Предпосылки изобретения
1. Область изобретения
Настоящее изобретение относится к машине для упаковки и бандажирования, а конкретнее изобретение относится к автоматической машине для упаковки и бандажирования, включающей направляющую рамку для ленты и предназначенную автоматически выявлять состояние, когда лента на катушке заканчивается. Ленту на катушке используют в ряде операций подачи ленты на сторону направляющей рамки и оттяжки ее назад из направляющей рамки.
Описание известного уровня
Например, некоторые автоматические машины имеют размещенную в корпусе упаковочной машины катушку, на которой в большом количестве намотана лента (патентная заявка Японии №2002-67089).
В такой машине для упаковки и бандажирования катушка с лентой не выходит за пределы боковой поверхности корпуса упаковочной машины. За счет этого достигается преимущество небольшого размера машины.
С другой стороны, в традиционной машине для упаковки и бандажирования требуется значительная сила для протяжки ленты с катушки и подачи ее на сторону направляющей рамки. Поэтому в корпусе упаковочной машины предусмотрена основная камера размещения для ленты с небольшой длиной, которая именуется приемной секцией или приемной секцией для ленты, оттянутой назад.
Длина ленты, необходимая для бандажирования в несколько приемов, размешается в приемной секции. Поэтому при наличии приемной секции между катушкой с лентой и приемной секцией размещается еще и мотор для подачи ленты. Ленту подают с катушки в приемную секцию приводящей силой вращающегося вала мотора для подачи ленты.
С другой стороны, если имеется приемная секция для оттяжки ленты назад или обратной протяжки, в этой приемной секции находится только излишек ленты, оттянутой назад для однократного бандажирования. А точнее, той длины ленты, которая необходима для проведения бандажирования в несколько приемов и которая имеется в приемной секции для обратной протяжки, не хватает, в отличие от ленты, которая временно размещена в приемной секции для прямой протяжки.
Таким образом, в машине для упаковки и бандажирования, имеющей основную камеру хранения для ленты и именуемую просто приемной секцией или приемной секцией для обратной протяжки ленты, излишек, остающийся в приемной секции или в приемной секции для оттяжки ленты назад, используют для следующего бандажирования.
В некоторых случаях, в которых в машине бандажирование проводят заново, длины излишка ленты, находящейся в приемной секции, в частности в приемной секции для обратной протяжки, оказывается недостаточно. В этом случае возникает необходимость подать недостающую длину ленты непосредственно с катушки.
В такой машине для упаковки и бандажирования ленту, находящуюся в приемной секции или приемной секции для обратной протяжки, подают на сторону направляющей рамки с небольшим крутящим моментом с высокой скоростью, а недостающую длину ленты тянут с катушки с большим крутящим моментом с низкой скоростью.
В такой традиционной машине для упаковки и бандажирования момент, когда лента сматывается с катушки, заключенной в корпус упаковочной машины, и катушку надо заменить, определяется следующим образам.
Например, на пути движения ленты от катушки до приемной секции устанавливают фотоэлектрический переключатель или переключатель сближения и наличие ленты обнаруживают посредством переключателя. При обнаружении сигнала завершения ленты последующие операции машины для упаковки и бандажирования останавливаются. Таким образом, завершающий конец ленты не попадает в направляющую рамку.
Для того, чтобы определить, что катушка становится пустой и лента использована, обычно требуется установка фотоэлектрического переключателя или переключателя сближения. Это в свою очередь повышает стоимость машины.
Содержание изобретения
Учитывая эти обстоятельства, настоящее изобретение поставило своей задачей создание машины для упаковки и бандажирования, которая могла бы использовать не дорогостоящее средство для обнаружения конца ленты, сматывающейся с катушки, и, таким образом, снизить затраты.
Для решения поставленной задачи изобретение предлагает машину для упаковки и бандажирования, в которой имеется общий контактный ролик, свободно приводящийся в контакт прижимам и отделяющийся от нормального вращательного ролика и реверсивного вращательного ролика;
имеются:
средство подачи ленты, представляющее собой взаимодействие прижимом общего контактного ролика с нормальным вращательным роликом и предназначенное подавать конец ленты в машине на сторону направляющей рамки;
средство обнаружения для обнаружения состояния, когда концевая часть ленты попадает в установленную позицию на направляющей рамке ленты;
средство обратной протяжки ленты, представляющее собой взаимодействие прижимом общего контактного ролика с реверсивным вращательным роликом и предназначенное оттягивать назад ленту, поданную на сторону направляющей рамки по сигналу, генерированному средством обнаружения;
средство натяжения ленты для натяжения оттянутой таким образом ленты назад; и
приемная секция или приемная секция для обратной протяжки ленты внутри корпуса машины для временного размещения неиспользованной ленты, оттянутой назад средством обратной протяжки и натянутой средствам натяжения,
в которой, когда не использованную ленту, находящуюся в приемной секции или приемной секции для обратной протяжки, собираются использовать для следующего бандажирования, ее подают на сторону направляющей рамки приводящей силой средства подачи, включающего нормальный вращательный ролик и общий контактный ролик, и недостающую длину ленты дальше подают на сторону направляющей рамки непосредственно с катушки,
при этом скорость вращения привода для вращения катушки с лентой определяется средством обнаружения, когда недостающая длина ленты непосредственно подается с катушки на сторону направляющей рамки, и если скорость вращения привода меняется, это означает, что лента еще есть на катушке, и
если скорость вращения привода не меняется и вращение идет почти с постоянной скоростью, это означает, что ленты на катушке не осталось.
