Изобретение относится к технике автоматизации процесса обжига сырьевого материала во вращающихся печах и может быть использовано, например, в металлургической промышленности, преимущественно в производстве огнеупорных материалов.
Известен способ управления процессом обжига, включающий измерение температуры отходящих газов в зоне декарбонизации, измерение и изменение расхода топлива, измерение расхода материала, вычисление разности температур материала и отходящих газов в зоне декарбонизации, по которой определяют удельный расход топлива на единицу сырья, а изменение осуществляют в зависимости от вычисленного удельного расхода топлива, при этом удельный расход топлива вычисляют с учетом задержки времени, равной времени прохождения материала от зоны декарбонизации до зоны спекания (см., например, авт. свид. СССР №851075, кл. F 27 D 19/00, 1971).
Недостатком известного способа является нестабильность теплового режима печи из-за нарушения оптимального соотношения топливо-первичный воздух, приводящего к температурным перенапряжениям и понижению надежности работы печи.
Другим недостатком известного технического решения является необходимость точного определения температуры в зоне декарбонизации.
В то же время точное определение температуры в зоне декарбонизации возможно лишь при наличии надежных и долговечных термопар и при учете влияния на их работу большого количества возмущающих воздействий и помех, возникающих вследствие вращения печи. Время прохождения материала по зонам не является величиной постоянной и зависит от многих факторов (величины расхода материала, его физико-химического состава, температуры в зоне декарбонизации и др.).
Наиболее близким к предлагаемому является способ управления процессом обжига материала во вращающейся печи, включающий измерение температуры в зоне спекания и расхода топлива, моделирование процесса обжига во вращающейся печи, расчет предсказанной моделью температуры в зоне спекания и соответствующее изменение подачи топлива (см. авт. свид. СССР №842373, кл. F 27 D 19/00, 1979).
Недостатком данного способа управления является то, что он не позволяет осуществлять обжиг материала с заданным качеством, так как расчет предсказанной моделью температуры в зоне спекания и измерения температуры в зоне спекания в прототипе осуществляется с большой погрешностью и надежностью. Кроме того, способ не позволяет вести непрерывное управление температурой материала по всей длине печи или во всех зонах, а также управлять тепловыми деформациями корпуса и футеровки вращающейся печи.
Задачей, на решение которой направлено изобретение, является повышение эффективности управления температурным режимом процесса переработки сырьевого материала во вращающейся печи и обеспечение повышения сроков ее службы.
Технический результат, достигаемый при использовании предлагаемого способа, заключается в повышении качества готового продукта и долговечности работы печи.
Сущность изобретения заключается в том, что способ управления процессом обжига материала во вращающейся печи включает моделирование процесса обжига во вращающейся печи с получением оптимальной температуры материала в зоне спекания, измерение температуры материала в зоне спекания, формирование и подачу управляющих воздействий на температурный режим обжига, отличающийся от известного тем, что измерение температуры материала в зоне спекания осуществляют бесконтактным сканированием температурного поля наружной поверхности печи (в зоне спекания материала), идентифицируют сканированную температуру поля наружной поверхности печи с температурой материала в контролируемой зоне спекания, определяют разность между измеренным значением температуры материала в зоне спекания и полученным ее значением на модели, затем производят соответствующее изменение управляющих воздействий на температурный режим обжига из условия минимизации разности упомянутых температур.
Оптимальным вариантом способа является то, что на модели рассчитывают оптимальную температуру материала в печи во всех ее зонах по длине, получают желаемый оптимальный профиль распределения температурного поля по всей длине печи, сканируют реальный профиль температурного поля наружной поверхности печи и идентифицируют сканированные значения температуры в заданных зонах наружной поверхности печи с температурой обжигаемого материала в соответствующих зонах печи, затем изменяют управляющие воздействия до максимально возможного совпадения реального и оптимального профилей температурного поля материала по зонам длины печи.
Сущность предложенного способа управления процессом обжига материала во вращающейся печи приводится ниже.
В зависимости от реальных технологических параметров x1, x2, хn-1, хn (состав шихты, теплоносителя и т.д.) из условия удовлетворения принятых критериев управления (минимум энергетических затрат, максимум производительности оборудования и т.д.) на математической модели, адекватной процессу обжига материала во вращающейся печи, получают оптимальное значение температуры материала в зоне спекания. Например, она для начальных условий х01, х02,..., х0(n-1), х0n для цементного клинкера получилась равной 1500°С. Для поддержания полученного значения температуры материала в различных зонах по длине вращающейся печи используют различные управляющие воздействия, например расход и состав шихты, расход теплоносителя, разряжение в печи, длина факела и т.д. Однако, как бы точно не были рассчитаны и измерены управляющие воздействия, на управляемый процесс реально всегда действуют и возмущающие воздействия. Поэтому без измерения отклонения установившейся температуры материала в зонах вращающейся печи от прогнозированной на модели невозможно управлять процессом обжига с требуемой динамической и статистической точностью. Таким образом, для достижения технического эффекта предлагаемого изобретения необходимо измерять текущую температуру материала в печи. В предлагаемом изобретении измерение температуры материала в зоне спекания осуществляют путем бесконтактного сканирования температурного поля наружной поверхности контролируемой зоны печи и идентификации сканированного температурного поля с фактической температурой материала. Указанную идентификацию проводят с использованием специальной программы для ЭВМ, разработанной на основе теплообменных процессов между элементами вращающейся печи и обжигаемого материала. Такая программа здесь не может быть приведена, т.к. является предметом коммерции. Точность идентификации до±0,5°С. Полученную фактическую величину температуры материала в зоне сравнивают с заданной или прогнозированной ее величиной на модели, затем изменением принятой для этой зоны управляющего воздействия добиваются минимизации результата сравнения, обычно - до величины погрешности прогноза на модели и идентификации.
