Изобретение относится к трубопрокатному производству, в частности к технологическому инструменту косовалкового прошивного стана для производства горячекатаных труб.
Интенсификация процесса косовалковой прошивки, в первую очередь увеличение степени и скорости деформации металла, сопровождаются прогрессирующим износом технологического инструмента прошивного стана. Наиболее тяжелые условия работы технологического инструмента возникают во входном конусе очага деформации, а именно, на участке прошивки заготовки оправкой и деформировании тонкостенной гильзы, расположенном между сечениями вторичного захвата и пережима валков. На данном участке процесс деформирования происходит в интенсивно сужающемся калибре, образованном валками, линейками и оправкой, с преодолением лобового сопротивления как оправки и линейки, так и, собственно, валков, поэтому характеризуется развитием и поцикловым накоплением внеконтактной поперечной деформации, повышенным усилием металла на инструмент, интенсивным скольжением, разогревом неподвижного инструмента трения: оправки и линеек, с развитием негативных явлений, ускоряющих износ последних.
Наименее затратным и перспективным направлением, способствующим повышению обжатия в процессе прошивки и стойкости прокатного инструмента, получившим развитие, является совершенствование калибровки технологического инструмента, и в частности, оправок прошивного стана как наиболее нагруженных и изнашиваемых. Известны технические решения, обеспечивающие повышение обжатия и стойкости оправок, в которых на рабочем конусе оправки размещены так называемые зоны «отдыха» или «разгрузки», например в виде чередующихся выступов и выемок, расположенных перпендикулярно к оси оправки или по винтовой линии (а.с. СССР №84456, В21В 25/00, В21В 25/04, опубл. 01.01.1950), либо выполненных равномерно по периметру оправки периодически повторяющихся овальных выемок (а.с. СССР №642028, В21В 25/00, В21В 19/04, опубл. 15.01.1979).
Известна оправка прошивного стана, на рабочем конусе которой выполнены выемки в виде парабол, ориентированные в меридиональном направлении (а.с. СССР №1258530, В21В 25/00, опубл. 23.09.1968).
Однако перечисленные технические решения по ряду причин не нашли широкого практического применения. Так, оправки (а.с. СССР №84456) с размещенными на рабочем конусе чередующимися выступами и выемками, расположенными перпендикулярно к оси оправки или по винтовой линии, сложны в изготовлении и при прошивке создают повышенное сопротивление осевому перемещению металла, вследствие чего увеличиваются усилие металла на технологический инструмент и энергоемкость процесса прошивки. Также сложны в изготовлении и оправки, выполненные по а.с. СССР №1258530, а кроме того, процесс прошивки на такой оправке характеризуется повышенной вибрацией технологического оборудования стана, что недопустимо.
В конструкции оправки по а.с. №642028 геометрические размеры (глубина и ширина) выемок и их месторасположения на оправке не обеспечивают ощутимого повышения обжатия при условии сохранения стойкости технологического инструмента. Глубина выемок составляет не более 1,0-2,0% от величины диаметра оправки, выемки выполнены на участке оправки, расположенном за пережимом валков, то есть на менее загруженных и изнашиваемых участках оправки.
Наиболее близким техническим решением, принятым за прототип, является технологический инструмент косовалкового прошивного стана (а.с. СССР №341205, В21В 19/04, В21В 25/00, опубл. 05.06.1972), содержащий валки, включающие конус прошивки и конус раскатки, разделенные пережимом, линейки и оправку, выдвинутую за пережим валков и выполненную с кольцевой выемкой на участке рабочего конуса, соответствующего пережиму валков.