Часть привода, которая выявляет изменение скорости вращения, представляет собой общий контактный ролик, который является средствам подачи. В таком случае в машине для упаковки и бандажирования, включающей приемную секцию для обратной протяжки ленты, представляется возможным использовать эту часть, способную выявить изменение.
Более того, частью привода, которая выявляет изменение скорости вращения, может быть контактный ролик подачи в приемную секцию, который приводится в контакт прижимом с вращательным валом мотора приемной секции для подачи ленты от катушки к приемной секции.
В таком случае в машине для упаковки и бандажирования, включающей приемную секцию, представляется возможным использовать эту часть, способную выявить изменение скорости.
Предпочтительно, если средством выявления скорости вращения будет переключатель сближения.
Если скорость вращения определяется переключателем сближения, конструкция не требует особых затрат.
В машине с конструкцией, описанной выше, если определена скорость вращения определяющей части привода для прямого вращения катушки, а наличие изменения скорости вращения выявляют средством обнаружения, можно определить состояние сматывания ленты с катушки.
А конкретнее, в том случае, когда вращение идет почти с постоянной скоростью и скорость вращения не меняется, понятно, что лента, намотанная на катушке, закончилась и конец ленты отделился от катушки и катушка не вращается. Соответственно, операция подачи ленты прекращается по сигналу.
Более того, настоящее изобретение предлагает машину для упаковки и бандажирования, имеющую общий контактный ролик, который свободно приводится в контакт прижимом и отделяется от нормального вращательного ролика и реверсивного вращательного ролика;
средство подачи ленты, представляющее собой состояние контакта прижимом общего контактного ролика к нормальному вращательному ролику и служащее для подачи конца ленты в машине на сторону направляющей рамки для ленты;
средство обнаружения для определения попадания концевой части ленты в установленную позицию на направляющей рамке;
средство обратной протяжки ленты, представляющее собой состояние контакта прижимом общего контактного ролика к реверсивному вращательному ролику и служащее для оттяжки назад ленты, поданной на сторону направляющей рамки для ленты по сигналу, генерированному средствам обнаружения;
средство натяжения для натяжения ленты, оттянутой таким образом назад; и
приемную секцию или приемную секцию для обратной протяжки, которая имеется в корпусе упаковочной машины для временного размещения неиспользованной ленты, оттянутой назад средствам обратной протяжки ленты и средствам натяжения;
в которой, когда не использованную ленту, находящуюся в приемной секции или приемной секции для обратной протяжки, используют для последующего бандажирования, эту часть ленты подают на сторону направляющей рамки приводящей силой средства подачи, включающего нормальный вращательный ролик и общий контактный ролик, и недостающую длину ленты тянут непосредственно с катушки к стороне направляющей рамки и подают ее на сторону этой направляющей рамки,
при этом, когда недостающую длину ленты подают непосредственно с катушки на сторону направляющей рамки, средством обнаружения определяют скорость вращения привода для вращения катушки, и если скорость вращения привода меняется, это указывает на то, что лента еще присутствует на катушке,
лента присутствует на катушке, если скорость вращения привода не меняется, но вращение идет с почти постоянной скоростью и попадание концевой части ленты в установленную позицию на стороне направляющей рамки определяется средствам обнаружения, и
ленты на катушке не остается, если скорость вращения привода не меняется, но вращение идет с почти постоянной скоростью и попадание концевой части ленты в установленную позицию на стороне направляющей рамки не определяется средством обнаружения.
В настоящем изобретении с такой конструкцией выполняются те же функции, что и в известных машинах для упаковки и бандажирования. Но кроме того, такая конструкция имеет определенные преимущества и несет дополнительные функции.
А именно в такой машине,
(1) в случае, когда концевая часть ленты попадает в установленную позицию направляющей рамки и скорость вращения катушки не меняется,
определяется, что ленты на катушке не остается. Следовательно, бандажирование не проводится.
Однако в состоянии (1) бандажирование можно проводить. В машине для упаковки и бандажирования в соответствии с этим аспектом изобретения возможно точное определение наличия ленты на катушке, и при наличии условия (1) операция бандажирования проводится.
Кроме того, в настоящем изобретении машина включает диск с прорезью с интегральным креплением к вращательному валу общего контактного ролика или контактного ролика для подачи к приемной секции
Переключатель сближения выявляет прохождение бороздки прорези при вращении вращательного вала, посредством чего определяется скорость вращения общего контактного ролика или контактного ролика подачи к приемной секции.
Кроме того, в предложенной машине определение скорости вращения общего контактного ролика или контактного ролика подачи к приемной секции переключателем сближения осуществляется на пульсирующем напряжении переключателя,
и если интервал пульсации пульсирующего напряжения меняется, ясно, что лента остается на катушке, а
если пульсирующее напряжение имеет почти постоянный интервал пульсации, ясно, что на катушке ленты не осталось.
