Изобретение относится к области химико-термической обработки и может быть использовано на предприятиях агрегато- и приборостроения, машиностроения и других отраслях промышленности при изготовлении пар трения.
Известен способ газового азотирования конструкционных сталей, опубликованный в справочнике под ред. Л.С.Ляховича "Химико-термическая обработка металлов и сплавов", М., Металлургия, 1981, с.62-63, согласно которому технологический процесс изготовления азотируемых изделий представлен в виде следующих последовательных этапов:
1) предварительная термообработка с целью сообщения стали требуемого комплекса механических свойств;
2) механическая обработка детали, включая шлифование;
5) защита мест, не подлежащих азотированию;
4) азотирование;
5) окончательное шлифование или доводка изделия в соответствии с заданными допусками.
Предварительную термообработку - закалку и отпуск при 525-680°C - обычно проводят в грубых заготовках, а для деталей малого сечения - непосредственно в прокатных прутках (для диаметров меньше 50 мм).
Перед шлифованием ответственных изделий со сложной конфигурацией следует проводить стабилизирующий отпуск для снятия внутренних напряжений, которые неизбежно возникают в изделии при резании и могут быть источником повышенных деформаций при азотировании. Стабилизирующий отпуск ведут при 550-600°C в течение 3-10 ч с последующим медленным охлаждением (печь, воздух). Перед азотированием поверхность изделий необходимо обезжирить электрохимическим методом или промывкой в бензине или других средах для удаления масла, эмульсии и пр.
Азотирование изделий из конструкционных сталей чаще ведут при 500-600°С. Рекомендуемые режимы азотирования различных изделий приведены в табл. 1.
Режимы азотирования некоторых деталей машин из конструкционных сталей
(I ступень)
(II ступень)
Перепад температур в рабочей зоне печи допускается не более ±5°C. Степень диссоциации аммиака при 500-520°С составляет 20-40%, при 540-560°С 40-60%.
Недостатком известного способа является низкая поверхностная твердость и износостойкость изделий.
Технический результат изобретения - повысить твердость и износостойкость деталей из конструкционных сталей.
Технический результат достигается тем, что в способе изготовления деталей из конструкционных сталей, включающем улучшение, черновую механическую обработку, стабилизирующий отпуск, окончательную механическую обработку и двухступенчатое газовое азотирование с выдержкой в атмосфере аммиака сначала при температуре 510-515°С, затем 540-545°С и последующее охлаждение, окончательную техническую обработку ведут путем двухкратной чистовой механической обработки с промежуточным и окончательным отпуском в селитровой ванне при температуре 520-540°С в течение 0,25-0,5 ч, а двухступенчатое газовое азотирование деталей проводят в постоянном магнитном поле напряженностью 100-150 Э в течение 1 - 2 час с последующим охлаждением со скоростью 20-30°С/мин.
Аналогичные признаки не обнаружены в известных технических решениях. Следовательно, предлагаемый способ химико-термической обработки конструкционных сталей обладает новизной существенных признаков, дающих новый положительный эффект.
Пример
Проводят термическую обработку (улучшение) прутка ⊘ 12 из ст. 40ХН2МА до НRСэ 32...37. Термообработанный пруток (закалка при температуре 840°С в масле, отпуск 560°С) подвергают черновой механической обработке. Деталь типа "вал" Э-8Б8.314.284 отпускают в селитровой ванне при температуре 530°С в течение 0,5 ч. Отпуск деталей производят в вертикальном положении. Повторный высокий отпуск в селитровой ванне проводят после окончательной механической обработки при температуре 530°С в течение 0,5 ч.
Детали загружаются в контейнер электропечи для азотирования. Контейнер герметично закрывают и включают подачу аммиака. Контейнер с деталями загружают в предварительно прогретую до 510°С печь. При достижении температуры азотирования в контейнере устанавливают напряженность магнитного поля 100 Э и степень диссоциации аммиака 30%, проводят изотермическую выдержку 1 ч. По окончании изотермической выдержки температуру в контейнере повышают до 540°С и проводят изотермическую выдержку в течение 1 ч при напряженности магнитного поля 140 Э и степени диссоциации аммиака 50%. По окончании изотермической выдержки контейнер погружают в холодильник и охлаждают со скоростью 20°С/мин.