Таким образом, бесконтактное сканирование температурного поля наружной поверхности контролируемой зоны вращающейся печи и последующая идентификация этого поля с температурой материала обеспечивают достаточно высокую точность измерения фактической температуры обжигаемого материала внутри печи, а следовательно, независимо от возмущающих факторов обеспечивает поддержание температуры обжига с высокой точностью, не более 0,5-1,0°C. Это безусловно обеспечивает снижение деформационных напряжений в элементах печи и стабильность качества готовой продукции, т.е. дает повышение сроков службы оборудования и качества продукции.
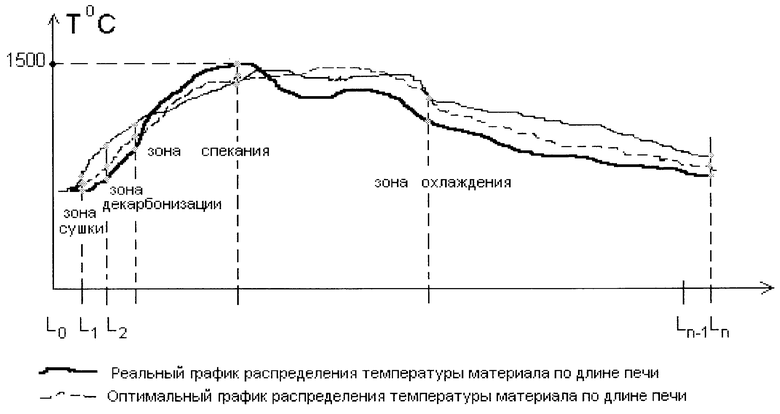
Дополнительное улучшение технического результата предлагаемого изобретения достигается тем, что на модели получают значения оптимальных температур материала в печи в заранее заданных зонах по длине печи L0, L1,..., Ln-1, Ln, например в зонах нагрева, спекания и остывания. Наибольший технический эффект достигается, если в упомянутых зонах прогнозируют не менее чем в 2-3 точках по длине каждой заданной зоны. Полученные таким путем значения температур соединяют плавной линией, которую назовем заданным профилем температуры материала по длине печи, оптимально удовлетворяющим выбранным критериям управления. Согласно п.2 сканируют фактический профиль температурного поля наружной поверхности вращающейся печи, идентифицируют с профилем распределения температурного поля материала по всем заданным зонам по длине печи. Затем синхронно проводят сопоставление или зонное сравнение измеренных значений температуры материала в заданных зонах и изменением соответствующих управляющих воздействий добиваются максимально возможного совмещения упомянутых температурных профилей материала. Физическую прозрачность изложенного способа иллюстрируют графики на чертеже.
Это обеспечивает дополнительное повышение точности и надежности управления теплофизическими процессами по всей длине вращающейся печи, а следовательно, дополнительно улучшает качество готовой продукции и сроки службы оборудования.
Технический результат также дополнительно улучшается, если сравнение идентифицированного значения температуры материала в заданной зоне печи с прогнозированным на модели значением температуры материала производят через интервалы времени Δt в зависимости от величины - времени изменения (установления) температуры наружной поверхности корпуса вращающейся печи, а именно Δt-(0,5-1,2)Ти, где Ти - время установления температуры наружной поверхности корпуса печи или время инерционности по температуре при отработке единичного возмущения. Здесь при Δt=0,5* Ти повышается точность измерения температуры материала, но дальнейшее уменьшение величины Δt приводит к снижению сроков службы сканера. При Δt=1,2 Ти обеспечивается достаточно высокая точность измерения температуры материала и долговечность работы сканера. Промежуточные значения Δt выбираются в зависимости от количества точек упомянутой идентификации в каждой зоне.
