Предпосылки изобретения
1. Область изобретения
Настоящее изобретение относится к автоматической машине для упаковки и бандажирования, а конкретнее к автоматической машине для упаковки и бандажирования, способной легко снимать ленту, обернутую непосредственно вокруг скользящего стола, когда так называемое бандажирование вхолостую выполняют в состоянии, в котором изделие для упаковки не укладывают на скользящий стол.
2. Описание известного уровня
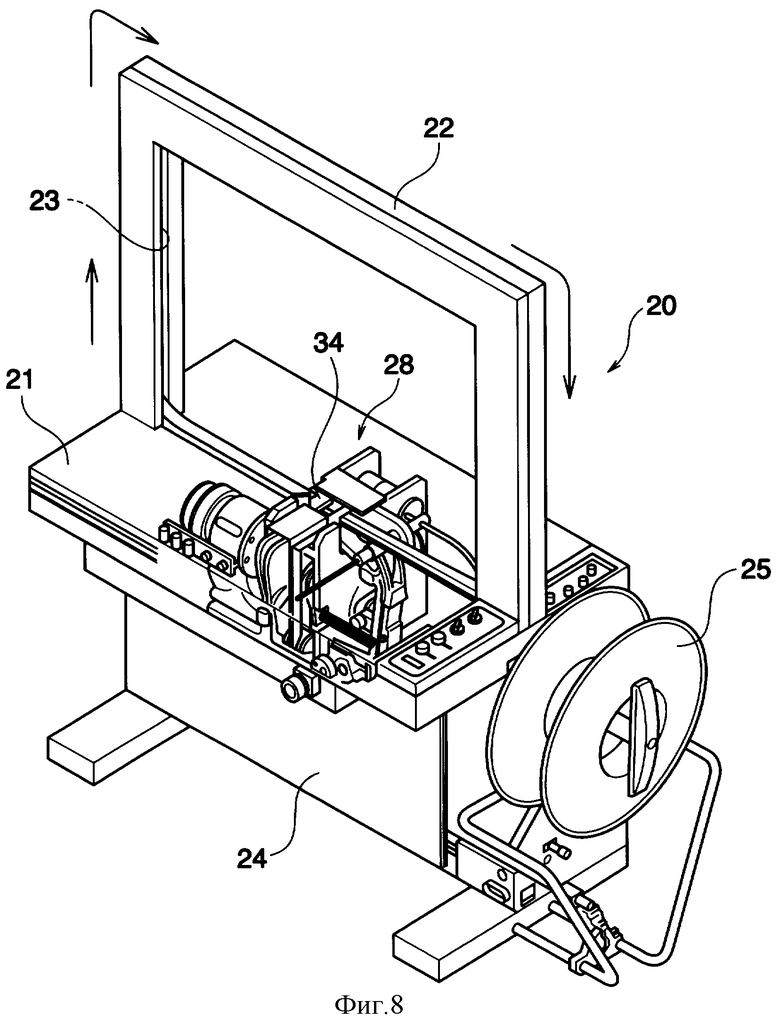
Например, в автоматической машине для упаковки и бандажирования 20 полностью автоматического типа направляющая рамка 22 ленты расположена над корпусом 21 упаковочной машины, как показано на Фиг.8 и 9. Более того, большая катушка 25 с лентой размещена на боковой поверхности корпуса упаковочной машины 21.
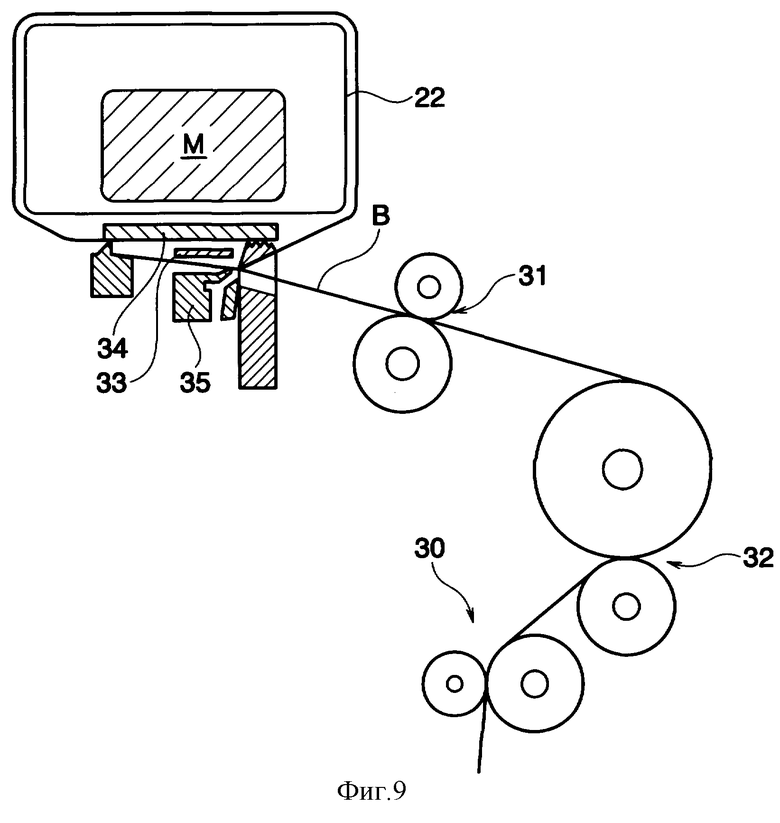
Часть ленты, сматывающейся с катушки 25 в приемную секцию 24, подается в направляющую рамку ленты 22 вращательной силой средства подачи 30, включающего, например, пару роликов. Далее лента В протягивается назад с помощью средства 31 и натягивается натяжным устройством 32.