Недостатком прототипа является расположение кольцевой выемки на участке рабочего конуса, соответствующем пережиму валков прошивного стана, и следовательно, несоизмеримо малые геометрические размеры выемки по отношению к диаметрам оправки и используемой заготовки. А ее размеры при таком расположении, согласно формуле прототипа, должны быть соизмеримы с размером пережима. Однако для абсолютного большинства калибровок валков прошивных станов участок пережима (поясок) составляет 15-30 мм, в некоторых калибровках поясок отсутствует вообще (Ю.М. Матвеев, Я.Л. Ваткин «Калибровка инструмента трубных станов». Металлургия, 1970, с.39, 121), в том числе, например, на валках новых прошивных станов крупных ТПА «159-426» ОАО «ВТЗ» и ТПА «5"-12"» ОАО «ТАГМЕТ». Для последнего случая ширина пережима валков превращается в линию пересечения образующих входного и выходного участков валка, и кольцевой выемки на оправке не должно быть по определению. Таким образом, ширина кольцевой выемки, расположенной на участке рабочего конуса оправки, соответствующего пережиму валков, ограничена пределами от 0 до 30 мм.
Известно, что для качественной раскатки кольцевого гребня (образовавшегося на поверхности заготовки в результате заполнения металлом кольцевой выемки и являющегося зеркальным отражением ее формы и размера), исключающей образование поверхностных дефектов в виде закатов и плен, необходимо выполнение обязательного условия: обеспечение соотношения между длиной и глубиной выемки в пределах не менее 12-15. При меньшем соотношении в результате заполнения металлом выемки и образования кольцевого выступа на внутренней поверхности заготовки-гильзы возможно образование кольцевой плены или заката, что ухудшает качество поверхности гильзы. Согласно этому условию, максимальная глубина кольцевой выемки при максимальной ее длине (30 мм) не должна превышать 2 мм. Малые геометрические размеры кольцевой выемки на рабочем конусе оправки по отношению к диаметрам используемых заготовок от 140 до 450 мм, а также величинам обжатий по пережиму от 10 до 24% и перед носком оправки от 4,5 до 10% - не могут обеспечить ощутимого повышения обжатия при использовании оправки по прототипу.
Другим фактором является унификация трубных заготовок и использование заготовок возможно больших диаметров. Если до восьмидесятых годов прошлого столетия на малых ТПА «140» использовали заготовки диаметром 80÷90 мм, то в настоящее время минимальный диаметр заготовок составляет 120÷140 мм и непрерывно-литых заготовок - 150÷156 мм. При этом ширина пережима валков не увеличивается, а напротив, как уже отмечено, снижается, даже на валках крупнейших ТПА.
На участке очага деформации, соответствующем пережиму валков, заканчивается рост и накопление внеконтактной поперечной деформации, а на последующем участке выходного конуса начинается интенсивное уменьшение накопленной внеконтактной деформации. Таким образом, максимальное увеличение обжатия в пережиме посредством выполнения кольцевой выемки на рабочем конусе оправки, соответствующему пережиму валков (по прототипу), составляет 2-4 мм. Однако эта небольшая для участка прежима величина обжатия окажется весьма значительной для наиболее нагруженного участка оправки, расположенного перед пережимом валка, поскольку именно на данном участке даже незначительное уменьшение щели калибра, образованного валком, оправкой и линейками, резко повышают лобовое сопротивление технологического инструмента, что приводит к аналогичному повышению величины давления и скольжения металла, разогреву и износу оправки и линеек.
Таким образом, использование оправки по прототипу с кольцевой выемкой, соответствующей пережиму валков, может обеспечить малоощутимое до 2-4% увеличение обжатия по пережиму, но при этом существенно ухудшить работу технологического инструмента на наиболее нагруженном участке очага деформации до сечения пережима валков, при существующих значениях величин обжатий перед носком оправки в пределах 4-6%.
Кольцевая выемка по прототипу размещена на участке оправки с диаметром, близким к максимальному, то есть имеющим по сравнению с носовым участком большие массу и теплоемкость и поэтому подвергающемся меньшему разогреву и, следовательно, износу при прошивке. Максимальный же разогрев и износ оправок происходит на рабочем конусном участке, расположенном до калибрующего участка и имеющем меньшую массу и теплоемкость.
Техническая задача, решаемая изобретением, заключается в повышении обжатия заготовки, снижении износа технологического инструмента прошивного стана и улучшении качества поверхности гильз.
