Изобретение относится к области изготовления изделий из полимерных композиционных материалов, а именно к оснасткам для формования тонкостенных радиопрозрачных конструкций сложной геометрии с замкнутым контуром.
Известна оснастка для формования крупногабаритных изделий из композиционного материала, состоящая из первого и второго элементов, при этом второй элемент надет на первый с прилеганием внутренней поверхности второго элемента к части внешней поверхности первого с образованием формующей поверхности для изделия внешней поверхностью второго элемента и не закрытой частью внешней поверхности первого элемента. Второй элемент выполняется сборно-разборным и состоит из не менее чем двух сегментов с технологическими зазорами между ними с возможностью их съема внутрь оснастки (патент РФ №2723879, МПК В29С 65/42, В29С 33/30, В29С 33/48, В29С 53/82, опубл. 17.06.2020 Бюл. №17).
Недостатком указанного изобретения является то, что данная оснастка достаточна трудоемка в изготовлении из-за высоких требований к геометрии сопрягаемых элементов оснастки.
Известна композитная формообразующая оснастка и способ ее изготовления, содержащая опорную структуру и формообразующую поверхность из полимерного композиционного материала. Формообразующая поверхность оснастки устанавливается на опорную структуру и содержит криволинейную часть, повторяющую геометрию изделия с технологическим припуском, переходящую в прямолинейную часть.
Прямолинейная часть заканчивается бортом, с тыльной стороны которой, вдоль линии, эквидистантой границе перехода криволинейной части в прямолинейную, установлено ребро жесткости. При этом оснастка не имеет жесткого соединения формообразующей поверхности и опорной структуры. А профиль ребра жесткости формообразующей поверхности имеет, например, Т-образную или С-образную форму (патент РФ №2657913, МПК B29C 33/38, опубл. 18.06.2018 Бюл. № 17).
Недостатком данной оснастки является достаточно высокая трудоемкость ее изготовления и сложность опорной конструкции.
Наиболее близким техническим решением (прототипом) является композитная формообразующая оснастка для формования изделий из полимерных композиционных материалов, включающая опорную систему и установленную на ней формообразующую оболочку. Опорная система имеет форму прямоугольного полого параллелепипеда, рёбра которого выполнены из равнополочного уголка, а формообразующая оболочка выполнена из трёхслойной сотовой панели, имеющей горизонтальную полочку в виде трёхслойной сотовой панели, содержащей криволинейную часть, повторяющую геометрию изделия, переходящую в прямолинейную часть, посредством которой формообразующая оболочка опирается на опорную систему (патент РФ №2716432, МПК В29С 43/18, МПК В29С 33/20, МПК В29С 33/42, опубл. 11.03.2020 Бюл.№ 8).
Недостатком известного технического решения является то, что при формовании в печи в замкнутом контуре оснастки геометрия изделия формируется при повышенной температуре, что усложняет извлечение изделия из оснастки и снижает ее технологичность.
Техническим результатом изобретения является повышение технологичности оснастки за счет снижения усилий при съеме отформованной детали, снижение вероятности ее повреждения, повышение эксплуатационного ресурса оснастки.
Указанный технический результат достигается тем, что представлена:
1. Композитная оснастка для формования изделий из полимерных композиционных материалов, включающая основание, отличающаяся тем, что основание выполнено в виде трехслойной сотовой панели, на его поверхности установлены П-образные балки, задающие формообразующий контур изделия, обшивки основания и П-образные балки выполняются из армированного волокном пластика, а внутри балок вклеивается стеклосотопласт, образуя при склейке с основанием многослойную сотовую конструкцию, в угловых фрагментах формообразующего контура оснастки часть сотового заполнителя и армированного пластика П-образных балок, соответствующая контуру терморасширяющихся элементов, удалена и через разделительные слои установлены угловые терморасширяющиеся элементы, выполненные из материала с высоким значением термического коэффициента линейного расширения.
2. Композитная оснастка для формования изделий из полимерных композиционных материалов по п. 1, отличающаяся тем, что угловые терморасширяющиеся элементы выполняются сборными из нескольких сегментов.
3. Композитная оснастка для формования изделий из полимерных композиционных материалов по п. 1, 2, отличающаяся тем, что угловые терморасширяющиеся элементы занимают только часть высоты П-образного профиля балки оснастки, соответствующую высоте терморасширяющихся элементов.
4. Композитная оснастка для формования изделий из полимерных композиционных материалов по п. 1, 2, отличающаяся тем, что угловые терморасширяющиеся элементы выполнены переменной ширины, ориентированы широкой частью в направлении углов оснастки и занимают только часть контура П-образного профиля балки оснастки, соответствующую контуру терморасширяющихся элементов.
Конструктивное выполнение формообразующей части оснастки сложной геометрии с замкнутым контуром с установкой в угловых элементах терморасширяющихся вставок, выполненных из материала с высоким значением термического коэффициента линейного расширения (ТКЛР), значительно превышающих значение термического коэффициента линейного расширения несущей части оснастки и формуемого изделия, позволяет снизить давление прилегания изделия в угловых частях оснастки после формования, и, соответственно, уменьшить усилия съема изделия из оснастки, что снижает вероятность повреждения поверхности оснастки и формуемого изделия.
Установка угловых терморасширяющихся элементов через разделительные слои способствует условно независимой термической деформации элементов оснастки в процессе формования.
Выбор материала, размеров и формы угловых терморасширяющихся элементов определяется габаритами и формой изделия.
Изготовление угловых терморасширяющихся элементов составными позволяет облегчить их установку в конструкции оснастки, замену при ремонте или попадании избытков связующего с формуемого изделия на поверхности сопрягаемых деталей с разным термическим коэффициентом линейного расширения, раздельность работы угловых терморасширяющихся элементов по осям изделия.
