Изобретение относится к области трубопрокатного производства и касается получения гильз из сплошной заготовки на прошивных станах винтовой прокатки.
Известен способ раскатки полой заготовки на длинной оправке тремя рабочими валками, при котором концевые участки труб прокатывают с изменением углов подачи, разведением валков и уменьшением обжатия к концу процесса для получения небольшого утолщения стенки тонкостенной трубы 1.
Известен способ винтовой прокатки труб, включающий деформацию нагретой заготовки на оправке двумя рабочими валками и направляющими линейками, при котором в течение неустановившегося процесса валки разводят, а линейки сводят относительно оси прокатки, снижая коэффициент овализации от 1,15-1,25 до 1,08-1,15 2.
Этот способ позволяет получить конусность при сохранении наружного диаметра, что значительно облегчает задачу такой трубы в следующий стан.
Наиболее близким к изобретению является способ винтовой прошивки, включающий деформацию сплошной нагретой заготовки двумя рабочими валками на конической оправке и взаимное перемещение валков с изменением расстояния между ними в период прокатки концов заготовки 3.
Такой способ не повышает устойчивости процесса при прокатке тонкостенных труб.
Ири прошивке сплошной заготовки в тонкостенную гильзу в двухвалковом стане на конической оправке также наблюдается нарушение устойчивости прокатки задних концов, заключающееся в нарушении вращения гильзы.
Цель изобретения - обеспечение устойчивой прошивки задних концов сплошных заготовок в двухвалковом стане и стабилизация процесса.
Поставленная цель достигается тем, что в способе винтовой прошивки, включающем деформацию сплошной нагретой заготовки двумя рабочими валками на конической оправке и изменение расстояния между валками в период прокатки концов заготовки, согласно изобретению, со времени контакта заднего торца заготовки с валками до его встречи с оправкой производят разведенне валков, увеличивая расстояние между ними на 1,4-5,0%. Это обеснечнвает получение примерно такого же зазора меледу оправкой и внутренней поверхностью гильзы в процессе разведения, как в установившемся процессе, и скорости прощивкй заднего конца заготовки, не превышающей скорости в последнем.
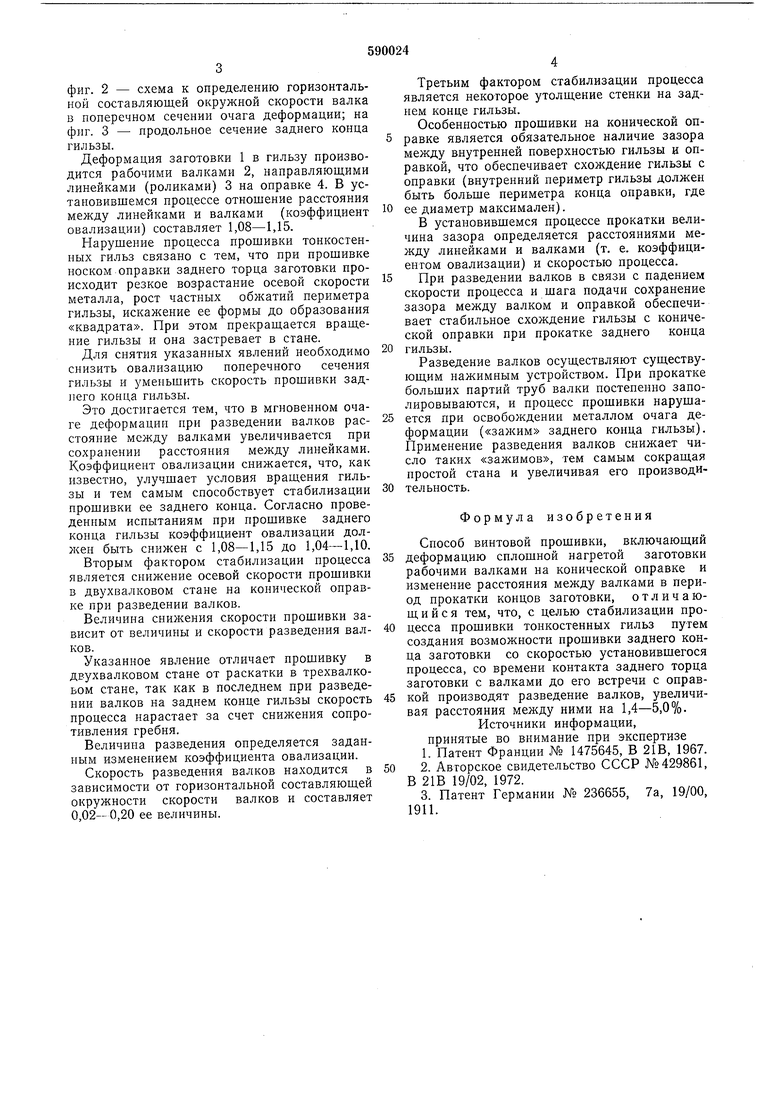
На фиг. 1 показано продольное сечение очага деформации по валкам и линейкам; на
фиг. 2 - схема к определению горизонтальной составляющей окружной скорости валка в поперечном сечении очага деформации; на фиг. 3 - продольное сечение заднего конца гильзы.