Поставленная задача решается за счет того, что в технологическом инструменте косовалкового прошивного стана, содержащем валки, включающие конус прошивки и конус раскатки, разделенные пережимом, линейки и оправку, выдвинутую за пережим валков и выполненную с кольцевой выемкой на рабочем конусе, согласно изобретению, кольцевая выемка выполнена на части рабочего конуса оправки длиной не более 3/4 длины рабочего конуса от поперечного сечения начала калибрующего участка оправки и глубиной 1,5-12,0% от величины диаметра оправки.
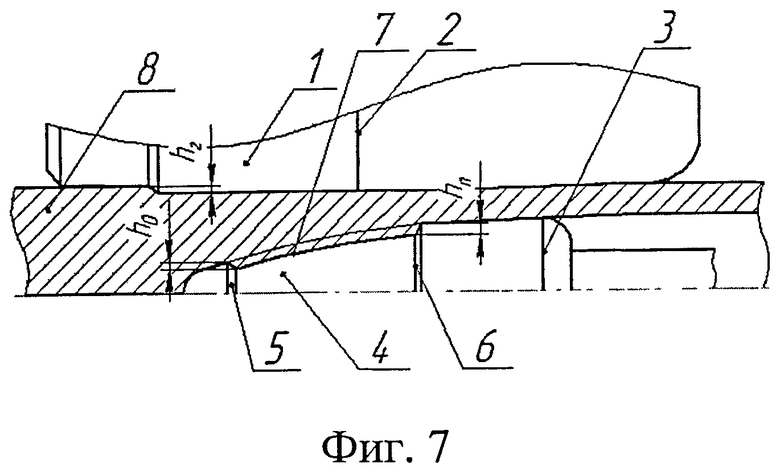
Кроме того, кольцевая выемка образована пересечением участков конических поверхностей, равных по высоте и с разнонаправленной конусностью, с эквидистантной поверхностью рабочего конуса оправки, причем в сечении, соответствующем началу калибрующего участка оправки, расположен участок прямого конуса, а в носовой части оправки - участок обратного конуса. Кольцевая выемка образована пересечением поверхностей участка обратного конуса и рабочего конуса оправки в носовой части и сопряжением поверхности кольцевой выемки с поверхностью рабочего конуса оправки в сечении, соответствующем началу калибрующего участка оправки. Кольцевая выемка образована пересечением поверхностей участка прямого конуса и рабочего конуса оправки в сечении, соответствующем началу калибрующего участка оправки, и сопряжением поверхности кольцевой выемки с поверхностью носового участка оправки. Кольцевая выемка образована пересечением поверхностей участков прямого и обратного конусов с поверхностью рабочего конуса оправки при выполнении условия hn>h0, где:
hn - высота прямого конуса; h0 - высота обратного конуса.
Помимо того, кольцевая выемка образована пересечением поверхностей участков прямого и обратного конусов с поверхностью рабочего конуса оправки при выполнении условия hn<h0, где:
hn - высота прямого конуса; h0 - высота обратного конуса.
Кольцевая выемка образована пересечением поверхностей участков прямого и обратного конусов с цилиндрической поверхностью оправки, выполненной на участке рабочего конуса. В технологическом инструменте на конусе прошивки валков, соответствующем безоправочному участку очага деформации, выполнен кольцевой гребень, по высоте соразмерный глубине кольцевой выемки на оправке.
Изобретение иллюстрируется рисунками, где на фиг.1 схематично в разрезе показан очаг деформации прошивного косовалкового стана с предлагаемой оправкой и оправкой-прототипом, а также закономерности изменения овальности поперечного сечения заготовки-гильзы вдоль очага деформации. На фиг.2-6 показаны различные варианты выполнения оправки с кольцевой выемкой, а на фиг.7 - расположение технологического инструмента - валка с кольцевым гребнем и оправки с кольцевой выемкой - в очаге деформации.
