Данное изобретение относится к установке для изготовления маршрутных секций.
Путь прохождения, в частности рельсовый путь прохождения, в частности для электромагнитной подвесной дороги, состоит из отдельных маршрутных секций. Коммерчески известны на рынке маршрутные секции для электромагнитной подвесной дороги - это бетонные секции, которые изготовляют для забоя. Для упрощения производства и снижения затрат маршрутные секции надо в дальнейшем предварительно изготовлять на предприятии в виде металлических секций. При этом эти металлические секции нужно доставить на строительную площадку и соединить между собою на месте таким образом, чтобы осуществить беспрерывное прохождение пути при разных профилях местности. Маршрутная секция, предназначенная для проектирования электромагнитной подвесной дороги, имеет длину, например, 62 м и устанавливается на колону (опору) на поверхности грунта. Такие маршрутные секции являются стальными конструктивными элементами, изготовленными из толстостенной листовой стали. В сечении эти маршрутные секции имеют трапециевидный коробчатый профиль с двумя встроенными сверху поперечными кронштейнами так, что в целом получается почти Т-образное сечение.
Однако, несмотря на то что все такие маршрутные секции имеют приблизительно одинаковую длину, они отличаются геометрической формой деталей. Следует понимать, что между этими частями имеются отдельные изгибы относительно вертикальной оси (кривизна кривой) и относительно горизонтальной оси (вертикальный профиль), расположенной поперек продольной оси маршрутной секции, и оси, параллельной этой продольной оси (перекос или возвышение). Эти геометрические особенности каждой маршрутной секции определяют соответственно отдельным географическим данным местности, на которой надо установить данную маршрутную секцию.
Кроме относительно сложных и разных геометрических форм деталей каждой маршрутной секции ее изготовление требует высокой точности. При этом у вышеуказанных маршрутных секций с общей длиной приблизительно 62 м производственный допуск в местах стыка разрешается максимум 1 мм. Для выполнения такой высокой точности к установкам, на которые предварительно подготавливают каждую маршрутную секцию, предъявляют очень высокие требования. При этом нужно, по возможности, снизить материальные затраты на самые установки и на способ изготовления маршрутной секции. Установка по п.1 данного изобретения удовлетворяет этим требованиям.
Установка по данному изобретению состоит из ряда удерживающих устройств, расположенных последовательно вдоль установки, и зажимных столов. При этом позиция зажимных столов регулируется с возможностью подгона каждого такого зажимного стола под отдельную геометрическую форму и позицию каждого участка маршрутной секции для его установления на сопротивления. Таким образом, создана форма “сферического ложе”, которое отвечает отдельной геометрической форме данной маршрутной секции. Благодаря возможности регулирования можно изготовлять разные маршрутные секции при применении одинаковых зажимных столов, при этом значительно снижая стоимость и затраты на производство отдельной маршрутной секции.
Дальнейшие предпочтительные отличительные особенности изобретения приведены ниже в зависимых пунктах формулы.
Отличительной особенностью изобретения по пункту 2 является наличие предпочтительных направлений регулирования и поворотных осей.
По пункту 3, конструкция зажимного устройства имеет предпочтительную надежность и безопасность при его эксплуатации.
Быстрое и безопасное поворотное перемещение зажимного стола зажимного устройства установки является еще одной предпочтительной отличительной особенностью изобретения по пункту 4 формулы.
Дальнейшей отличительной особенностью по пункту 5 формулы создается возможность простого регулирования по вертикали и поворота зажимного стола.
По пункту 6 формулы создается возможность простого регулирования позиции зажимного стола в горизонтальном направлении при продольном направлении установки.
При этом в каждый момент времени на протяжении производственного процесса выдерживаются определенные геометрические пропорции маршрутной секции за счет возможности размещения каждого участка маршрутной секции на зажимном столе.
Это достигается отличительной особенностью по пункту 7 формулы.
Отличительной особенностью по пункту 8 формулы создается универсальность применения зажимного устройства установки при условии разных геометрических формах маршрутной секции, которая повышает ее производственную эффективность.
Монтаж и демонтаж маршрутной секции на или с зажимного стола облегчается за счет отличительной особенности изобретения по пункту 9 формулы. Кроме того, создается возможность изготовления на таком зажимном устройстве маршрутных секций разной ширины.
Дальнейшие преимущества изобретения предоставлены в пункте 10, по которому создается безопасное и удобное регулирование позиции и возможность простого поворота зажимного стола зажимного устройства установки, которая заявляется.