Деформация заготовки 1 в гильзу производится рабочими валками 2, направляющими линейками (роликами) 3 на оправке 4. В установившемся процессе отношение расстояния между линейками и валками (коэффициент овализации) составляет 1,08-1,15.
Нарушение процесса прошивки тонкостенных гильз связано с тем, что при прошивке носком оправки заднего торца заготовки происходит резкое возрастание осевой скорости металла, рост частных обжатий периметра гильзы, искажение ее формы до образования «квадрата. При этом прекращается вращение гильзы и она застревает в стане.
Для снятия указанных явлений необходимо снизить овализацию поперечного сечения гильзы и уменьшить скорость прошивки заднего конца гильзы.
Это достигается тем, что в мгновенном очаге деформации нри разведении валков расстояние между валками увеличивается при сохранении расстояния между линейками. Коэффициент овализации снижается, что, как известно, улучшает условия вращения гильзы и тем самым способствует стабилизации прошивки ее заднего конца. Согласно проведенным испытаниям при прошивке заднего конца гильзы коэффициент овализации должен быть снижен с 1,08-1,15 до 1,04-1,10.
Вторым фактором стабилизации процесса является снижение осевой скорости прошивки в двухвалковом стане на конической оправке при разведении валков.
Величина снижения скорости прошивки зависит от величины и скорости разведения валков.
Указанное явление отличает прошивку в двухвалковом стане от раскатки в трехвалкоьом стане, так как в последнем при разведении валков на заднем конце гильзы скорость процесса нарастает за счет снижения сопротивления гребня.
Величина разведения определяется заданным изменением коэффициента овализации.
Скорость разведения валков находится в зависимости от горизонтальной составляющей окружности скорости валков и составляет 0,02-0,20 ее величины.
Третьим фактором стабилизации процесса является некоторое утолщение стенки на заднем конце гильзы.
Особенностью прошивки на конической оправке является обязательное наличие зазора между внутренней поверхностью гильзы и оправкой, что обеспечивает схождение гильзы с оправки (внутренний периметр гильзы должен быть больше периметра конца оправки, где ее диаметр максимален).
В установившемся процессе прокатки величина зазора определяется расстояниями между линейками и валками (т. е. коэффициентом овализации) и скоростью процесса.
При разведении валков в связи с падением скорости процесса и шага подачи сохранение зазора между валком и оправкой обеспечивает стабильное схождение гильзы с конической оправки при прокатке заднего конца гильзы.
Разведение валков осуществляют существующим нажимным устройством. При прокатке больших партий труб валки постепенно заполировываются, и процесс прошивки нарушается при освобождении металлом очага деформации («зажим заднего конца гильзы). Применение разведения валков снижает число таких «зажимов, тем самым сокращая простой стана и увеличивая его производительность.
Формула изобретения
Способ винтовой прошивки, включающий деформацию сплошной нагретой заготовки рабочими валками на конической оправке и изменение расстояния между валками в период прокатки концов заготовки, отличающийся тем, что, с целью стабилизации процесса прошивки тонкостенных гильз путем создания возможности прошивки заднего конца заготовки со скоростью установившегося процесса, со времени контакта заднего торца заготовки с валками до его встречи с оправкой производят разведение валков, увеличивая расстояния между ними на 1,4-5,0%.
Источники информации, принятые во внимание при экспертизе
1.Патент Франции № 1475645, В 21В, 1967.
2.Авторское свидетельство СССР №429861, В 21В 19/02, 1972.
3.Патент Германии № 236655, 7а, 19/00, 1911.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТЕХНОЛОГИЧЕСКИЙ ИНСТРУМЕНТ ДЛЯ ПРОШИВКИ НЕПРЕРЫВНОЛИТЫХ ЗАГОТОВОК | 2012 |
|
RU2518040C2 |
| Линейка прошивного стана | 1980 |
|
SU910241A1 |
| Способ винтовой прошивки в четырёхвалковом стане | 2023 |
|
RU2821416C1 |
| Линейка прошивного стана | 1979 |
|
SU789171A1 |
| СПОСОБ ПРОШИВКИ СЛИТКОВ И ЗАГОТОВОК МАССОЙ ОТ 3 ДО 10 ТОНН В ГИЛЬЗЫ В СТАНЕ ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2012 |
|
RU2523402C1 |
| Оправка прошивного стана | 1979 |
|
SU820939A1 |
| СПОСОБ ПОЛУЧЕНИЯ ТОНКОСТЕННЫХ ТРУБ НА ТРУБОПРОКАТНЫХ АГРЕГАТАХ С ТРЕХВАЛКОВЫМ РАСКАТНЫМ СТАНОМ | 2013 |
|
RU2556164C1 |
| Способ поперечно-винтовой прокатки | 1991 |
|
SU1835328A1 |
| Технологический инструмент для винтовой прокатки | 1978 |
|
SU768496A1 |
| СПОСОБ ПОЛУЧЕНИЯ БЕСШОВНЫХ ТРУБ | 2011 |
|
RU2455092C1 |