Технологический инструмент, расположенный в очаге деформации прошивного стана, включает: 1 - валок прошивного стана, выполненный с пережимом 2 валка; 3 - оправку прошивного стана, выполненную с кольцевой выемкой 4 на участке рабочего конуса оправки; 5 - обратный конусный участок оправки (не участвующий в деформировании); 6 - прямой конусный участок оправки (участвующий в деформировании); 7 - эквидистанту образующей участка рабочего конуса оправки до сечения, соответствующего началу калибрующего участка оправки. В очаге деформации показана заготовка-гильза 8. Линейки на рисунке не показаны. Оправка 9 по прототипу выполнена с кольцевой выемкой 10 на участке, соответствующем пережиму валков. (Для упрощения пережим 2 валка выполнен без разделительного пояска, т.е. в виде линии, соответственно кольцевая выемка на оправке 9 условно изображена в виде линии 10.) На рисунке показаны закономерности изменения овальности 11 поперечного сечения заготовки-гильзы в очаге деформации при использовании оправки 3 предлагаемой конструкции и 12 - при использовании оправки 9 по прототипу.
При прошивке сплошную заготовку задают в валки с пережимом, вращающиеся в одну сторону, которые захватывают заготовку, и, придавая ей винтовое движение, перемещают навстречу оправке. В процессе деформации заготовка приобретает овальность, которая возрастает на участке деформации до сечения, соответствующего пережиму валков, что является следствием поциклового развития и накопления внеконтактной поперечной деформации. Эта накопленная внеконтактная поперечная деформация в виде избыточного объема металла в поперечном сечении гильзы поглощается увеличенной щелью, образованной выемкой оправки и валком. При этом за счет выполнения кольцевой выемки на рабочем конусе оправки, соответствующем началу калибрующего участка оправки, а также принятых ее геометрических параметров - длины и глубины, представляется возможность существенно уменьшить усилие металла, а также овальность 11 поперечного сечения заготовки-гильзы на данном, наиболее нагруженном участке очага деформации в сравнении с овальностью 12 при использовании для прошивки технологического инструмента по прототипу.
Уменьшение усилия металла на технологический инструмент способствует повышению стойкости валков и оправок, а снижение овальности гильзы облегчает работу линеек и повышает их износостойкость. Наличие кольцевой выемки на рабочем конусе оправки, соответствующем началу калибрующего участка оправки, выполненной с определенными геометрическими размерами, также уменьшает лобовое сопротивление оправки, улучшает условия и стабилизирует вторичный захват, что способствует улучшению качества гильз.
Предлагаемое выполнение технологического инструмента обеспечивает возможность существенно повысить степень обжатия при прошивке, что особенно востребовано в настоящее время в связи с необходимостью массового освоения производства труб из непрерывно-литой заготовки, предельный минимальный диаметр которой, по условию кристаллизации и формирования заготовки, ограничен размером 156 мм, и замены используемых в настоящее время заготовок катаного металла диаметрами 120-150 мм, которые являются более затратными и менее качественными.
Оправки с максимальными геометрическими размерами кольцевой выемки, длиной не более 3/4 участка рабочего конуса оправки от поперечного сечения, соответствующего началу калибрующего участка оправки, и глубиной до 12,0% от величины диаметра оправки, используют при прошивке с большим «посадом» гильзы по диаметру относительно диаметра задаваемой в стан заготовки, то есть при применении высоких степеней обжатий (например, при изготовлении гильзы диаметром 125-128 мм из заготовки диаметром 156 мм, с общим обжатием 20-22%). Превышение размеров более заявленного предела приводит к переполнению металлом калибрующего участка очага деформации, образованного калибрующим участком оправки и выходным конусом валка, и ухудшению качества поверхности гильзы (наличие винтового следа, волнистости).
Оправки с минимальными геометрическими размерами кольцевой выемки, глубиной не более 1,5% от величины диаметра оправки и длиной, определяемой при выполнение обязательного условия соотношения между длиной и глубиной выемки в пределах не менее 12-15, используют для повышения износостойкости оправки и линеек при незначительных (10-12%) обжатиях по пережиму.
Конструкция оправки, выполненная в соответствии с п.2 (фиг.1) используется в процессах прошивки, характеризующихся высокими степенями обжатий в пережиме и перед носком оправки, преимущественно при прокатке гильз с большим «посадом» по диаметру (14-18%) относительно диаметра заготовки, т.е. в процессах, в которых «лавинообразный» характер роста и накопления внеконтактной поперечной деформации проявляется в максимальной степени.