В машине по изобретению можно обнаружить завершающий конец ленты на катушке простым определением изменения скорости вращения контактного ролика. Если нужно определить конец ленты на катушке, нет необходимости вносить изменения в конструкцию машины, достаточно простого определения скорости вращения контактного ролика. Поэтому можно сократить число компонентов в конструкции, а также затраты. И это осуществляется простым электрическим контролем. Следовательно, контроль становится легким.
При наличии прохождения сигнала, указывающего, попадает ли конец ленты в установленную позицию на направляющей рамке, возможно более точное определение состояния операции. Например, даже если имеется перегиб ленты вблизи катушки и вторичная подача ленты идет без нагрузки, приложенной к катушке, можно точно определить, что лента все еще есть на катушке. В таком случае бандажирование можно проводить.
И кроме того, переключатель сближения легко определяет скорость вращения привода.
Краткое описание чертежей
На Фиг.1 представлен вид спереди машины для упаковки и бандажирования в соответствии с вариантом настоящего изобретения.
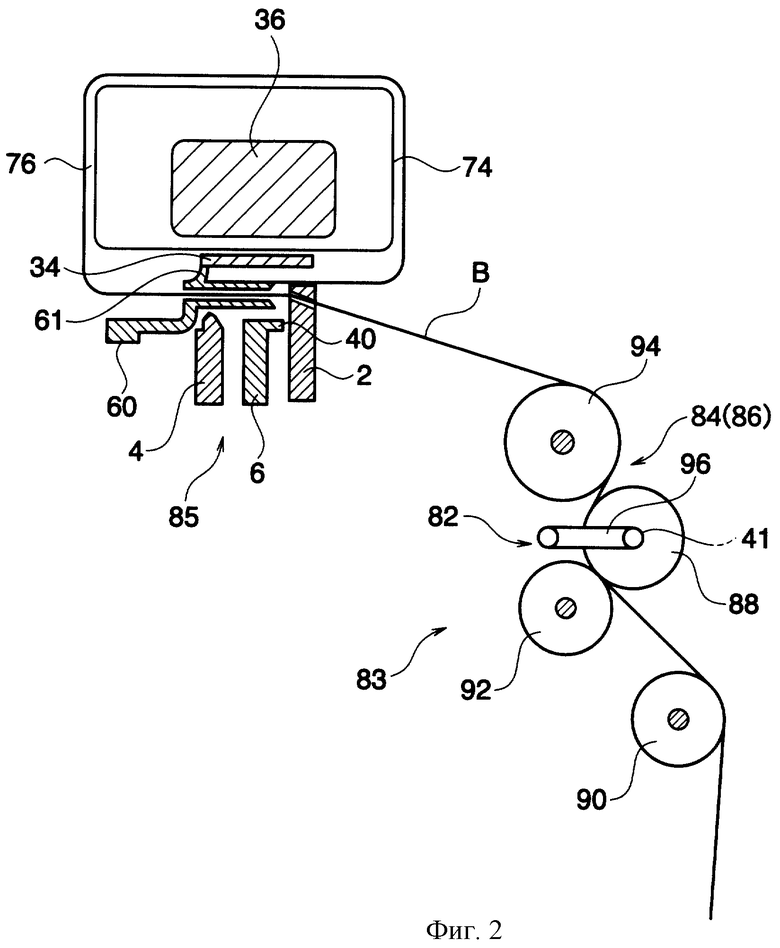
На Фиг.2 схематически представлена контрольная часть машины по Фиг.1.
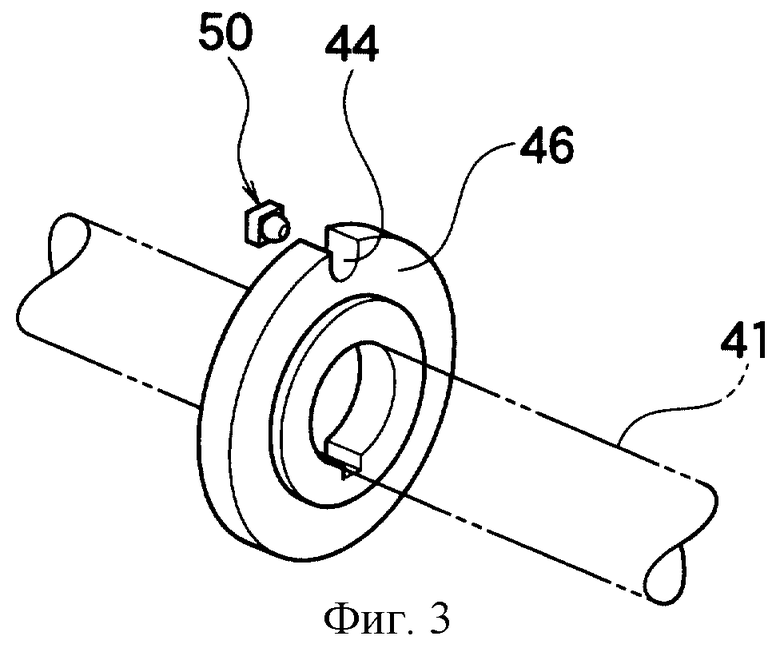
На Фиг.3 представлено перспективное изображение диска на вращательном валу, определяющего количество вращении контактного ролика.