По пункту 11 формулы регулирование позиции и расположения зажимного стола в пространстве автоматизированы.
По пункту 9 формулы изобретения обеспечивается точность изготовления маршрутной секции. Эта отличительная особенность также имеет дополнительное преимущество для повышения точности, упрощения регистрации показаний и обеспечения качества.
По отличительной особенности пункта 13 формулы изобретения облегчается монтаж и сокращаются затраты времени на изготовление маршрутной секции.
Особенно предпочтительной является отличительная особенность изобретения по пункту 14 формулы: по этой отличительной особенности зажимный стол имеет такую конструкцию, при которой маршрутная секция может быть расположена на нем в положении "верхом вниз". При этом для монтажа маршрутной секции на зажимный стол отдельного зажимного устройства устанавливают сначала верхнюю панель маршрутной секции. Так, что стороны и прочие элементы маршрутной секции соединяются с панелью и между собою, например, путем скрепления или точечного сваривания.
Таким образом, в установке по изобретению маршрутная секция устанавливается в позицию "верхом вниз". Термин " верхом вниз" означает в этом описании последнее монтажное положение, например, если маршрутная секция в конце монтажа устанавливается на зажимный стол своей предварительно верхней стороной вниз.
Ниже представлено детальное объяснение примера осуществления изобретения в сопровождении соответствующих фигур, на которых изображены:
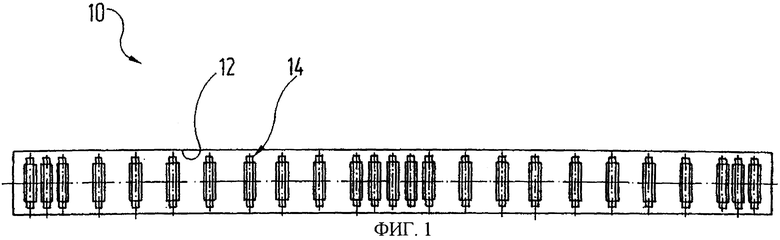
Фигура 1: схематический вид сверху установки для изготовления маршрутных секций с множеством зажимных устройств.
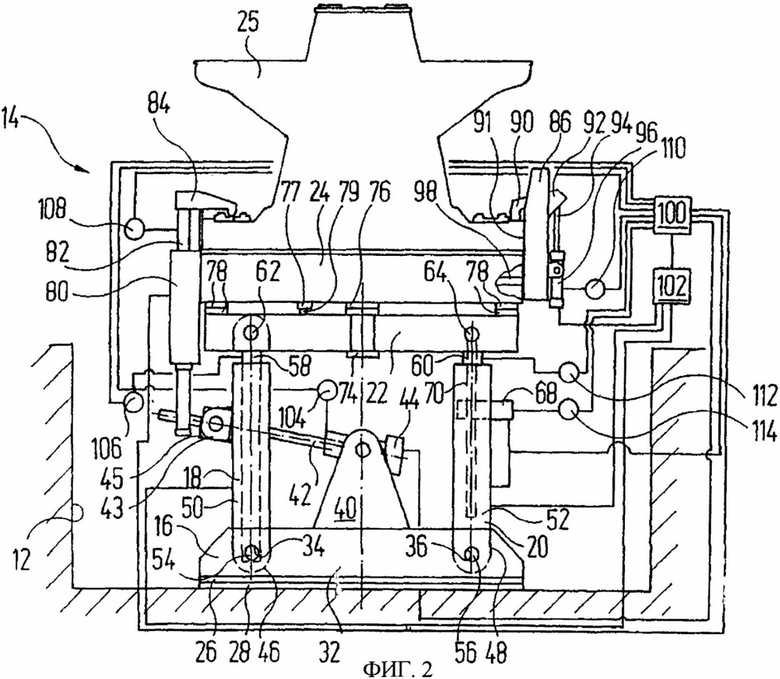
Фигура 2: схематический вид спереди зажимного устройства фигуры 1.
Фигура 3: вид сбоку зажимного устройства фигуры 2.
Установка для изготовления маршрутной секции в целом обозначена на фигуре 1 цифрой 10. Она включает продольную прямоугольную в плане выемку 12 в основании, по всей длине которой распределено всего 25 зажимных устройств 14. Длина выемки 12 немного больше, чем длина маршрутной секции (на фигуре не показанная). Расстояние между отдельными зажимными устройствами 14 внутри и по краям установки меньше, чем на других участках.