После этого нагреватель 33 подводится к накладывающейся части ленты В, свободно перемещающейся вперед и назад. Поверхность ленты В расплавляется и нагреватель 33 отводится от скользящего столика 34. Потом вертикально перемещающийся средний прижим 35, расположенный в нижней части, движется вверх. Таким образом, ленту прижимают между средним прижимом 35 и скользящим столом 34 таким образом, что накладывающаяся часть ленты фиксируется давлением.
Если бандажирование проводят в состоянии, в котором изделие М, подлежащее упаковке, не укладывают на верхнюю поверхность корпуса упаковочной машины 21, т.е. на скользящий стол 34, лента В образует небольшое кольцо и непосредственно наматывается вокруг скользящего стола 34.
Также в случае, когда изделия М, предназначенного для упаковки, нет, или включатель начала операции нажат ошибочно, упаковка осуществляется вхолостую. В этом случае кольцо ленты отрезается от скользящего стола 34.
Однако такая лента В туго наматывается вокруг скользящего стола 34. Поэтому возникает необходимость наличия ножниц, концы которых трудно ввести, и это требует большой затраты времени и труда.
В традиционной практике, чтобы решить такую проблему при выявлении упаковки вхолостую, работу по упаковке завершают без натяжения ленты после ее протяжки назад. После этого кольцо ленты удаляют (см. выложенную патентную публикацию Японии №2000-142611).
С другой стороны, как раскрыто в выложенной патентной публикации Японии № Hei 10 (1998)-305812, чтобы замедлить перемещение нагревателя при бандажировании вхолостую, выдвигается пластина, блокирующая сварку.
Однако в способе удаления ленты, описанном в выложенной патентной публикации Японии №200-142611, кольцо ленты остается в направляющей рамке ленты. По этой причине требуется много времени и усилий для работы, связанной с удалением, что желательно упростить.
Более того, в выложенной патентной публикации Японии № Hei 10 (1998)-305812 пластина для блокировки сварки выполняет функцию удаления ленты. Таким образом, в этом случае требуется установка дополнительного элемента, что повышает затраты.
Содержание изобретения
Учитывая эти обстоятельства, настоящее изобретение поставило своей задачей создание автоматической машины для упаковки и бандажирования с простой конструкцией, способной легко снимать кольцо ленты в случае бандажирования вхолостую.
С целью решения поставленной задачи в настоящем изобретении автоматической машины для упаковки и бандажирования, в которой на стадии подачи концевой части ленты на направляющую рамку ленты с помощью средства подачи и посредством вращения кулачкового вала, подведения к скользящему столу или отведения от него с определенным интервалом времени правого прижимного элемента, левого и среднего прижимных элементов, расположенных непосредственно под скользящим столом, концевую часть ленты фиксируют правым прижимным элементом, тыльную торцевую сторону ленты протягивают назад средством для обратной протяжки в этом состоянии, и ленту натягивают средством натяжения, ленту поднимают средним прижимным элементом и отрезают резцом, нагреватель подводят к свободной накладывающейся части ленты и расплавляют поверхность накладывающейся части ленты, и
после этого тыльную торцевую сторону ленты прижимают средним прижимным элементом, при этом, когда тыльную торцевую сторону ленты протягивают назад средством протяжки, сила обратного натяжения определяется датчиком, и бандажирование ленты вхолостую определяется, если длина такой протянутой назад ленты больше заданной длины протянутого назад отрезка ленты, соответствующей размеру минимального изделия, предназначенного для упаковки, и вращение кулачкового вала временно останавливается по подаче сигнала, в результате чего начало прижима, осуществляемого средним прижимным элементом после расплава нагревателем накладывающейся части ленты, задерживается на определенное время.
В соответствии с настоящим изобретением, имеющим такую конструкцию, при обнаружении бандажирования ленты вхолостую поверхность ленты все еще остается нагретой нагревателем. После этого вращение кулачкового вала временно останавливается. При такой конструкции выдерживается время, необходимое для охлаждения поверхности ленты, расплавленной нагревом.
В результате лента не приваривается и дополнительного элемента не требуется, даже если после ее нагрева прижим осуществляется посредством среднего прижимного элемента. В случае проведения бандажирования вхолостую соответственно лента, обернутая вокруг скользящего стола в силу своей эластичности соскакивает наружу, если средний прижимной элемент, прижимающий нижнюю поверхность ленты, отведен от нее.
