое формованное изделие 3 имеет верхний цилиндрический участок А, к которому снизу примыкает конически сужающийся участок В, к которому, в свою очередь, снизу примыкает еще один цилиндрический участок С, переходящий снизу в конически сужающийся участок D. Формованное изделие 3 выполнено из обычного огнеупорного керамического материала. На верхнем торце 9 керамического формованного изделия 3 предусмотрена выемка 11.
Внешняя боковая поверхность 13 керамического формованного изделия 3 локально, т.е. на отдельных участках, закрыта гильзообразным стальным кожухом 5, выполненным из стального листа. Этот стальной кожух 5 по всей площади его внутренней поверхности прилегает к наружной боковой поверхности 13 формованного изделия. Стальной кожух начинается у верхнего края 13о наружной боковой поверхности 13 формованного изделия, а заканчивается на некотором расстоянии от ее нижнего края 13u в зоне участка D. Та часть наружной боковой поверхности 13 формованного изделия, которая расположена на участке D между нижним концом стального кожуха 5 и нижним краем 13u наружной боковой поверхности 13 формованного изделия, обозначена позицией 13f и является единственным участком этой наружной боковой поверхности 13 формованного изделия, который не закрыт стальным кожухом 5.
Верхний 9 и нижний 15 торцы керамического формованного изделия 3 также не закрыты стальным кожухом 5.
Стальной кожух 5 на том его участке, которым закрыт участок D керамического формованного изделия, покрыт замедляющим образование окалины алюминиевым слоем 7. Этот алюминиевый слой 7 в виде кольца насажен (напрессован в горячем состоянии) на стальной кожух 5 и прочно соединен с ним. Именно этот участок контактирует с защитной трубой или погружным стаканом и подвержен наиболее интенсивному окислению. В соответствии с этим в рассмотренном выше примере только этот участок стального кожуха 5 покрыт замедляющим образование окалины материалом.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОГНЕУПОРНЫЙ РАЗЛИВОЧНЫЙ СТАКАН ДЛЯ УСТРОЙСТВА ЗАМЕНЫ, РАСПОЛОЖЕННОГО НА ВЫПУСКНОМ ОТВЕРСТИИ МЕТАЛЛУРГИЧЕСКОГО КОНТЕЙНЕРА | 2019 |
|
RU2805299C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1990 |
|
RU2022691C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ТОНКОЙ ПОЛОСЫ | 2014 |
|
RU2673267C2 |
| РОБОТИЗИРОВАННАЯ СИСТЕМА УСТРОЙСТВА ДЛЯ ТРАНСПОРТИРОВКИ РАЗЛИВОЧНОГО КОВША СО ВСТРОЕННЫМ МАНИПУЛЯТОРОМ | 2021 |
|
RU2818157C1 |
| СИСТЕМА ЛИТЬЯ | 2018 |
|
RU2760016C2 |
| РОБОТИЗИРОВАННАЯ СИСТЕМА ПОВОРОТНОГО СТЕНДА РАЗЛИВОЧНОГО КОВША | 2021 |
|
RU2834104C1 |
| СПОСОБ РАЗЛИВКИ МЕТАЛЛА ИЗ СТАЛЕРАЗЛИВОЧНОГО КОВША В ЛИТЕЙНЫЕ ФОРМЫ (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ РЕАЛИЗАЦИИ ДАННОГО СПОСОБА | 2011 |
|
RU2468888C2 |
| Устройство для выпуска металла из ковша | 1978 |
|
SU766728A1 |
| ЛЕНТОЧНАЯ РАЗЛИВОЧНАЯ МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ | 2001 |
|
RU2281184C2 |
| БОКОВЫЕ ЗАСЛОНКИ С ДЛИТЕЛЬНЫМ РЕСУРСОМ ПО ИЗНОСУ | 2007 |
|
RU2434709C2 |
Керамическое формованное изделие может быть использовано при разливке металла, например, в качестве разливочного стакана в системах с шиберными затворами. Поверхность керамического изделия по меньшей мере на отдельных участках закрыта стальным кожухом. Стальной кожух со стороны, не контактирующей с формованным изделием, покрыт по меньшей мере на отдельных участках материалом, замедляющим образование окалины. В качестве такого материала может быть использован металл или соединение металла. Защитный материал может быть выполнен в виде стального листа либо в виде покрытия. Обеспечивается повышение срока службы и долговечность формованного изделия. 12 з.п. ф-лы, 1 ил.
| Набор олигодезоксирибонуклетидных праймеров и флуоресцентно-меченого зонда для идентификации РНК коронавирусов человека SARS и 2019-nCoV методом ОТ-ПЦР с гибридизационно-флуоресцентной детекцией в режиме реального времени | 2020 |
|
RU2733665C1 |
| US 5885473 A, 23.03.1999 | |||
| УСТРОЙСТВО ДЛЯ ПОДВОДА Л^ЕТАЛЛА В КРИСТАЛЛИЗАТОР | 1973 |
|
SU420381A1 |
| US 4182466 A, 08.01.1980 | |||
| DE 3412388 C1, 10.10.1985 | |||
| Способ крашения тканей | 1922 |
|
SU62A1 |