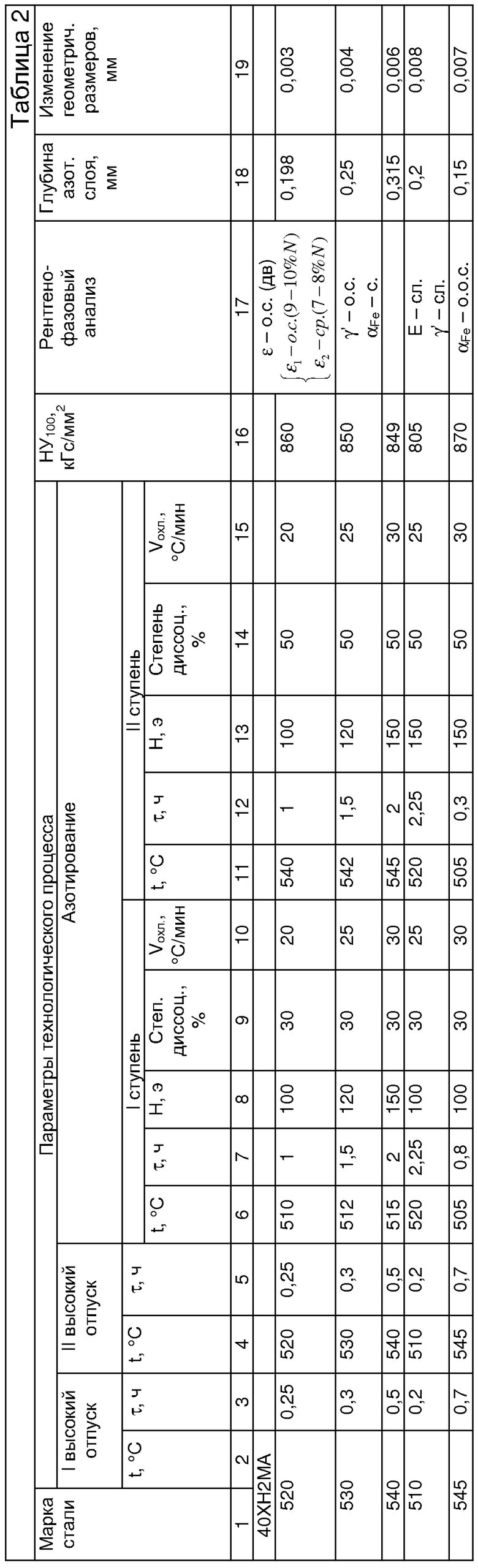
В табл.2 приведены результаты исследования физико-механических свойств стали 40ХН2МА, подвергнутой химико-термической обработке по предлагаемому и известному способам. Согласно таблице упрочнение изделий, проведенное по предлагаемому способу, обеспечивает повышение поверхностной твердости, равномерность диффузионного слоя и размерную стабильность.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИОННО-ВАКУУМНОГО АЗОТИРОВАНИЯ ДЛИННОМЕРНОЙ СТАЛЬНОЙ ДЕТАЛИ В ТЛЕЮЩЕМ РАЗРЯДЕ | 2009 |
|
RU2419676C1 |
| СПОСОБ ИОННО-ПЛАЗМЕННОГО АЗОТИРОВАНИЯ ДЛИННОМЕРНОЙ СТАЛЬНОЙ ДЕТАЛИ | 2013 |
|
RU2528537C1 |
| СПОСОБ ОБРАБОТКИ ДЛИННОМЕРНОЙ СТАЛЬНОЙ ДЕТАЛИ | 2011 |
|
RU2455386C1 |
| Способ формирования защитного покрытия на поверхности стального резьбового вала резьбового соединения устройства для балансировки автомобильных колес | 2021 |
|
RU2763467C1 |
| Способ получения резьбовых сегментов сборной быстросъемной гайки резьбового соединения устройства для балансировки автомобильных колес | 2021 |
|
RU2777830C1 |
| СПОСОБ УПРОЧНЕНИЯ ПОВЕРХНОСТНОГО СЛОЯ ДЕТАЛЕЙ ИЗ КОНСТРУКЦИОННЫХ СТАЛЕЙ | 2005 |
|
RU2291227C1 |
| Способ двухступенчатого газового азотирования деталей из конструкционных сталей | 1987 |
|
SU1721119A1 |
| Способ химико-термической обработки | 1989 |
|
SU1726554A1 |
| СПОСОБ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ ИЗ СТАЛЕЙ МАРТЕНСИТНОГО КЛАССА | 2014 |
|
RU2574944C1 |
| СПОСОБ АЗОТИРОВАНИЯ КОРРОЗИОННО-СТОЙКИХ И ВЫСОКОЛЕГИРОВАННЫХ СТАЛЕЙ | 2020 |
|
RU2756547C1 |
Изобретение относится к области химико-термической обработки и может быть использовано на предприятиях агрегато- и приборостроения, машиностроения и других отраслей промышленности при изготовлении пар трения. Предложенный способ включает улучшение, черновую механическую обработку, стабилизирующий отпуск, окончательную механическую обработку и двухступенчатое газовое азотирование с выдержкой в атмосфере аммиака сначала при температуре 510-515°С, затем при 540-545°С и последующее охлаждение. Окончательную механическую обработку проводят путем двухкратной чистовой механической обработки с промежуточным и окончательным отпуском в селитровой ванне при температуре 520-540°С в течение 0,25-0,5 ч, а двухступенчатое газовое азотирование деталей проводят в постоянном магнитном поле напряженностью 100-150 Э в течение 1-2 ч с последующим охлаждением со скоростью 20-30°С/мин. Техническим результатом изобретения является повышение твердости и износостойкости деталей из конструкционных сталей. 2 табл.
Способ изготовления деталей из конструкционных сталей, включающий улучшение, черновую механическую обработку, стабилизирующий отпуск, окончательную механическую обработку и двухступенчатое газовое азотирование с выдержкой в атмосфере аммиака сначала при температуре 510-515°С, затем при 540-545°С и последующее охлаждение, отличающийся тем, что окончательную механическую обработку ведут путем двухкратной чистовой механической обработки с промежуточным и окончательным отпуском в селитровой ванне при температуре 520-540°С в течение 0,25-0,5 ч, а двухступенчатое газовое азотирование деталей проводят в постоянном магнитном поле напряженностью 100-150 Э в течение 1-2 ч с последующим охлаждением со скоростью 20-30°С/мин.
| Способ двухступенчатого газового азотирования деталей из конструкционных сталей | 1987 |
|
SU1721119A1 |
| SU 1584428 A1, 10.12.1996 | |||
| US 5810947 A1, 22.09.1998 | |||
| ЛЯХОВИЧ Л.С | |||
| Химико-термическая обработка | |||
| - М.: Металлургия, 1981, с.62-63. | |||