Ниже детально описана конструкция зажимного устройства 14 согласно фигурам 2 и 3, причем следует понимать, что выполнение любого зажимного устройства 14 установки 10 полностью идентичное.
Зажимное устройство 14 включает базовый элемент 16, промежуточный элемент 22, соединенный с базовым элементом 16 двумя вертикальными опорными элементами 18, 20, и установленный на этот промежуточный элемент 22 зажимный стол 24. На нем размещается участок маршрутной секции.
Базовый элемент 16 имеет базовую панель 26, которая прикручена к фундаментной плите 28, жестко закрепленной в грунт. Базовая панель 26 имеет в основании прямоугольную форму и выровнена поперек продольному направлению установки, и, как показано на фигуре 2, проходит перпендикулярно плоскости фигуры. На тех двух противоположных продольных краях, которые расположены поперек продольному направлению установки 10, имеются разнесенные на расстояния от любого края вертикальные стыковые накладки 30 или 32 соответственно, которые проходят по всей длине базовой панели 26 (фигура 3). Накладка 30 имеет подшипниковые отверстия 34 и 36. Кроме того, стыковая накладка 32 подшипника оснащена подшипниковыми отверстиями, расположенными противоположно подшипниковым отверстиям 34 и 36, которых не видно на фигуре, и потому они не обозначены. В подшипниковые отверстия 34 и 36 и в вышеупомянутые невидимые на фигуре подшипниковые отверстия вставлены подшипниковые элементы 18 и 20, что будет дальше детально описано.
Внутри базовой плиты 26 прикреплен кронштейн подшипника, к которому шарнирно присоединен электродвигатель 44, который приводит в движение ходовой винт 42 с возможностью поворота. Ходовой винт 42 работает по нарезной секции 45, которая прикреплена к стыковой накладке опорного элемента 18 с возможностью обращения. Этот вышеописанный узел служит для регулирования поворотной позиции зажимного стола 24, что будет объяснено дальше более детально.
Опорные элементы 18 и 20 включают соответственно соединительную часть 46 или 48 и опорный участок 50 или 52. Соединительные части 46, 48 и опорные участки 50, 52, как изображено на виде спереди фигуры 2, имеют одинаковую ширину. Как показано на фигуре 3, виде сбоку, соединительная часть 46 или 48 опорного элемента 18 или 20 все-таки шире соответствующих опорных участков 50, 52 и проходит с маленьким зазором скольжения между обеими стыковыми накладками 30 и 32 базового элемента 16. Сквозь соединительные части 46 или 48 опорных элементов 18 или 20 соответственно сделано сквозное отверстие (не показано), сквозь которое проходит ось подшипника 54 или 56, концы которой вставлены сквозь подшипниковые отверстия 34, 36 и не показанные здесь другие подшипниковые отверстия к стыковым накладкам 30, 32 базового элемента 16. При этом опорный элемент 18 или 20 может качаться или перемещаться поперек продольному направлению установки, однако установка 10 в продольном направлении будет надежно закреплена.
Сквозь каждый опорный элемент 18, 20 проходит соответствующий поршневой шток 58, 60 с возможностью перемещения по вертикали. Верхний конец поршневых штоков 58, 60 соединяется с промежуточным элементом 22 через карданный опорный узел, на фигуре четко не показанный. Частью карданного опорного узла являются болты 62, 64, которые вставлены сквозь втулки 66, 68 подшипника в промежуточный элемент 22. Поршневые штоки 58 и 60 можно заблокировать в соответствующей отрегулированной позиции по отношению к соответствующим опорным участкам 50 и 52 с помощью устройства, не показанного на фигурах 2 и 3. Поршневые штоки 58 и 60 и опорные участки 50 и 52 опорных элементов 18 и 20 образовывают гидравлически регулируемое устройство, которое служит для регулирования вертикальной позиции зажимного стола.
Как видно на фигуре 3, на опорном элементе, расположенном по правую сторону на фигуре 2, по горизонтальной оси, перпендикулярной продольному направлению установки, шарнирно закрепляется электропривод 68, который приводит в движение вертикальный, расположенный выше самотормозящий ходовой винт 70. Он взаимодействует с нарезным блоком 72, шарнирно прикрепленным к промежуточному элементу 22. Узел включает электропривод 68, ходовой винт 72 и нарезной блок 72, которые размещаются с интервалом в продольном направлении установки по поршневому штоку 60 и оси качения, закрепленной в двух карданных опорных узлах. Функцией этого блока является установка угла наклона зажимного стола 24 относительно практически горизонтальной оси, перпендикулярной продольному направлению установки.