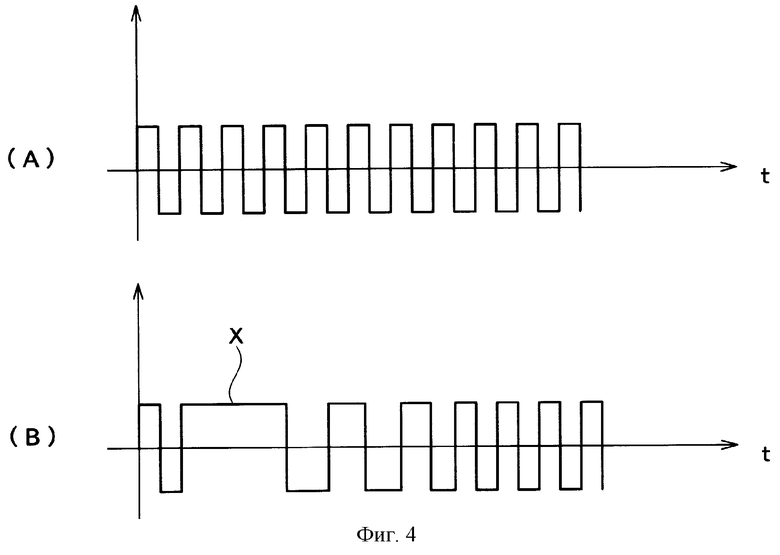
На Фиг.4А представлена диаграмма характеристики вращения контактного ролика в случае проведения первичной подачи и на Фиг.4В - диаграмма характеристики вращения контактного ролика в случае проведения вторичной подачи.
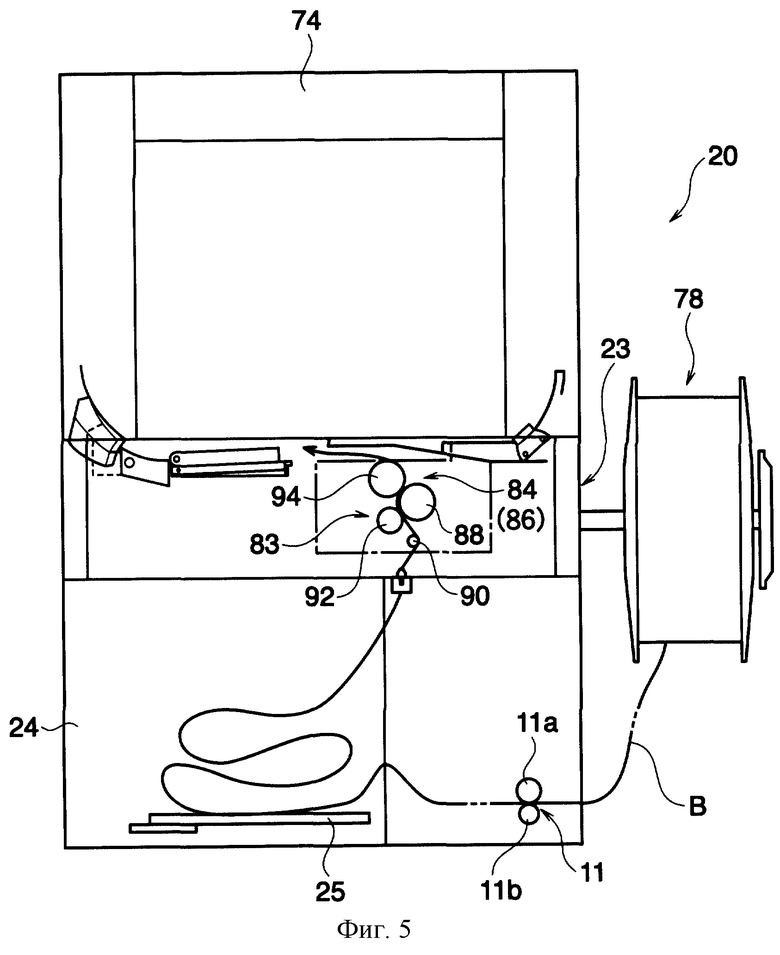
Фиг.5 - схематический вид машины для упаковки и бандажирования в соответствии с другим вариантам настоящего изобретения, а именно, машины, включающей приемную секцию вместо приемной секции для обратной протяжки.
Описание предпочтительных вариантов
Ниже описан вариант настоящего изобретения со ссылкой на чертежи.
На Фиг.1 представлена автоматическая машина для упаковки и бандажирования в соответствии с вариантом настоящего изобретения.
В автоматической машине для упаковки и бандажирования 70 в верхней части корпуса 72 машины имеется направляющая рамка 74 для ленты, имеющая почти U-образную конфигурацию. В направляющей рамке 74 над корпусам 72 упаковочной машины имеется канавка 76, по которой протягивается лента, образующая там петлю. С другой стороны, в левосторонней части корпуса 72 упаковочной машины на Фиг.1 имеется свободно снимающаяся и надевающаяся катушка с лентой 78. Приемная секция 80 для оттянутой назад ленты выполнена разделяющей пластиной 75 в правосторонней части корпуса 72 упаковочной машины.
