Изобретение относится к способам контроля процессов обжига клинкера во вращающейся печи для производства цемента.
Известны способы контроля температурного режима объектов различного класса, где по характеру распределения температуры прогнозируется состояние технологического объекта.
Известен способ обнаружения нарушений кровообращения конечностей пациента [1]. Способ основан на следующих операциях: 1) регистрация температуры точек конечности вдоль определенной линии ноги, 2) сравнение и выделение асиметрии двух зафиксированных кривых температуры как факт при заболеваниях, 3) синхронизация показаний датчика температуры точек конечности по длине, 4) проведение многочисленных замеров распределения температурного поля конечностей, 5) преобразование аналоговых сигналов датчиков температуры и положения в цифровую форму, их запоминание и преобразование в матрицу, 6) обработка по определенному алгоритму и диагностика отклонений температур точек конечностей конкретного человека от номинальных средних для человека.
Недостаток данного способа состоит в том, что сканирование проводится вручную, точность фиксации положения недостаточная, существенна зависимость температуры от длин конечностей конкретного человека и, естественно, другой объект исследования, т.е. другое применение.
Наиболее близким по технической сущности и достигаемому эффекту является способ контроля температурного режима во вращающейся печи [2].
В известном способе контролируют: разрежение и температуру газа на входе и выходе печи, после каждой ступени теплообменника; температуру материала на входе и выходе печи; температуру и скорость движения колосниковой решетки; потребляемую мощность привода; скорость вращения привода; расход сырья и топлива; давление и расход воздуха, подаваемого в холодильник; температуру и давление воздуха, отсасываемого из холодильника; давление под решеткой холодильника; состав отходящих газов и показатели качества, включая свободную окись кальция в клинкере; вычисляют критерий минимизации суммы взвешенных дисперсий параметров показателя качества, в который входит и температура по длине печи.
Известный способ контроля температуры обладает существенными недостатками. Контролируется температура только в отдельных точках, что не полностью отражает связь с показателем качества обжига, т.е. функционально мало с ним связана.
При обжиге во вращающейся печи определяющим для получения клинкера заданных характеристик, отвечающих оптимальным значениям качества, является соблюдение температурного профиля на всей длине печи, а особенно на отдельных участках.
Это подтвердили исследования, проведенные на печи, температурный профиль которой определялся с помощью сканирующего устройства.
Обработкой экспериментальных данных (массив состоял из месячного набора данных нормальной эксплуатации) и расчетами прогнозирующей модели методом регрессионного анализа установлено, что при определении координат условной "зоны спекания" для выбранной температурной прямой T=const, обеспечивается максимальный коэффициент парной корреляции между показателями качества (γ - насыпной вес, СаО - свободный кальций в кремнеземе) и координатами характерной "зоны спекания". Значение T=const для конкретной печи определяется путем предварительной обработки данных.
На чертеже представлен температурный профиль печи с указанием значений коэффициента корреляции η для наиболее значимого показателя качества (γ - насыпной вес), вычисленного для различных температур. Характерной "зоне спекания" соответствуют значения X1 и ΔХ.
В качестве прототипа принимаем способ по [2].
Задачей предлагаемого изобретения является определение участка температурного профиля печи, координаты которого наилучшим образом связаны с показателями качества получаемого клинкера.
Поставленная цель достигается следующим образом. Измеряют с помощью сканера температурный профиль наружной поверхности печи, полученную функцию распределения температуры по длине печи T=F(L) апроксимируют кусочно-линейной функцией с интервалом ΔL, определяют координаты зоны спекания X1 - как начало условной "зоны спекания" и ΔХ - как ширина условной "зоны спекания" путем пересечения функции Т=F(L) с горизонтальной прямой заданной температуры, связанной с показателем качества наибольшим коэффициентом корреляции.
Способ реализуется следующим образом.
1. С помощью сканирующего устройства измеряют температурный профиль печи.
2. Строят зависимость T=F(L), апроксимируют эту зависимость кусочно-линейной функцией по длине печи L с интервалом ΔL.
3. Разбивают температурный интервал ΔT на интервалы Δt, где ΔТ=maxT-minT, а число зон разбиения n=ΔТ/Δt. (Допустимая погрешность квантования температуры определяется технологической инструкцией и, например, для печи длиной 185 м и диаметром 6,5 м составляет 50°С.
4. Находят параметры условной зоны спекания Xi и ΔХi в виде пересечения апроксимированной кривой Tmin=F(L) и семейством прямых  .
.