Промежуточный элемент 22 имеет форму относительно узкой панели, которая проходит поперек продольному направлению установки. В центре панели вертикально поверхности устанавливается откидной болт 74, вмонтированный во втулку подшипника, не показанную на фигуре, в зажимном столе 24. Между промежуточным элементом 22 и зажимным столом 24 на откидной болт 74 надевается кольцо 76 подшипника скольжения. Далее зажимный стол 24 устанавливается на сопротивления 78 подшипника скольжения, прикрепленные своими боковыми сторонами к промежуточному элементу 22.
Ширина зажимного стола 24 относительно продольного направления установки практически имеет те же самые размеры, что и промежуточный элемент 22, а длина относительно продольного направления установки немного больше. К нижней стороне зажимного стола 24 прикрепляется зубчатый рельс 77, которая зацепляется с шестерней 79, невидимой на фигуре, которая приводится в движение электроприводом, вмонтированным в промежуточном элементе 22. Таким образом, зажимный стол 24 может отклоняться по вертикальной оси откидного болта 74 относительно промежуточного элемента 22.
Как показано на фигуре 2, на левой стороне зажимного стола 24 устанавливается электрический сервопривод 80, на верхнем конце приводного штока 82 которого жестко прикрепляется направленный вниз к зажимного столу 24 прижимный захват 84. Приводной шток 82 фиксируется устройством, на фигуре не показанным. На противоположных сторонах зажимного стола 24 по краям размещаются две вертикальные параллельные стыковые накладки подшипника, из которых видимой является только обозначенная цифрой 86, и между которыми размещается прижимный захват 90 с возможностью поворота. Стыковые накладки 86 подшипника создают прилегающую к стенке зажимного стола 24 переднюю сторону упора 91. Участок рычага 92 прижимного захвата 90, который движется от зажимного стола 24, соединяется с поршневым штоком 94 гидравлического цилиндра 96. Он шарнирно размещается на обеих упорных стыковых накладках 86 и 88. Обе упорные стыковые накладки с помощью штанги 98 соединяется с устройством перемещения, на фигуре не показанным, с помощью которого упорные стыковые накладки 86 и 88 и также прижимной захват 90 могут перемещаться в сторону от продольного направления установки.
Далее на фигуре 2 показан блок управления и регистрации данных 100 и клапанный блок 102. Клапанный блок 102 гидравлически соединяется с опорными элементами 18 и 20, а также с гидроцилиндром 96 для правого прижимного захвата 90. Электрически клапанный блок 102 соединяется с блоком управления и регистрации данных 100, который принимает сигналы от маршрутных сенсоров 104, 106, 108, 110, 112 и 114, которые регистрируют положение или такт поршневого штока или ходовых винтов разных поводов. Извне блок управления и регистрации данных 100 соединяется с надежным поводом для горизонтального поворота зажимного стола 24 и бокового перемещения прижимного захвата 90.
Установка 10 работает следующим образом.
Прежде всего, выводят отдельные регулировочные данные, занесенные в память блока управления и регистрации данных 100, для любого из 25 зажимных устройств 14 под отдельную маршрутную секцию индивидуального изготовления. Потом блок управления и регистрации данных 100 настраивает опорные элементы 18 таким образом, чтобы переместить поршневые штоки 58 и 60 в желательную позицию. При этом такты поршневых штоков 58 и 60 внутри зажимного устройства отличаются так, что промежуточный элемент 22 и с ним зажимный стол 24 устанавливаются с перекосом относительно практически параллельной продольному направлению установки 10 оси. При этом скручивание или превышение положения маршрутной секции, которые изготовляются, отвечает расчетным значениям.
Такты поршневых штоков 58 и 60 от одного зажимного устройства 14 к другому внутри установки 10 могут быть разными в соответствии с желательным высотным профилем соответствующей индивидуальной маршрутной секции 25, которая изготовляется в установке 10.