Приемная секция 80 служит для временного размещения излишка ленты В, оттянутой назад из направляющей рамки 74, когда проводится бандажирование. Соответственно, длины ленты, находящейся в приемной секции 80 для обратной протяжки, недостаточно для следующего цикла бандажирования.
В такой машине 70 для упаковки и бандажирования в том случае, когда средством подачи 82, включающим пару роликов, излишек ленты, остающийся в приемной секции для обратной протяжки 80, подают к стороне направляющей рамки 74, подача идет с небольшим крутящим моментам с высокой скоростью (первичная подача ленты). С другой стороны, в том случае, когда излишка ленты нет в приемной секции для обратной протяжки 80, ленту подают с большим крутящим моментом с низкой скоростью, чтобы непосредственно протянуть ее с катушки 78 (вторичная подача ленты).
Более того, в машине 70 подающая часть 83 размещена между приемной секцией обратной протяжки 80 и скользящим столом 34.
Как показано на Фиг.2, подающая часть 83 включает средство подачи ленты 82 для ее подачи к стороне направляющей рамки 74 через направляющий ролик 90, средство протяжки ленты назад 84 для протягивания ленты назад от стороны направляющей рамки 74, и средство натяжения 86 ленты для натяжения оттянутой назад ленты.
Фактически, средство протяжки ленты назад 84 и средство натяжения 86 представляют собой реверсивный вращательный ролик 94 на приводящей стороне и общий контактный ролик 88 на приводной стороне соответственно. Кроме того, общий контактный ролик 88 выполняет также функцию средства подачи 82 на нормальной вращательной стороне и средства обратной протяжки 84 на реверсивной вращательной стороне (средства натяжения 86). И общий контактный ролик 88 селективно прижимом приводится в контакт с одним из роликов 92 и 94 на приводящей стороне.
Общий контактный ролик 88 поддерживается звеном 96 или эксцентрическим валом. При включении в работу звена 96 или эксцентрического вала контактный ролик 88 приводится прижимом в контакт с нормальным вращательным: роликом 92 или реверсивным вращательным роликом 94.
А именно, средство подачи ленты 82 включает в себя нормальный вращательный ролик 92 на приводящей стороне и общий контактный ролик 88 на приводной стороне. И средство обратной протяжки 84 и средство натяжения 86 ленты представляют собой реверсивный вращательный ролик 94 на приводящей стороне и общий контактный ролик 88 на приводной стороне.
Как показано на Фиг.2, когда общий контактный ролик 88 приводится прижимом в контакт с нормальным вращательным роликом 92, общий контактный ролик 88 отделяется от реверсивного вращательного ролика 94. И наоборот, когда общий контактный ролик 88 приводится прижимом в контакт с реверсивным вращательным роликом 94, общий контактный ролик 88 отделяется от нормального вращательного ролика 92.
Когда общий контактный ролик 88 приводится прижимом в контакт с реверсивным вращательным роликом 94, лента оттягивается назад и натягивается.
Правый прижимной элемент 2, левый прижимной элемент 4 и средний прижимной элемент 6, которые предназначены выполнять операции прижима, сварки и резки концевой части ленты под действием кулачка, размещены прямо в горизонтальном направлении упаковочной машины ниже направляющей рамки 74. Эти три элемента вертикально перемещаются через заданные интервалы времени, что соответствует форме кулачка, расположенного на кулачковом валу в нижней части машины.
Кроме того, под скользящим столом 34 в горизонтальном направлении свободно перемещается направляющий ленту элемент 60. Элемент 60 снабжен стопорам 61, на котором находится переключатель ограничения.
В контрольной части 85, когда концевая часть ленты подается к направляющей рамке 74 средством подачи 82 и попадает на стопор 61 направляющего элемента 60, включается переключатель ограничения и по сигналу лента начинает оттягиваться назад и натягиваться. Прежде всего, когда конец ленты попадает на стопор 61, правый прижимной элемент 2 поднимается таким образом, что конец ленты зажимается между ним и скользящим столом 34.
Затем направляющий элемент 60 отодвигается назад от скользящего стола 34. Когда концевая часть ленты В находится между правым прижимным блоком 2 и скользящим столам 34, лента В оттягивается назад средствам обратной протяжки 84 к приемной секции для обратной протяжки 80.
После этого средствам натяжения ленты 86 лента вторично натягивается и левый прижимной элемент 4 поднимается, чтобы прижать ленту В к скользящему столу 34. При этом лента поддерживается в состоянии натяжения и средний прижимной элемент 6, расположенный в нижней части, поднимается, чтобы отрезать ленту резцом 40. Далее, к накладывающейся части ленты подводят нагреватель, перемещающийся в горизонтальном направлении, и поверхность ленты расплавляют. После этого средний прижимной элемент 6 вновь поднимается, чтобы прижать и зафиксировать ленту В прижимом вместе со скользящим столом 34.