5. Формируют информационную матрицу из значений параметров характерной зоны спекания Xi и ΔXi и показателей качества - γi CaOi.
6. Определяют размерность матрицы n×m, где m=1,2... - столбцы, n - число строк (строится в результате исследований стационарных случайных процессов).
7. Для каждых значений Xi, ΔХi и γi, CaOi определяют коэффициенты парной корреляции методом регрессивного анализа. Результаты расчетов приведены в таблице.
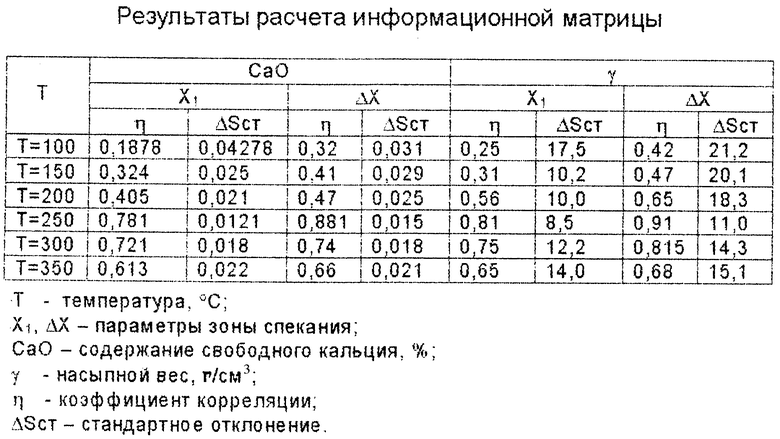
8. Искомые значения X1 и ΔХ соответствуют такому значению температуры Т, при котором коэффициент корреляции между X1, ΔХ и γ, CaO максимален. Из таблицы видно, что это выполняется при Т=250°С.
9. Находят параметры характерной зоны спекания для конкретной печи.
Для реализации способа используется система контроля режима работы печи, состоящая из датчиков контроля температуры в различных точках, датчика контроля температуры материала, системы контроля показателей качества, а также сканера, обеспечивающего измерение температуры профиля наружной поверхности MP-40.
Предложенное изобретение является новым потому, что оно неизвестно из уровня техники, так как отличается операциями способа: по температурному профилю наружной стенки печи, измеренному сканером, определяют условную "зону спекания" с координатами X1 и ΔХ, которая связана с критерием управления процессом - показателем качества с наибольшим коэффициентом корреляции.
Предложенное изобретение является промышленно применимым, потому что на печах обжига, оснащенных сканерами, существуют технические и программные средства для выполнения необходимых измерительных и математических операций для определения параметров условной "зоны спекания".
Предложенное изобретение обладает изобретательским шагом, потому что содержит новую последовательность действий.
Измерение температурного профиля печи.
Апроксимация функции распределения температуры Т=F(L) по длине печи кусочно-линейной функцией с интервалом ΔL.
Определение координат условной "зоны спекания" X1 - как начало условной "зоны спекания" и ΔХ - как ширина условной "зоны спекания" путем пересечения функции Т=F(L) с горизонтальной прямой заданной температуры, связанной с показателем качества наибольшим коэффициентом корреляции.
Литература.
1. "Термографическая установка". Международная заявка №80/01514 от 24.07.78, класс G 01 D 1/02, G 01 D 9/38, приоритет 17.01.79.