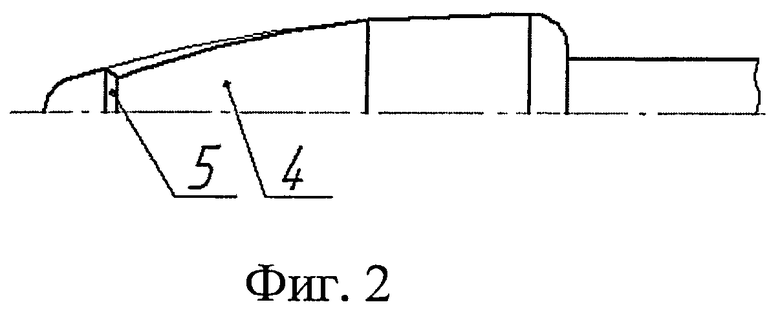
Конструкцию оправки с кольцевой выемкой, выполненной по п.3 формулы (фиг.2), целесообразно применять для прошивки заготовок с использованием оправок, не имеющих выраженного носика. В этом случае образование и накопление поцикловой внеконтактной деформации происходит с меньшей степенью, чем в случае прошивки с использованием конструкции оправки выполненной в соответствии с п.2 формулы. В данном случае наличие участка с обратным конусом 5 и разгрузочной зоной способствует интенсивному отводу тепловой энергии от носового участка на менее нагруженный и поэтому на менее нагретый последующий участок оправки и удовлетворительному охлаждению носового участка оправки.
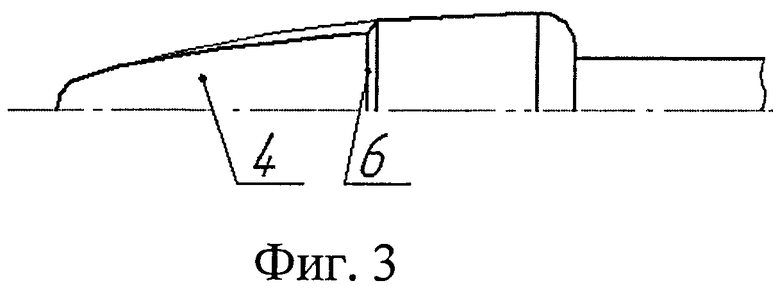
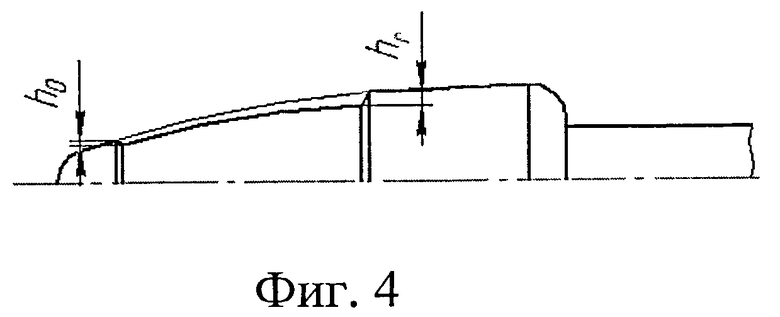
Конструкцию оправки с кольцевой выемкой, выполненной по п.4 формулы (фиг.3), используют в процессах прошивки с целью максимального уменьшения конусности рабочего участка и улучшения условий вторичного захвата заготовки, а также уменьшения износа рабочего конуса оправки за счет погашения роста внеконтактной поперечной деформации до сечения пережима валков и далее, вплоть до калибрующего участка оправки.Выполнение оправки с кольцевой выемкой по п.5 формулы (фиг.4) в максимальной степени способствует погашению поперечной деформации и снижению усилия на оправку и линейки.