| название | год | авторы | номер документа |
|---|---|---|---|
| СИСТЕМА УПРАВЛЕНИЯ ПРОЦЕССОМ ОБЖИГА МАТЕРИАЛА ВО ВРАЩАЮЩЕЙСЯ ПЕЧИ | 2002 |
|
RU2232959C2 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ОБЖИГА СЫРЬЕВОГО МАТЕРИАЛА ВО ВРАЩАЮЩЕЙСЯ ПЕЧИ | 1998 |
|
RU2139482C1 |
| Способ управления процессом обжигаСыРья пРи пРОизВОдСТВЕ цЕМЕНТНОгО КлиН-KEPA BO ВРАщАющЕйСя пЕчи | 1979 |
|
SU834383A1 |
| СПОСОБ ОБНАРУЖЕНИЯ ХАРАКТЕРНЫХ ЗОН СПЕКАНИЯ ВО ВРАЩАЮЩЕЙСЯ ПЕЧИ ОБЖИГА КЛИНКЕРА | 2003 |
|
RU2268449C2 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ОБЖИГА МЕТАЛЛУРГИЧЕСКОГО СЫРЬЯ В ПЕЧИ КИПЯЩЕГО СЛОЯ И ЕЕ ОСТАНОВКИ | 2005 |
|
RU2293936C2 |
| СИСТЕМА УПРАВЛЕНИЯ ВРАЩАЮЩЕЙСЯ ПЕЧЬЮ ДЛЯ ОБЖИГА КЛИНКЕРА | 1992 |
|
RU2068162C1 |
| СПОСОБ ОБЖИГА ВЫСОКОКАРБОНАТНОГО СЫРЬЯ ВО ВРАЩАЮЩЕЙСЯ ПЕЧИ | 2001 |
|
RU2211815C2 |
| СПОСОБ КОНТРОЛЯ И УПРАВЛЕНИЯ ПРОЦЕССОМ ВОССТАНОВЛЕНИЯ ОБМАЗКИ НА ФУТЕРОВКЕ ВРАЩАЮЩЕЙСЯ ОБЖИГОВОЙ ПЕЧИ | 2009 |
|
RU2395773C1 |
| Способ сжигания твёрдого топлива во вращающейся печи (варианты) | 2017 |
|
RU2648732C1 |
| Способ управления процессом обжига ма-ТЕРиАлА BO ВРАщАющЕйСя пЕчи | 1979 |
|
SU836498A1 |
Изобретение относится к области автоматики и может использоваться при управлении процессом спекания или сушки материалов во вращающихся печах. Техническим результатом является повышение качества готовой продукции и увеличение сроков службы элементов печи. Способ управления процессом обжига материала во вращающейся печи включает моделирование процесса обжига материала на его математической модели, сканирование температурного профиля наружной поверхности корпуса печи в функции ее длины, формирование и подачу управляющих воздействий на температурный режим обжига. На математической модели получают оптимальную или желаемую траекторию изменения температуры материала по всей длине печи и используют ее как заданную. Сканированные значения температуры путем расчета идентифицируют на температуру обжигаемого материала. Сравнение идентифицированного значения температуры материала в заданной зоне печи с прогнозированным на модели значением температуры материала для той же зоны производят через интервалы времени Δt в зависимости от величины времени изменения температуры наружной поверхности корпуса вращающейся печи, а именно, Δt=(0,5-1,0)Тн, где Тн - время установления температуры наружной поверхности корпуса печи или время инерционности по температуре. 1 ил.
Способ управления процессом обжига материала во вращающейся печи, включающий моделирование процесса обжига материала на его математической модели, сканирование температурного профиля наружной поверхности корпуса печи в функции ее длины, формирование и подачу управляющих воздействий на температурный режим обжига, отличающийся тем, что на математической модели получают оптимальную или желаемую траекторию изменения температуры материала по всей длине печи и используют ее как заданную, а сканированные значения температуры путем расчета идентифицируют на температуру обжигаемого материала, сравнение идентифицированного значения температуры материала в заданной зоне печи с прогнозированным на модели значением температуры материала для той же зоны производят через интервалы времени Δt в зависимости от величины времени изменения температуры наружной поверхности корпуса вращающейся печи, а именно, Δt=(0,5-1,0)Тн, где Тн - время установления температуры наружной поверхности корпуса печи или время инерционности по температуре, полученные расчетные значения сравнивают с желаемыми при одновременном их задании в функции длины печи, затем проводят соответствующее изменение управляющих воздействий на температурный режим обжига из условия минимизации разности упомянутых температур.
| Способ управления процессом обжигаСыРьЕВОй СМЕСи BO ВРАщАющЕйСя пЕчи | 1979 |
|
SU842373A1 |
| САТАРИН В.И., и др | |||
| Цементная промышленность за рубежом, Госстройиздат, Москва, 1963, стр.251-253 | |||
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ОБЖИГА СЫРЬЕВОГО МАТЕРИАЛА ВО ВРАЩАЮЩЕЙСЯ ПЕЧИ | 1998 |
|
RU2139482C1 |
| БИОЛОГИЧЕСКИ АКТИВНАЯ ДОБАВКА | 2013 |
|
RU2599826C2 |