Краткое описание чертежей
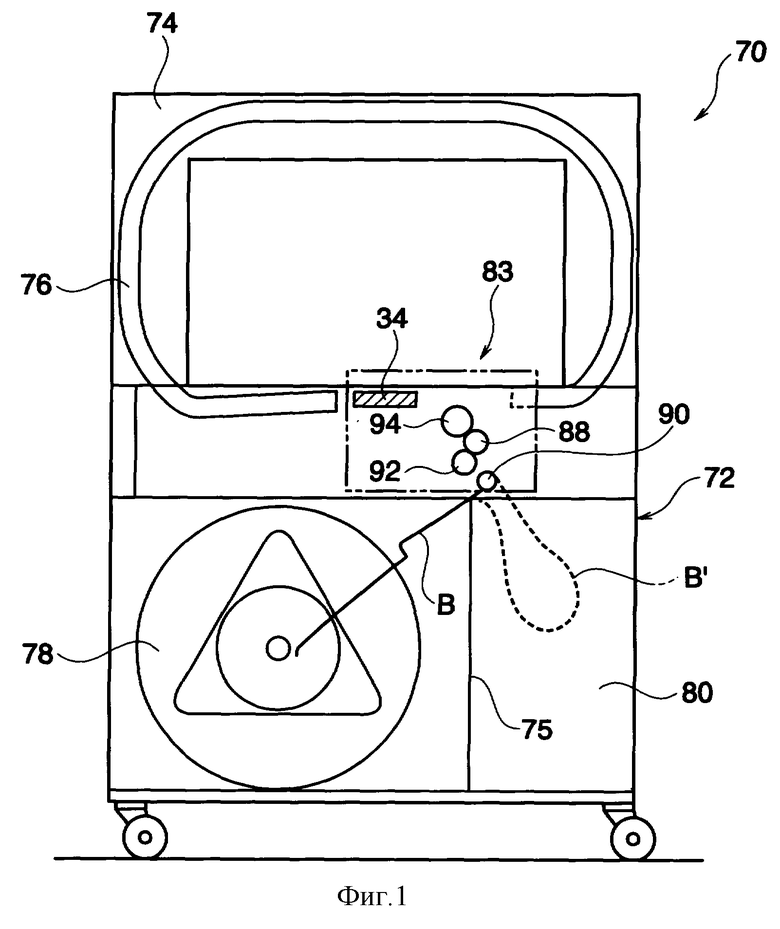
На Фиг.1 представлен вид спереди автоматической машины для упаковки и бандажирования в соответствии с вариантом настоящего изобретения.
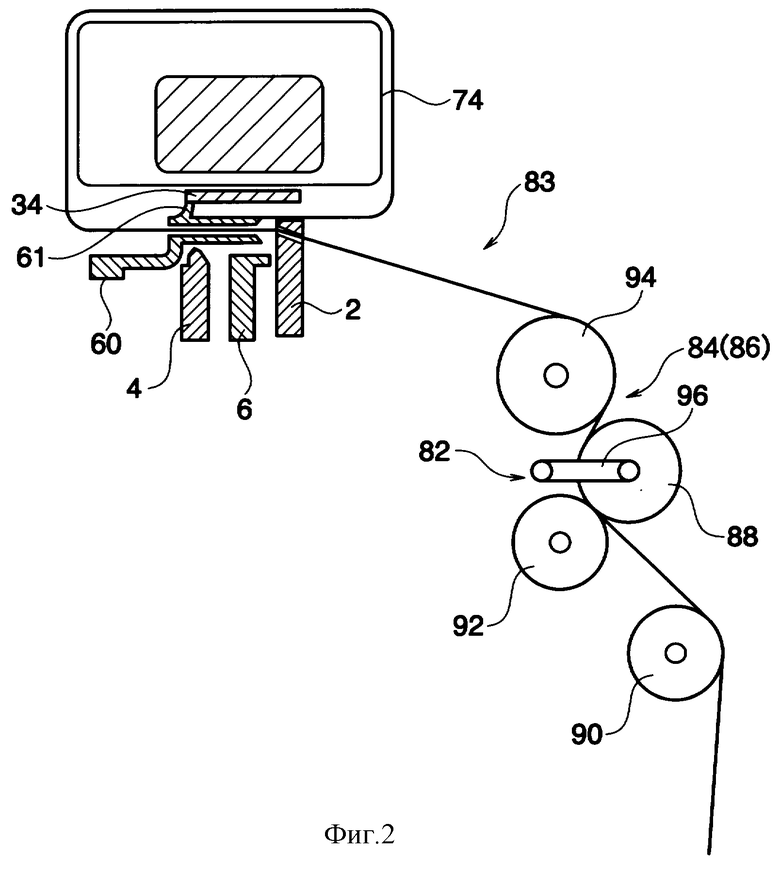
На Фиг.2 схематически представлена контрольная часть автоматической машины для упаковки и бандажирования в соответствии с вариантом.