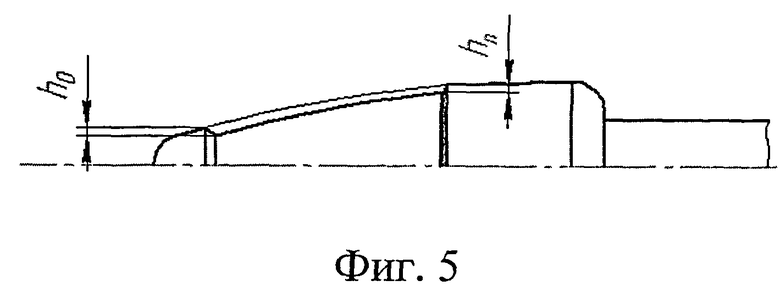
Конструкцию оправки с кольцевой выемкой, выполненной по п.6 формулы (фиг.5), целесообразно использовать в процессе прошивки на калибровках, имеющих короткий очаг деформации (прошивные станы старого типа с короткой бочкой валка), и необходимости использования оправки с большими углами конусности рабочего участка. Очевидно, что для данного случая длина кольцевой выемки на оправке должна уменьшаться в соответствии с уменьшением длины оправки и ее рабочего конуса.
Чтобы компенсировать большие величины деформации на коротком рабочем участке оправки необходимо обеспечить при укороченной длине кольцевой выемки объем металла, компенсирующий рост внеконтактной поперечной деформации. В максимальной степени это достигается при использовании оправки с кольцевой выемкой, образованной пересечением поверхностей участков прямого и обратного конусов с цилиндрической поверхностью оправки, выполненной на участке рабочего конуса (п.7 формулы, фиг.6). Оправку такой конструкции, как и оправку, выполненную в соответствии с п.2 формулы, используют в процессах, осуществляемых на коротких, с большим углом конусности, оправках, характеризующихся наиболее тяжелыми режимами деформирования.
Изобретение иллюстрируется следующим примером.
На прошивном стане ТПА «140» прокатывали непрерывно-литую заготовку диаметром 156 мм из углеродистой стали «Д» в гильзу размером 140×10 мм. Температура нагрева металла составляла 1230-1240°С, угол подачи валков β=10 градусов. Расстояние между валками в пережиме составляло 125 мм, между линейками - 139 мм. При прошивке использовали водоохлаждаемую оправку действующей конструкции со сферическим рабочим конусом и опытную, с кольцевой выемкой, выполненной на части рабочего конуса, выдвинутого против хода прошивки за пережим валков.Диаметр оправок действующей и опытной конструкций составлял 110 мм. Размеры кольцевой выемки на опытной оправке составляли: глубина прямого и обратного конусных участков hn=h0=4 мм, длина кольцевой выемки от поперечного сечения начала калибрующего участка оправки - 87 мм. Поверхность выемки выполнена эквидистантной поверхности рабочего конуса оправки. Выдвижение оправки за пережим валков составило 117 мм, что соответствовало 12,0% обжатия перед носком оправки. Величина общего обжатия в пережиме валков составляла 20-22%.
Прокатывали две партии заготовок. В одной партии прошивку осуществляли на действующей сферической оправке, в другой - на опытной оправке с кольцевой выемкой. При прошивке на действующей оправке ее стойкость составила 1-2 прохода. Оправку вынуждены были заменить по причине износа рабочего конусного участка. Вследствие интенсивного износа и малой стойкости оправок прошивка на действующей оправке была прекращена, и вся партия заготовок объемом 50 тонн была прошита на опытных оправках. Полученные гильзы были прокатаны в трубы диаметром 114 мм. Средняя стойкость оправок, выполненных в соответствии с предлагаемым изобретением, составила 180 проходов. Вся партия заготовок была прокатана с использованием одного комплекта линеек прошивного стана, качество прокатанных труб удовлетворительное.
Более значительное повышение обжатия перед носком и в пережиме достигалось выполнением на конусе прошивки валков кольцевых выступов с гребнями, соответствующими безоправочному участку очага деформации, высотой, например 4 мм, соизмеримой с глубиной кольцевой выемки на оправке (в приведенном примере глубина составляла 4 мм). Наличие кольцевого выступа на безоправочном участке очага деформации позволило увеличить обжатие в пережиме до 24% и получить из непрерывно-литой заготовки диаметром 156 мм гильзу диаметром 128 мм. В процессе дальнейших прокаток на автоматическом стане, риллинг-стане и редукционно-калибровочном стане из гильзы этого диаметра были получены трубы диаметрами 108, 102, 89 и 73 мм.