Потом блок управления и регистрации данных 100 настраивает электродвигатель 44 так, что нарезная секция 45 перемещается на ходовом винте 42 в желательную позицию. Поскольку она шарнирно соединяется с опорным участком 50 опорного элемента 18, опорный элемент 18 перекашивается на оси качения, которая является осью подшипника 54. Опорный элемент 20 теперь является перекошенным в виде параллелограмма, при этом можно изменять позицию зажимного стола 24 в горизонтальном направлении, почти поперек продольному направлению установки 10. Образованные при этом нежелательные изменения высоты расположения зажимного стола 24 можно компенсировать выдвижением поршневых штоков 58, 60.
Электрический двигатель, который приводит в движение шестерню 79, направляется так, чтобы зажимный стол 24 возвращался на вертикальной оси, которая является в данном случае осью качения 74, относительно промежуточного элемента в желательном направлении. Кроме того, это изменение позиции регулируется для любого зажимного устройства 14 установки 10 так, что можно изготовить маршрутную секцию 25 с определенной кривизной профиля.
Аналогично, блок управления и регистрации данных 100 настраивает электродвигатель 68 так, что промежуточный элемент 22 и при этом зажимный стол 24 с помощью ходового винта 70 и нарезного блока 72 устанавливаются с перекосом относительно горизонтальной оси, расположенной поперек продольному направлению установки 10. Кроме того, такое регулирование выполняется в отдельности для любого зажимного устройства 14 установки 10 соответственно желательному профилю по высоте маршрутной секции 25, которая изготовляется.
Благодаря вышеуказанным регулировкам в зажимных устройствах 14 установки 10 создаются индивидуальные сферические "ложе" под каждую маршрутную секцию, которые отвечают ее отдельным детальным геометрическим размерам.
Если регулировку заканчивают, верхнюю панель предназначенной для изготовления маршрутной секции 25 помещают на зажимный стол 24 установки 10. После этого действием устройства перемещения, которое работает на штоке 98, можно осуществлять боковое регулирование позиции упора 91, образованного стыковой накладкой 86, причем обеспечивается точное позиционирование верхней панели маршрутной секции 25. Теперь можно прикреплять стороны и прочие детали к верхней панели и между собою, например, точечным свариванием. Таким образом, получают собранную маршрутную секцию 25, которая до некоторой степени "стоит на голове" и которая в следующем рабочем процессе, который может выполняться и в описанной установке, крепко сваривается.
При необходимости, сервопривод 80 и гидравлический цилиндр 96 настраивают блоком управления и регистрации данных 120 таким образом, что участок или элемент маршрутной секции 25, например боковая кромка, зажимается на зажимном столе 24, причем точность изготовления и безопасность производственного процесса значительно повышается.
Итак, на данной установке можно монтировать великое множество разных маршрутных секций в позиции "головой вниз", то есть верхней панелью вниз.
Проверку необходимой настройки разных электрических или гидравлических регулировочных элементов можно осуществить маршрутными сенсорами 104 - 114, которые указывают фактические настройки регулировочных элементов блока управления и регистрации данных 120. Это в особенности облегчает достижение желательной высокой производственной точности и обеспечивает соответствие требованиям качества.
Следует иметь в виду, что можно применять регулировочные электрические или гидравлические регулировочные элементы, в том числе пневматические или механические регуляторы.
Позиции, которые могут занимать разные регулировочные элементы, могут предусмотренно влиять на перекосы, которые случаются при обработке маршрутных секций, так, что перекосы автоматически компенсируются.

Изобретение относится к установкам для изготовления маршрутных секций рельсовых путей для электромагнитных подвесных дорог. Установка имеет ряд зажимных устройств, расположенных последовательно в продольном направлении установки. Каждое из зажимных устройств включает установленный стационарно базовый элемент и один по меньшей мере опосредованно соединенный с ним зажимный стол, выполненный с возможностью расположения на нем участка маршрутной секции и с возможностью регулирования его позиции относительно базового элемента. Регулирование обеспечивает возможность предварительного монтажа маршрутных секций, при этом кривизна, профиль и изгибы могут изменяться индивидуально. Изобретение позволяет снизить стоимость и затраты на производство отдельной маршрутной секции. 13 з.п. ф-лы, 3 ил.
| Установка для промывки шарикоподшипников | 1978 |
|
SU698685A1 |
| 1971 |
|
SU410153A1 | |
| Механизм для дистанционной смены знаков клеймовочной машины | 1962 |
|
SU151283A1 |
| Зажимное устройство | 1981 |
|
SU1007904A1 |