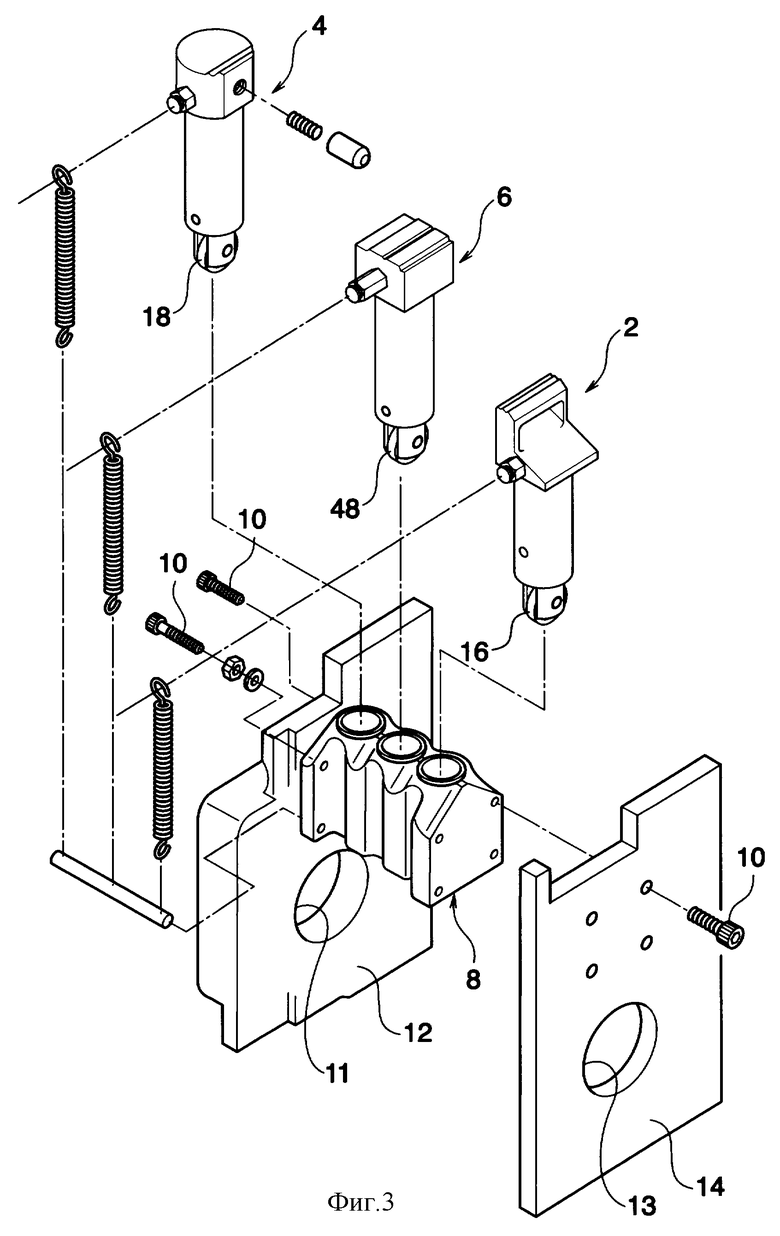
На Фиг.3 представлено трехмерное изображение правого прижимного элемента, левого и среднего прижимных элементов, предназначенных удерживать, протягивать назад, резать и приваривать ленту в автоматической матине для упаковки и бандажирования в соответствии с вариантом.
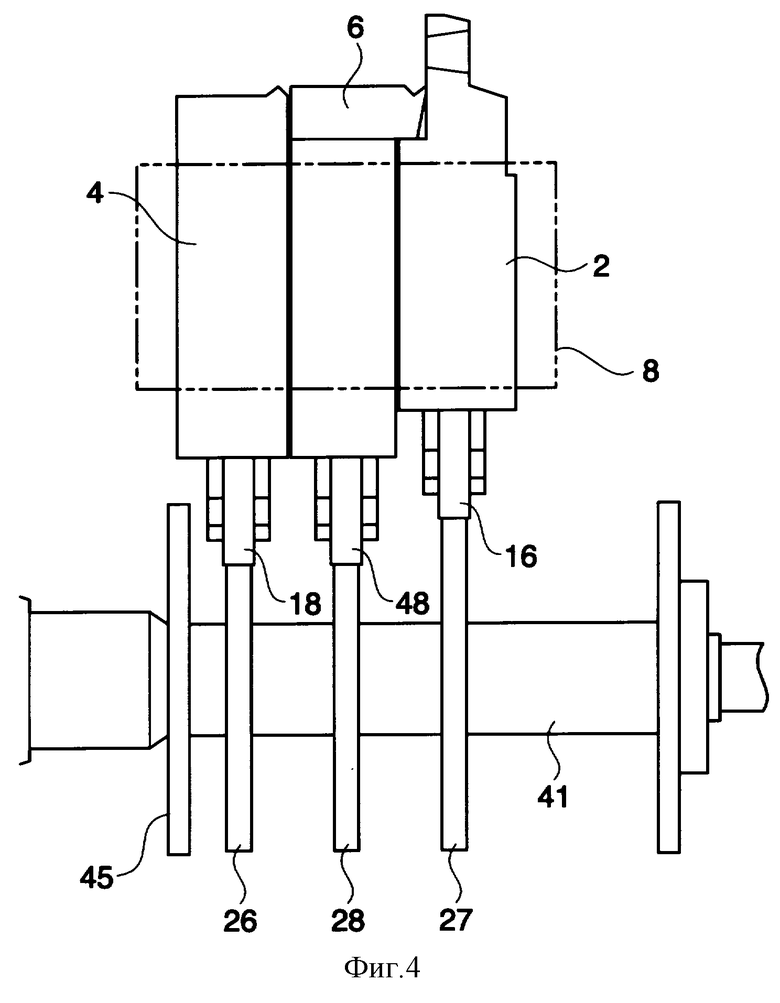
На Фиг.4 представлен вид спереди, в котором правый прижимной элемент, левый и средний прижимные элементы по Фиг.3 показаны в сборке.