В машине для упаковки и бандажирования 70 в соответствии с настоящим изобретением и нормальный вращательный ролик 92 и реверсивный вращательный ролик 94 предназначены вращаться с двумя скоростями вращения. Когда они вращаются с высокой скоростью, крутящий момент небольшой. Когда они вращаются с низкой скоростью, крутящий момент большой.
А именно, если нормальный вращательный ролик 92 вращается с высокой скоростью, ленту можно быстро подавать к стороне направляющей рамки 74 с прохождением между нормальным вращательным роликом 92 и общим контактным роликам 88. В это время вращательный крутящий момент нормального ролика 92 небольшой. Такое условие приемлемо для ситуации, когда излишек ленты, находящейся в приемной секции для оттянутой назад ленты 80, показанной на Фиг.1, подают на сторону направляющей рамки 74 (первичная подача ленты).
С другой стороны, если нормальный вращательный ролик 92 вращается с низкой скоростью, ленту можно медленно подавать к стороне направляющей рамки 74. В это время вращательный крутящий момент нормального вращательного ролика 92 увеличивается. Поэтому такое условие приемлемо для ситуации, когда в приемной секции 80 нет излишка ленты и ее тянут непосредственно с катушки 78 и подают на сторону направляющей рамки 74 (вторичная подача ленты).
Далее будет описана ситуация, в которой ленту оттягивают назад и натягивают.
Если общий контактный ролик 88 приводится прижимам в контакт с реверсивным вращательным роликом 94, лента оттягивается назад и натягивается.
Прежде всего реверсивный вращательный ролик 94 вращается с высокой скоростью, так что лента быстро идет назад между реверсивным вращательным роликом 94 и общим контактным роликам 88. Кроме того, в это время вращательный момент реверсивного вращательного ролика 94 небольшой. Поэтому такое условие приемлемо для протяжки ленты назад после ее подачи на сторону направляющей рамки 74 (первичное натяжение ленты).
Если реверсивный вращательный ролик 94 вращается с низкой скоростью, лента медленно оттягивается назад между реверсивным вращательным роликом 94 и общим контактным роликам 88. В это время вращательный крутящий момент реверсивного вращательного ролика 94 устанавливается большим. Поэтому такое условие приемлемо для натяжения ленты, имеющее место после протяжки ее назад (вторичное натяжение ленты). При таком условии лента натягивается сильно.
В такой упаковочной машине 70, если ленту подают или натягивают для осуществления различных контрольных операций, определяют количество вращении общего контактного ролика 88, скорость его вращения и другие параметры. А именно, в машине для упаковки и бандажирования 70, как показано на Фиг.3, на вращательном валу 41, поддерживающим общий контактный ролик 88, имеется интегрально выполненный с валом диск 46 с прорезью 44. С вращением вала 41 переключатель сближения 50 определяет прохождение прорези. В результате определяется направление, в котором вращается контактный ролик 88, а также количество вращении, совершаемое им.
Например, если в машине 70 нужно подать ленту В из приемной секции 80 на сторону направляющей рамки 74 средствам подачи 82, ее подают с небольшим крутящим моментам с высокой скоростью нормальным вращательным роликам 92. Следовательно, скорость вращения общего контактного ролика 88 повышается.
С другой стороны, при вторичной подаче ленты, которую проводят после завершения первичной подачи, ленту непосредственно сматывают с катушки 78 прохождением между нормальным вращательным роликом 92 и общим контактным роликам 88 и подают на сторону направляющей рамки 74. Поэтому, когда лента сматывается с катушки, нагрузка увеличивается. Следовательно, время, необходимое для одного оборота во вращении общего контактного ролика 88, продлевается.
В настоящем варианте переключатель сближения 50 определяет, что скорость вращения общего контактного ролика 88 меняется в процессе такого перехода с первичной подачи ленты на вторичную подачу.
Как показано на Фиг.4А, когда проводят первичную подачу ленты, напряжение переключателя сближения 50, соотнесенное с прохождением времени вращения общего контактного ролика 88, идет с постоянным импульсом при первичной подаче, поскольку прорезь 44 проходит с той же скоростью в единицу времени.
С другой стороны, когда первичная подача ленты закончена и начинается вторичная подача, требуется больше времени на то, чтобы общий контактный ролик 88 совершил одно вращение, как показано обозначением Х на Фиг.4В. Это время постепенно сокращается и это указывает на то, что катушка 78 начинает вращаться от тяги ленты.
В этом случае ясно, что к катушке 78 подается нагрузка и общий контактный ролик 88 начинает вращаться с большим крутящим моментом с низкой скоростью.
Постепенно сопротивление катушки 78 уменьшается и вращение идет быстрее. Затем вновь возвращается состояние, в котором нагрузка не подается, как показано на Фиг.4А. Повторный переход из состояния Фиг.4В в состояние Фиг.4А указывает на то, что нагрузка катушки 78 снимается. Это говорит о том, что общий контактный ролик 88 вращается с одинаковой скоростью в единицу времени.
Соответственно, в случае, когда сигнал на Фиг.4А появляется вновь, катушка 78 и лента больше не вращаются как одно целое. Следовательно, можно сделать вывод, что конец ленты отделился от катушки 78. А именно, что лента, намотанная на катушке 78, закончилась.