2. А.Е. Гельфанд. "Статистические методы в управлении цементным производством". Л.: Стройиздат, 1979 г., стр.115-122.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ОБЖИГА МАТЕРИАЛА ВО ВРАЩАЮЩЕЙСЯ ПЕЧИ | 2001 |
|
RU2249775C2 |
| СИСТЕМА УПРАВЛЕНИЯ ПРОЦЕССОМ ОБЖИГА МАТЕРИАЛА ВО ВРАЩАЮЩЕЙСЯ ПЕЧИ | 2002 |
|
RU2232959C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ МЕСТА ЗАГРУЗКИ ФЕРРИТОВЫХ ИЗДЕЛИЙ ПРИ СПЕКАНИИ В КАМЕРНОЙ ПЕЧИ | 1989 |
|
SU1690288A1 |
| СПОСОБ РЕГУЛИРОВАНИЯ ПРОЦЕССА ОБЖИГА ЦЕМЕНТНОГО КЛИНКЕРА | 1991 |
|
RU2015128C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЕЛИТОВОГО ПОРТЛАНДЦЕМЕНТНОГО КЛИНКЕРА С ПЫЛЕПОДАВЛЕНИЕМ ПРИ ЕГО ОБЖИГЕ И ЦЕМЕНТ НА ОСНОВЕ ЭТОГО КЛИНКЕРА | 2003 |
|
RU2237628C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОРТЛАНДЦЕМЕНТНОГО КЛИНКЕРА | 1996 |
|
RU2114078C1 |
| АНОД ФТОРНОГО СРЕДНЕТЕМПЕРАТУРНОГО ЭЛЕКТРОЛИЗЕРА | 2002 |
|
RU2285062C2 |
| Вращающаяся печь для обжига цементного клинкера | 2017 |
|
RU2648734C1 |
| Способ контроля и регулирования химического состава обжигаемой смеси | 1985 |
|
SU1308589A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРТЛАНДЦЕМЕНТА И СПОСОБ ИЗГОТОВЛЕНИЯ БЕТОННЫХ И ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ НА ОСНОВЕ ИЗГОТОВЛЕННОГО ПОРТЛАНДЦЕМЕНТА | 1995 |
|
RU2060979C1 |
Изобретение относится к способам контроля процессов обжига клинкера во вращающейся печи для производства цемента. Техническим результатом предлагаемого изобретения является определение участка температурного профиля печи, координаты которого наилучшим образом связаны с показателями качества получаемого клинкера. Измеряют с помощью сканера температурный профиль наружной поверхности печи, полученную функцию распределения температуры по длине печи T=F(L) апроксимируют кусочно-линейной функцией с интервалом ΔL, определяют координаты зоны спекания X1 - как начало условной "зоны спекания" и ΔХ - как ширина условной "зоны спекания" путем пересечения функции Т=F(L) с горизонтальной прямой заданной температуры, связанной с показателем качества наибольшим коэффициентом корреляции. 1 ил., 1 табл.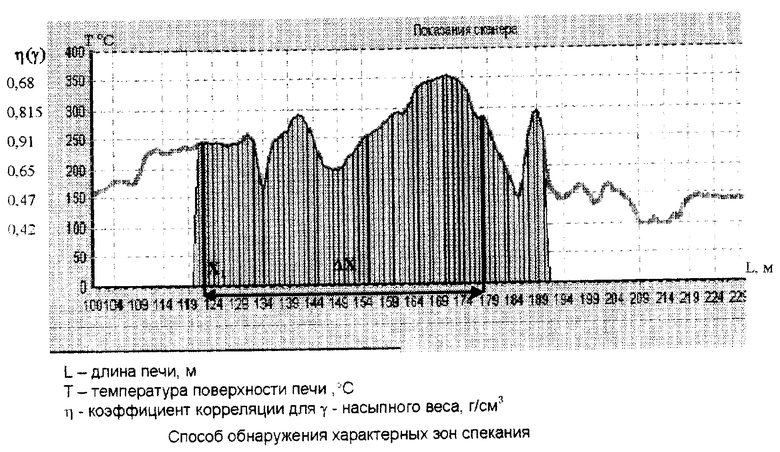
Способ обнаружения характерных зон спекания во вращающейся печи обжига клинкера, включающий контроль разряжения и температуры воздуха на входе и выходе печи, контроль температуры клинкера на выходе печи, контроль показателей качества: γ - насыпной вес, СаО - свободная окись кальция в клинкере, отличающийся тем, что измеряют температурный профиль наружной поверхности печи, апроксимируют функцию распределения температуры Т=F(L) по длине печи L кусочно-линейной функцией с интервалом ΔL, разбивают температурный интервал ΔT на интервалы Δt, где ΔТ=maxT-minT, а число зон разбиения n=ΔT/Δt, определяют координаты зоны спекания Х1 - как начало условной «зоны спекания» и ΔХ - как ширина условной «зоны спекания» путем пересечения функций Т=F(L) с горизонтальной прямой заданной температуры, формируют информационную матрицу из значений параметров характерной зоны спекания Х1 и ΔХ и показателей качества - γ1, СаО1, определяют размерность матрицы n×m, где m=1,2... - столбцы, n - число строк, для каждых значений Х1, ΔХ и γ1,СаО1, определяют коэффициенты парной корреляции методом регрессивного анализа, искомые значения Х1, ΔХ для конкретной печи и соответствующей температуры связаны с показателями качества наибольшим коэффициентом корреляции.
| WO 8001514, 24.07.1980.SU 393566 A1, 01.01.1973.SU 399705 A1, 01.01.1973.SU 217260 A1, 01.01.1968.SU 720278 А1, 05.03.1980.US 4983214, 08.01.1991. |