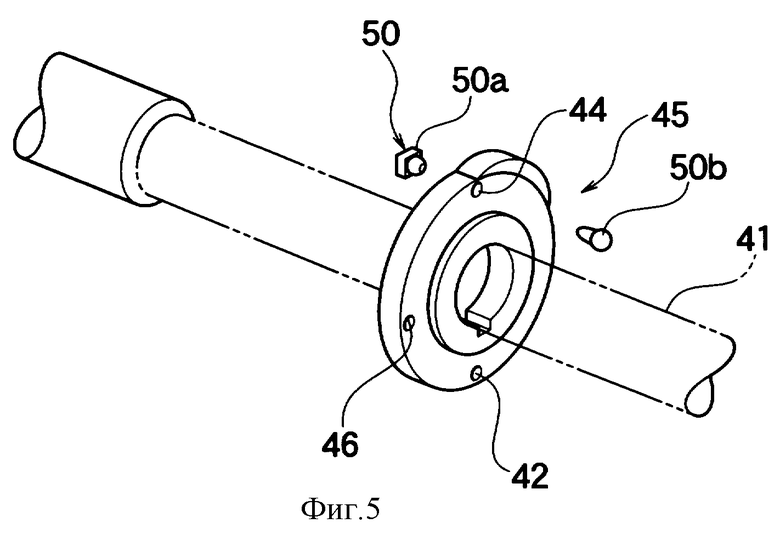
Фиг.5 - вид спереди элемента датчика, закрепленного на кулачковом валу, представленном на Фиг.4.
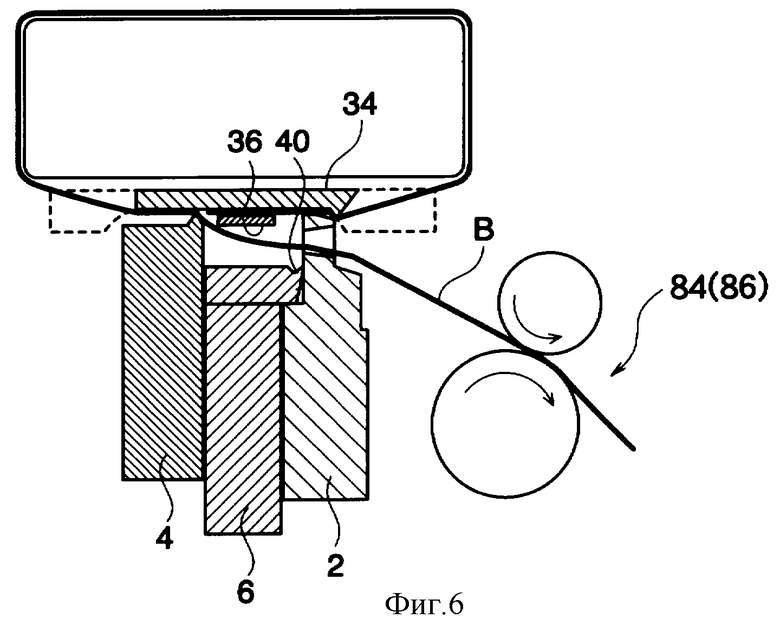
Фиг.6 - поперечное сечение, показывающее работу контрольного блока в проведении операции бандажирования в соответствии с изобретением.
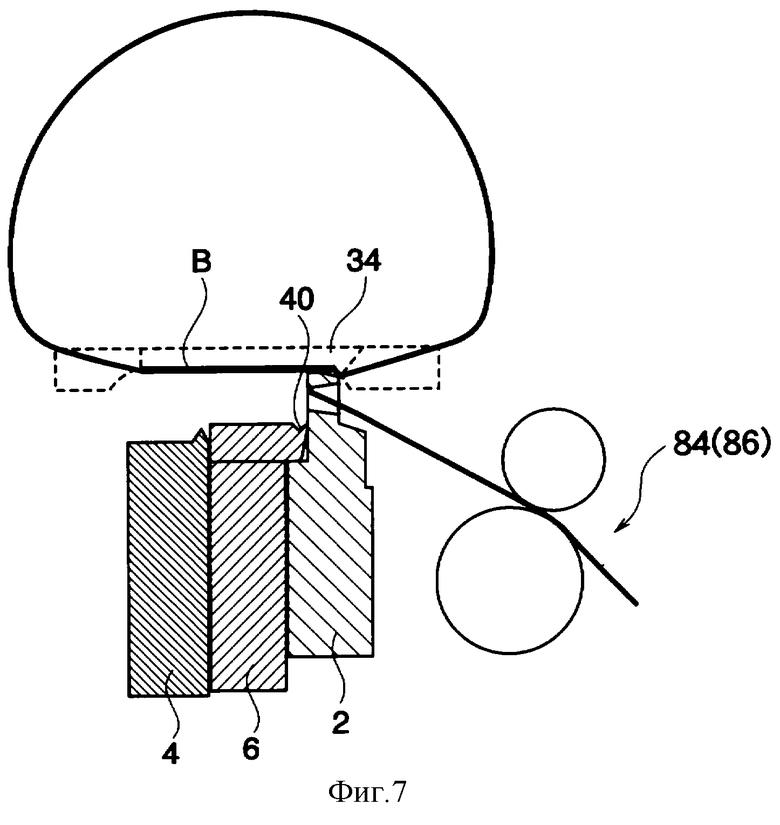
На Фиг.7 в поперечном сечении представлена взаимосвязь между состоянием бандажирования ленты вхолостую и правым прижимным элементам, левым и средним прижимными элементами в рабочем режиме.