При получении такого сигнала работа средства подачи 82 временно прекращается и машина останавливается. При этом завершающий конец ленты уже не может попасть на сторону направляющей рамки 74. Он зависает и оператор может вытянуть ленту рукой и заменить использованную катушку 78 новой.
Таким образом, в данном варианте нет необходимости использовать какой-то новый элемент, чтобы выявить завершающий конец ленты на катушке 78. Простое изменение вращения общего контактного ролика 88 указывает на момент, когда катушку следует заменить.
Когда лента с катушки смоталась, работа средства подачи 82 прекращается и, более того, сигнал можно вывести на дисплей, зуммер или другое подобное устройство.
Хотя был описан только один вариант настоящего изобретения, оно не ограничивается до данного варианта. Например, кроме указанного контрольного устройства, можно еще предусмотреть механизм, который не будет допускать нарушений в режиме работы.
Автоматическая машина для упаковки и бандажирования 70 имеет такую конструкцию, что для катушки 78 предусмотрен также тормоз, позволяющий избежать излишнего ее вращения. То есть тормоз не дает ей вращаться далее, когда нужная длина ленты уже отмотана.
Однако в некоторых случаях, когда тормоз не дает нужного эффекта, катушка 78 продолжает вращаться и вокруг катушки образуется излишек ленты.
При вторичной подаче недостающую длину ленты непосредственно подают вращением катушки 78. А в случае наличия такой свободно висящей ленты на катушке 78 при вторичной подаче этот излишек ленты забирается и катушка уже не вращается.
В этом случае затянутый во времени импульс, показанный обозначением Х на Фиг.4В, не формируется. В таком случае выводится ошибочный сигнал, что лента с катушки 78 смоталась, хотя она все еще есть на катушке 78.
Соответственно, чтобы этого ошибочного сигнала не было, дополнительным критерием может служить состояние наличия концевой части ленты на стороне направляющей рамки, уложенной в виде петли в рамке и достигшей установленной позиции. Чтобы предотвратить такой ошибочный сигнал, желательно установить условие, при котором будет подаваться сигнал переключателя ограничения, указывающий на состояние достижения концом ленты стопора 61 на направляющем элементе 60.
А конкретнее, желательно учесть следующие три условия:
(1) условие, при котором меняется вращение катушки 78;
(2) условие, при котором вращение катушки 78 не меняется и средство обнаружения (переключатель ограничения) определяет, что конец ленты достигает стопора 61 (переключатель включен); и
(3) условие, при котором вращение катушки 78 не меняется и средство обнаружения (переключатель ограничения) не определяет, что конец ленты достигает стопора 61 (переключатель выключен);
В случае (1) лента остается на катушке, так как описано в варианте, и идет операция бандажирования.
В случае (2) лента остается на катушке 78 и операция бандажирования ведется на основании этого сигнала.
В случае (3) лента использована и бандажирование закончено.
Помимо наличия изменения во вращении катушки 78 при подаче ленты, средство обнаружения определяет, достигает ли конец ленты стопора 61. Кроме того, к этим условиям добавляется сигнал, посланный средством обнаружения. Следовательно, это позволяет точнее определить, осталась ли лента на катушке 78 или катушка пуста.
Хотя в данном варианте в корпусе упаковочной машины 72 имеется приемная секция для оттянутой назад ленты 80, изобретение также применимо с машиной, в которой вместо приемной секции для оттянутой назад ленты 80 предусмотрена просто приемная секция.
На Фиг.5 показана упаковочная машина 20, имеющая такую приемную секцию 24.
Так же как и упаковочная машина 70, машина 20 включает средство подачи ленты 82, средство обратной протяжки 84, средство натяжения 86, направляющую рамку 74 для ленты и прочие составляющие.
Более того, в упаковочной машине 20 вместо приемной секции для размещения оттянутой назад ленты предусмотрена просто приемная секция 24 в левосторонней части корпуса 23 машины. А катушка 78 расположена снаружи корпуса 23 упаковочной машины.
В такой машине 20 в качестве привода для подачи ленты В от катушки 78 в приемную секцию 24 представлен ролик 11, подающий ленту к приемной секции.
Подающий ролик 11 включает приводящий вал 11а, связанный с мотором, который не показан, и подающий контактный ролик 11b, который приводится в контакт с валом прижимом. В этом случае определяется вес ленты, действующий на балансную пластину 25 в приемной секции 24. В результате, если выявляется, что длина собранной ленты меньше установленной, ленту непосредственно подают с катушки 78 посредством подающего ролика 11 и ту часть, которая имеется в приемной секции 24.