Таким образом, реализация заявленного технологического инструмента обеспечивает осуществление прошивки непрерывно-литой заготовки с повышенными до 20-24% обжатиями в пережиме, что дает возможность освоить из такой заготовки диаметром 156 мм производство труб малого диаметра (114-73 мм) при обеспечении высокой стойкости технологического инструмента и удовлетворительном качестве труб. Внедрение не связано с существенными материальными затратами.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВИНТОВОЙ ПРОШИВКИ ЛИТОЙ ЗАГОТОВКИ | 2012 |
|
RU2489220C1 |
| ОХЛАЖДАЕМАЯ ОПРАВКА КОСОВАЛКОВОГО СТАНА И СПОСОБ ЕЕ ОХЛАЖДЕНИЯ | 2014 |
|
RU2568805C1 |
| Технологический инструмент прошивного стана | 1985 |
|
SU1321493A1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ ТРУБ | 2012 |
|
RU2489221C1 |
| ОХЛАЖДАЕМАЯ ОПРАВКА КОСОВАЛКОВОГО СТАНА И СПОСОБ ЕЕ ОХЛАЖДЕНИЯ | 2011 |
|
RU2457052C1 |
| СПОСОБ ВИНТОВОЙ ПРОШИВКИ | 2021 |
|
RU2773967C1 |
| ОПРАВКА КОСОВАЛКОВОГО ПРОШИВНОГО СТАНА | 2009 |
|
RU2378063C1 |
| СПОСОБ ПРОИЗВОДСТВА ГИЛЬЗ | 2011 |
|
RU2456102C1 |
| Технологический инструментпРОшиВНОгО КОСОВАлКОВОгО CTAHA | 1979 |
|
SU804021A1 |
| Технологический инструмент прошивного косовалкового стана | 1978 |
|
SU749469A1 |
Изобретение предназначено для улучшения качества поверхности гильз, получаемых на косовалковом прошивном стане для производства горячекатаных труб. Технологический инструмент косовалкового прошивного стана содержит валки, включающие конус прошивки и конус раскатки, разделенные пережимом, линейки и оправку, выдвинутую за пережим валков. Повышение обжатия заготовки, снижение износа технологического инструмента прошивного стана обеспечивается за счет того, что на рабочем конусе оправки выполнена кольцевая выемка длиной не более 3/4 длины рабочего конуса от поперечного сечения начала калибрующего участка оправки и глубиной 1,5-12,0% от величины диаметра оправки. Кольцевая выемка может быть образована пересечением участков конических поверхностей, равных по высоте и с разнонаправленной конусностью, с эквидистантной поверхностью рабочего конуса оправки, причем в сечении, соответствующем началу калибрующего участка оправки, расположен участок прямого конуса, а в носовой части оправки - участок обратного конуса. Кольцевая выемка может быть образована пересечением поверхностей участка обратного конуса и рабочего конуса оправки в носовой части и сопряжением поверхности кольцевой выемки с поверхностью рабочего конуса оправки в сечении, соответствующем началу калибрующего участка оправки. 7 з.п. ф-лы, 7 ил.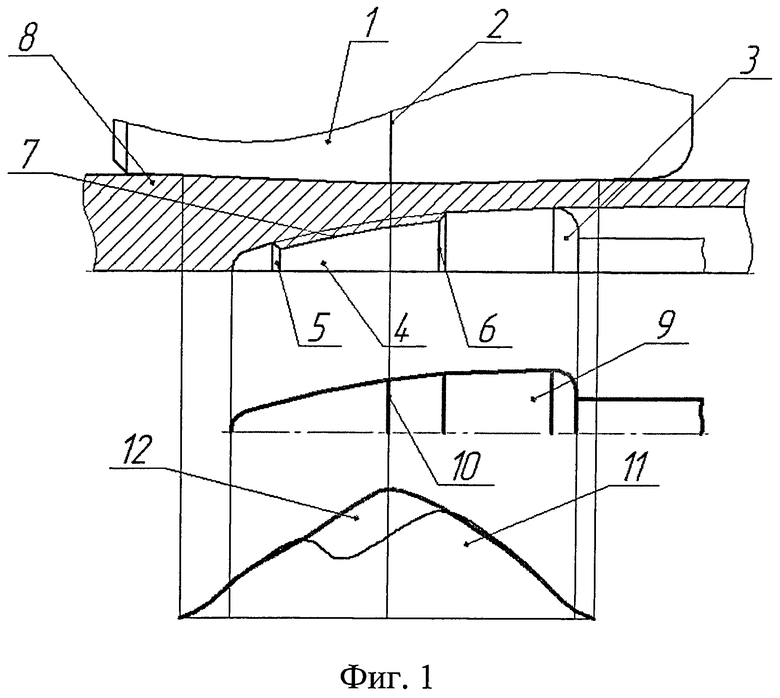