На Фиг.8 показан вид спереди традиционной автоматической машины для упаковки и бандажирования.
На Фиг.9 схематически представлен контрольный блок традиционной автоматической машины для упаковки и бандажирования.
Описание предпочтительных вариантов
Ниже описан вариант настоящего изобретения со ссылкой на чертежи.
На Фиг.1 представлена автоматическая машина для упаковки и бандажирования в соответствии с вариантом настоящего изобретения.
В автоматической машине для упаковки и бандажирования 70 над корпусом 72 машины предусмотрена направляющая рамка 74 для ленты, имеющая почти U-образную конфигурацию. В направлякщей рамке 74 над корпусом 72 упаковочной машины имеется канал 76, по которому протягивается лента, образующая там петлю.
С другой стороны, в левосторонней части корпуса 72 упаковочной машины на Фиг.1 имеется свободно снимающаяся и надевающаяся катушка с лентой 78.
Хотя катушка с лентой 78 показана в данном варианте размещенной в корпусе 72 упаковочной машины слева, данное изобретение не ограничено таким расположением, катушка 78 может быть размещена снаружи корпуса 72 упаковочной машины.
Задняя приемная секция 80 выполнена разделяющей пластиной 75 в правосторонней части корпуса 72 упаковочной машины.
Задняя приемная секция 80 служит для временного размещения ленты В, протянутой назад из направляющей рамки 74, когда следует провести бандажирование.
Далее между задней приемной секцией 80 и скользящим столом 34 размещен контрольный блок 83. Как показано на Фиг.2, контрольный блок 83 снабжен средством подачи ленты 82 для ее подачи к стороне направляющей рамки 74 направляющим роликом 90, средством протяжки ленты назад 84 для протягивания назад
ленты со стороны направляющей канавки 74 ленты и средством натяжения 86 ленты для натяжения протянутой назад ленты.
Средство протяжки ленты назад 84 также выполняет функцию натяжения, как и средство натяжения 86, и пара роликов 94 и 88 являются этими двумя средствами. А конкретнее, средство протяжки ленты назад 84 и средство натяжения ленты 86 представляют собой реверсивный вращающийся ролик 94 на приводящей стороне и контактный ролик 88 на приводной стороне. С одной стороны контактный ролик 88 прижимом удерживается в контакте со средством подачи ленты 82 на нормальной вращающейся стороне и средством протяжки назад и средством натяжения 84 и 86 на обратной вращающейся стороне.
А конкретнее, средство подачи 82 ленты включает обычный вращающийся ролик 92 на приводящей стороне и контактный ролик 88 на приводной стороне. Кроме того, средство протягивания назад ленты 84 и средство натягивания ленты 86 представляют собой реверсивный вращательный ролик 94 на приводящей стороне и контактный ролик 88 на приводной стороне.
Контактный ролик 88 сидит на кулисе 96 или эксцентрическом валу. Когда кулиса 96 вращается, контактный ролик 88 прижимом приводится в контакт с нормальным вращательным роликом 92 или реверсивным вращательным роликом 94. Когда контактный ролик 88 приводится прижимом в контакт с нормальным вращательным роликом 92, как показано на Фиг.2, контактный ролик 88 отделяется от реверсивного вращательного ролика 94. И наоборот, когда контактный ролик 88 приводится прижимом в контакт с реверсивным вращательным роликом 94, он отделяется от нормального вращательного ролика 92.
Более того, если контактный ролик 88 приводится прижимом в контакт с реверсивным вращательным роликом 94, лента протягивается назад и натягивается.
На Фиг.3 показана конструкция блока с правым прижимным элементом 2, левым прижимным элементом 4 и средним прижимным элементом 6, которые предназначены выполнять операции прижима, сварки и резки концевой части ленты под действием кулачка. Эти три элемента размещены непосредственно под скользящим столом 34.
А конкретнее, правый прижимной элемент 2, левый прижимной элемент 4 и средний прижимной элемент 6 размещены в опорном блоке 8 и опорный блок 8 закреплен винтом 10 или другим подходящим средством между парой поверхностей 12 и 14.
С другой стороны, как показано на Фиг.4, кулачковый вал 41 вращательным образом поддерживается в предназначенных для него отверстиях, выполненных на плоскостях 12 и 14 поверхности. Кулачковый вал 41 вращается силой от привода, такого как мотор, который здесь не показан. Толкатели 16, 18 и 48 кулачков крепятся соответственно к нижним частям правого прижимного элемента 2, левого прижимного элемента 4 и среднего прижимного элемента 6. Эти толкатели 16, 18 и 48 прилегают к периферическим поверхностям кулачков 27, 26 и 28, расположенных на кулачковом валу 41. Элемент датчика 45 установлен интегрально с кулачковым валом 41.
Элемент датчика 45 фиксирует состояние последовательного движения кулачков 27, 26 и 28, размещенных на кулачковом валу 41, или элементов, работа которых зависит от них при вращении кулачков. Например, как показано на Фиг.5, через определенные интервалы на расстоянии друг от друга выполнены три отверстия 42, 44 и 46.
Обнаружение отверстий 42, 44 и 46 оптическим датчиком 50, состоящим из светоизлучающей части 50а и светопринимающей части 50b означает, например, начало каждой стадии. Если вращение кулачкового вала 41 останавливается при обнаружении отверстий, представляется возможным определить позиционную связь между элементами, когда начинается следующая стадия.