В такой упаковочной машине 20, как видно из Фиг.4, посредством определения изменения в напряжении переключателя сближения 50, соотнесенного с прохождением времени подающего контактного ролика 11b для прямого вращения катушки 78, представляется возможным определить, использована ли лента, а также определить средством обнаружения, достигает ли конец ленты стопора 61, показанного на Фиг.2.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОВТОРНОЙ ПОДАЧИ ЛЕНТЫ В МАШИНЕ ДЛЯ УПАКОВКИ И БАНДАЖИРОВАНИЯ И МАШИНА ДЛЯ УПАКОВКИ И БАНДАЖИРОВАНИЯ С МЕХАНИЗМОМ ПОВТОРНОЙ ПОДАЧИ | 2003 |
|
RU2257312C2 |
| АВТОМАТИЧЕСКАЯ МАШИНА ДЛЯ УПАКОВКИ И БАНДАЖИРОВАНИЯ | 2003 |
|
RU2249548C1 |
| Автоматическая линия для изготовления тканых коммутационных плат | 1979 |
|
SU912031A1 |
| ПЕЧАТНО-ОТМЕТОЧНАЯ МАШИНА | 1968 |
|
SU210186A1 |
| КАРТОФЕЛЕХРАНИЛИЩЕ | 1990 |
|
RU2019951C1 |
| УСТРОЙСТВО для УПАКОВКИ СИГАРЕТ В ПАЧКИ | 1969 |
|
SU256675A1 |
| Фотокамера | 1990 |
|
SU1728843A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО КОНТРОЛЯ СНИМАЕМОЙ АЛЬФА-ЗАГРЯЗНЕННОСТИ ТВЭЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2017 |
|
RU2663209C1 |
| УСТРОЙСТВО ДЛЯ ТРАНСПОРТИРОВКИ И ОБРАБОТКИ УПАКОВОК ДЛЯ ЖИДКОСТЕЙ | 1994 |
|
RU2138426C1 |
| Автоматическая линия для упаковывания электрических ламп | 1987 |
|
SU1620371A1 |
Настоящим изобретением предлагается машина дли упаковки и бандажирования, которая без излишних затрат определяет состояние, когда лента на катушке заканчивается. В упаковочной машине, включающей в корпусе машины приемную секцию для оттянутой назад ленты, в которой находится неиспользованная лента, и из которой ее подают и затем дополнительно подают ленту с катушки, определяют скорость вращения контактного ролика, когда длина ленты, поданной средством подачи с катушки, недостаточна. И если скорость вращения не меняется и вращение идет почти с постоянной скоростью, и концевая часть ленты не попадает в установленную позицию направляющей рамки, это означает, что ленты на катушке не осталось. Подается сигнал, по которому подача ленты нормальным вращательным роликом останавливается. 2 н. и 10 з.п. ф-лы, 5 ил.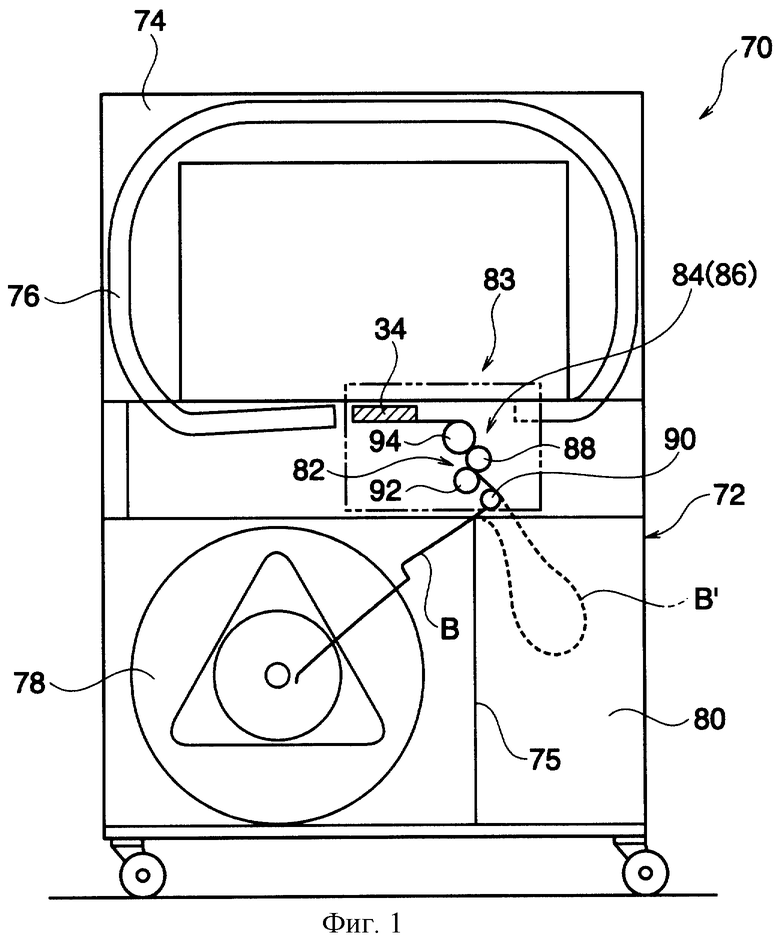
| Способ получения силикагеля для хроматографии | 1983 |
|
SU1174376A1 |
| Контейнер | 1972 |
|
SU604783A1 |
| Центифуга для разделения сыпучих материалов | 1976 |
|
SU596288A1 |
| Устройство для обвязки рулонов | 1982 |
|
SU1062135A1 |
| Привод к устройству для обвязки изделий лентой | 1984 |
|
SU1211152A1 |
| Устройство для обвязки изделий | 1980 |
|
SU891508A1 |