1. Технологический инструмент косовалкового прошивного стана, содержащий валки, включающие конус прошивки и конус раскатки, разделенные пережимом, линейки и выдвинутую за пережим валков оправку, имеющую рабочий конус с выполненной на нем кольцевой выемкой, и калибрующий участок, отличающийся тем, что кольцевая выемка выполнена на части рабочего конуса оправки, составляющей длину не более 3/4 длины рабочего конуса от поперечного сечения начала калибрующего участка оправки и глубиной 1,5-12,0% от величины диаметра оправки.
2. Технологический инструмент по п.1, отличающийся тем, что кольцевая выемка образована пересечением участков конических поверхностей, равных по высоте и с разнонаправленной конусностью, с эквидистантной поверхностью рабочего конуса оправки, причем в сечении, соответствующем началу калибрующего участка оправки, расположен участок прямого конуса, а в носовой части оправки - участок обратного конуса.
3. Технологический инструмент по п.1, отличающийся тем, что кольцевая выемка образована пересечением поверхностей участка обратного конуса и рабочего конуса оправки в носовой части и сопряжением поверхности кольцевой выемки с поверхностью рабочего конуса оправки в сечении, соответствующем началу калибрующего участка оправки.
4. Технологический инструмент по п.1, отличающийся тем, что кольцевая выемка образована пересечением поверхностей участка прямого конуса и рабочего конуса оправки в сечении, соответствующем началу калибрующего участка оправки, и сопряжением поверхности кольцевой выемки с поверхностью носового участка оправки.
5. Технологический инструмент по п.1, отличающийся тем, что кольцевая выемка образована пересечением поверхностей участков прямого и обратного конусов с поверхностью рабочего конуса оправки при выполнении условия hn>h0, где
hn - высота прямого конуса, h0 - высота обратного конуса.
6. Технологический инструмент по п.1, отличающийся тем, что кольцевая выемка образована пересечением поверхностей участков прямого и обратного конусов с поверхностью рабочего конуса оправки при выполнении условия hn<h0, где
hn - высота прямого конуса, h0 - высота обратного конуса.
7. Технологический инструмент по п.1, отличающийся тем, что кольцевая выемка образована пересечением поверхностей участков прямого и обратного конусов с цилиндрической поверхностью оправки, выполненной на участке рабочего конуса.
8. Технологический инструмент по любому из пп.1-7, отличающийся тем, что на конусе прошивки валков, соответствующем безоправочному участку очага деформации, выполнен кольцевой гребень, по высоте соразмерный глубине кольцевой выемки на оправке.
| ТЕХНОЛОГИЧЕСКИЙ ИНСТРУМЕНТ КОСОВАЛКОВОГО ПРОШИВНОГО СТАНА | 0 |
|
SU341205A1 |
| ОПРАВКА КОСОВАЛКОВОГО ПРОШИВНОГО СТАНА | 2009 |
|
RU2378063C1 |
| Оправка для периодической прокатки труб | 1978 |
|
SU768501A1 |
| EP 9019705 A, 21.01.1997. | |||