Кроме того, в автоматической машине для упаковки и бандажирования по варианту настоящего изобретения после того, как лента подается к направляющей рамке 74 средством подачи 82, длина протянутой назад ленты определяется средством обнаружения, которое будет описано ниже.
Более конкретно, для того, чтобы определить длину ленты, протянутой назад средством обратной протяжки 84 после подачи, проводятся следующие стадии. А именно, например, конечная часть ленты наматывается как петля вокруг направляющей рамки 74, как показано на Фиг.2, и затем прижимается к стопору 61 направляющей 60, который свободно ходит в почти горизонтальном направлении по траектории прохождения ленты, и при этом прижиме включается переключатель ограничения. После такого включения переключателя ограничения обнаружением количества вращений контактного ролика 88, вступающего прижимом в контакт с реверсивным вращательным роликом 94 средства 84 обратной протяжки ленты, определяется вышеуказанная длина протянутой назад ленты.
Если таким образом определить число вращений контактного ролика 88 и преобразовать в длину, получаем длину ленты, оттянутой назад. Следовательно, представляется возможным определить, осуществляется ли бандажирование в нормальном режиме с протяжкой назад или операция проходит вхолостую.
Если говорить о длине протянутой назад ленты, в том случае, когда длина протянутой назад ленты в операции бандажирования больше установленной длины, т.е. длины, соответствующей минимальному предназначенному для упаковки изделию в данной автоматической машине для упаковки и бандажирования, понятно, что бандажирование идет вхолостую.
В настоящем варианте в случае, когда таким средством обнаружения выявляется бандажирование вхолостую, выводится сигнал на контрольное устройство для контроля натяжения в части 83. По сигналу начинается вращение кулачкового вала 41 для вертикального перемещения правого прижимного элемента 2, левого прижимного элемента 4 и среднего прижимного элемента 6, показанных на Фиг.2. При вращении кулачкового вала 41 толкатели 16, 18 и 48 вертикально перемещаются в соответствии с конфигурацией кулачков 27, 26 и 28, находящихся на валу 41.
Следовательно, правый прижимной элемент 2, левый прижимной элемент 4 и средний прижимной элемент 6 вертикально перемещаются в определенной временной последовательности. А конкретно, лента обычно протягивается назад из стороны направляющей рамки, как показано на Фиг.6, и вторичное натяжение осуществляется средством натяжения 86 ленты.
После этого левый прижимной элемент 4 поднимается для прижима ленты В к скользящему столу 34, поддерживая этим состояние натяжения ленты. Затем средний прижимной элемент 6, находящийся ниже, поднимается и отрезает ленту резцом 40 и нагреватель 36 подводится в почти горизонтальном направлении к части ленты, накладывающейся сверху на изделие.
В результате поверхность ленты расплавляется нагревателем 36 и нагреватель 36, расплавляющий поверхность ленты, движется обратно в почти горизонтальном направлении. После этого средний прижимной элемент 6 поднимается, чтобы прижать и зафиксировать ленту В давлением на скользящий стол 34.
В настоящем изобретении, как упоминалось выше, средство обнаружения обнаруживает сигнал, если бандажирование происходит вхолостую. Следовательно, натяжение снимается или осуществляется в постоянном объеме с постоянной силой в зависимости от сигнала, затем лента В нагревается нагревателем 36 в течение определенного времени и кулачковый вал 41 временно останавливается.
В данном варианте вращение кулачкового вала 41 временно останавливается. Как показано на Фиг.6, время, которое требуется для подъема из нижнего положения среднего прижимного элемента 6 по направлению к нагревателю 36 и который расположен ниже нагревателя 36, составляет более долгий период, чем обычно.
Поэтому, даже если нагреватель 36 подводится и поверхность ленты расплавлена нагревателем 36, вращение кулачкового вала 41 временно останавливается. В результате поверхность ленты В, расплавленной нагревателем 36, охлаждается до того, как поднимется средний прижимной элемент 6. После этого средний прижимной элемент 6 поднимается вверх как обычно.
В настоящем варианте, таким образом, вращение кулачкового вала 41 временно останавливается в случае обнаружения бандажирования вхолостую. Даже если поверхность ленты нагрета нагревателем 36, она охлаждается прежде, чем средний прижимной элемент 6 поднимется для проведения прижима снова.
Соответственно поверхность ленты охлаждается до проведения прижима средним прижимным элементом 6. Когда нагретая и расплавленная часть ленты прижимается средним прижимным элементом 6 в таком состоянии, лента не приклеивается.
Таким образом, в настоящем варианте в случае, в котором имеет место бандажирование вхолостую, в состоянии, представленном на Фиг.7, лента в силу своей эластичности выскакивает наружу (выскакивание).
Кроме того, как в настоящем варианте, в случае, когда предусмотрен такой механизм выскакивания, достаточно одного только времени задержки во вращении кулачкового вала 41. Поэтому другого элемента совсем не требуется и конструкция в связи с этим очень упрощена. Соответственно снижаются и затраты. Более того, число вращений контактного ролика 88 задается постоянное. Даже если проводится повторная операция, ее стабильность гарантируется.
Хотя был описан только вариант настоящего изобретения, оно не ограничивается до данного варианта.
Например, хотя контактный ролик 88 представлен во взаимодействии с нормальным вращательным роликом 92 или реверсивным вращательным роликом 94 в данном варианте, могут быть предусмотрены и отдельные контактные ролики.
Как описывалось выше, в автоматической машине для упаковки и бандажирования в соответствии с настоящим изобретением в том случае, когда осуществляется бандажирование вхолостую, достаточно просто временной остановки вращения кулачкового вала, другие же операции остаются теми же, что и в традиционных машинах. Поэтому наличие отдельного элемента не требуется. Соответственно сборка не предполагает особых затрат и конструкция может быть небольшого размера.
Кроме того, даже если бандажирование осуществляется вхолостую, накладывающаяся часть ленты нагревается нагревателем и затем достаточно охлаждается и прижимается. Поэтому склейки не происходит.
И лента может выскакивать наружу в силу своей эластичности.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОВТОРНОЙ ПОДАЧИ ЛЕНТЫ В МАШИНЕ ДЛЯ УПАКОВКИ И БАНДАЖИРОВАНИЯ И МАШИНА ДЛЯ УПАКОВКИ И БАНДАЖИРОВАНИЯ С МЕХАНИЗМОМ ПОВТОРНОЙ ПОДАЧИ | 2003 |
|
RU2257312C2 |
| МАШИНА ДЛЯ УПАКОВКИ И БАНДАЖИРОВАНИЯ | 2003 |
|
RU2254273C1 |
| Автоматическая линия для изготовления тканых коммутационных плат | 1979 |
|
SU912031A1 |
| Машина для сортировки и упаковки чулок | 1984 |
|
SU1308664A1 |
| УСТРОЙСТВО ПОДАЧИ НЕПРЕРЫВНОЙ НАВИТОЙ ПО СПИРАЛИ ЛЕНТЫ В ИГЛОПРОБИВНОЙ МАШИНЕ | 2002 |
|
RU2280722C2 |
| ЭТИКЕТИРОВОЧНАЯ МАШИНА | 2006 |
|
RU2319647C1 |
| УСТРОЙСТВО И СПОСОБ УПАКОВКИ ГАБАРИТНЫХ ИЗДЕЛИЙ В ПЛЕНКУ | 2020 |
|
RU2752990C1 |
| АВТОМАТИЧЕСКИЙ КОМПЛЕКС НАНЕСЕНИЯ ЭТИКЕТОК | 2006 |
|
RU2319648C1 |
| Поточная линия для изготовления и упаковки, например, школьных тетрадей | 1959 |
|
SU131359A1 |
| УСТРОЙСТВО ДЛЯ ОБАНДЕРОЛИВАНИЯ КОРЕШКОВ ЦЕННЫХ БУМАГ | 1997 |
|
RU2123462C1 |
Изобретение относится к области упаковки и бандажирования изделий. Автоматическая машина для упаковки и бандажирования имеет простую конструкцию и способна легко снимать кольцо ленты в случае бандажирования вхолостую. Когда тыльная торцевая сторона ленты протягивается назад средствам обратной протяжки, длина протянутой назад ленты определяется средством обнаружения. Бандажирование ленты вхолостую определяется, если длина такой протянутой назад ленты больше заданной длины и лента наматывается вокруг скользящего стола. После этого вращение кулачкового вала временно останавливается по сигналу, в результате чего начало прижима, осуществляемого средним прижимным элементом после расплава нагревателем накладывающейся части ленты, задерживается на определенное время. 9 ил.
Автоматическая машина для упаковки и бандажирования, в которой на стадии подачи концевой части ленты на направляющую рамку ленты с помощью средства подачи и посредством вращения кулачкового вала, подведения к скользящему столу или отведения от него с определенным интервалом времени правого прижимного элемента, левого прижимного элемента и среднего прижимного элемента, расположенных непосредственно под скользящим столом, концевую часть ленты фиксируют правым прижимным элементом, тыльную торцевую сторону ленты протягивают назад средством для обратной протяжки в этом состоянии и ленту натягивают средством натяжения, ленту поднимают средним прижимным элементом и отрезают резцом, нагреватель подводят к свободной накладывающейся части ленты и расплавляют поверхность накладывающейся части ленты и после этого тыльную торцевую сторону ленты прижимают средним прижимным элементом, отличающаяся тем, что, когда тыльную торцевую сторону ленты протягивают назад средством протяжки, сила обратного натяжения определяется датчиком, и бандажирование ленты вхолостую определяется, если длина такой протянутой назад ленты больше заданной длины протянутого назад отрезка ленты, соответствующей размеру минимального изделия, предназначенного для упаковки, и вращение кулачкового вала временно останавливается по подаче сигнала, в результате чего начало прижима, осуществляемого средним прижимным элементом после расплава нагревателем накладывающейся части ленты, задерживается на определенное время.
| JP 10305812 A, 17.11.1998 | |||
| JP 2000142611 A, 23.05.2000 | |||
| US 5155982 A, 20.10.1992 | |||
| US 4912912 A, 03.04.1990 | |||
| US 4850179 A, 25.07.1989 | |||
| Установка для обвязки пакета изделий термопластичной лентой | 1985 |
|
SU1440796A1 |
| Устройство для обвязывания предметов упаковочной лентой | 1990 |
|
SU1731687A1 |
| Устройство для обвязки предметов лентой | 1983 |
|
SU1097521A1 |