Выполнение угловых терморасширяющихся элементов на часть высоты углового фрагмента оснастки позволяет минимизировать размеры отпечатка данного элемента на поверхности сформованного изделия.
Изобретение поясняется чертежами.
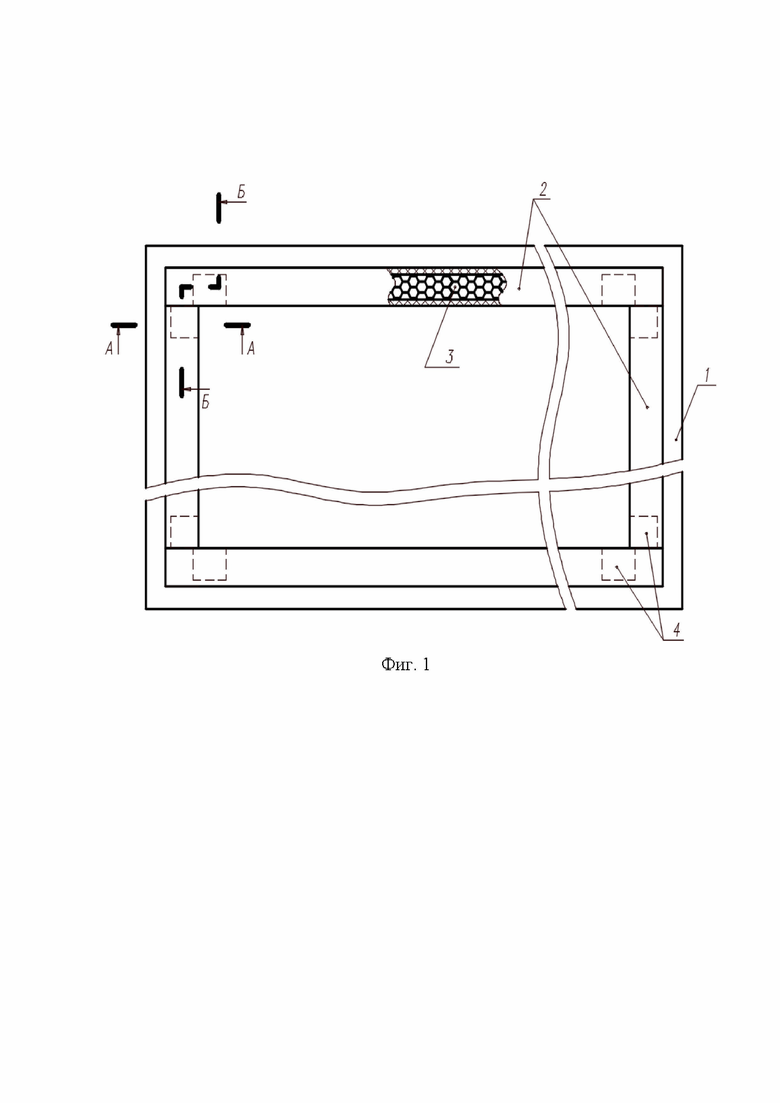
На фиг. 1 представлен вид оснастки сверху с изображением расположения угловых терморасширяющихся элементов, где 1 - трехслойное основание, 2 - П-образные балки, 3 - стеклосотопласт, 4 - угловые терморасширяющиеся элементы.
На фиг. 2 представлен разрез А - А оснастки, где 1 - трехслойное основание, 2 - П-образная балка, 4 - угловой терморасширяющийся элемент, 5 - контур выкладки изделия, 6 - разделительные слои.
На фиг. 3 представлен разрез Б - Б оснастки с изображением расположения деталей оснастки в угловом сегменте, где 3 - стеклосотопласт, 4 - угловые терморасширяющиеся элементы, 6 - разделительные слои, 7 - клеевое соединение.
Композитная оснастка для формования изделий из полимерных композиционных материалов включает основание, выполненное в виде трехслойной сотовой конструкции, на поверхности которого установлены П-образные балки, задающие формообразующий контур изделия. Обшивки основания и П-образные элементы выполнены из армированного волокном пластика, а внутри балок вклеен стеклосотопласт, образуя при сборке с основанием многослойную сотовую конструкцию. В угловых фрагментах формообразующего контура оснастки часть сотового заполнителя и армированного пластика П-образных балок, соответствующая контуру терморасширяющихся элементов, удалена и через разделительные слои установлены угловые терморасширяющиеся элементы, выполненные из материала с высоким значением термического коэффициента линейного расширения.
Угловые терморасширяющиеся элементы могут быть выполнены сборными из нескольких сегментов и занимать только часть высоты П-образного профиля балки оснастки.
Использование материалов с различными значениями термического коэффициента линейного расширения через разделительные слои в конструкции оснастки позволяет угловым терморасширяющимся элементам деформироваться в значительной степени независимо относительно несущих элементов оснастки и, соответственно, снизить влияние разницы значений термического коэффициента линейного расширения на деформацию узла конструкции оснастки в процессе формования.
Для исключения попадания связующего, выдавливаемого при формовании из технологического пакета слоев изделия на угловые терморасширяющиеся элементы, они закрываются герметизирующим слоем со стороны, где возможно затекание связующего.
Разделение углового терморасширяющегося элемента на отдельные составные части, расположенные в продольных и перпендикулярных П-образных балках оснастки, а не выполнение их цельными угловыми фрагментами, позволяет разнести воздействие данного элемента по осям оснастки, снизить трудоемкость изготовления угловых сегментов оснастки.
Пример 1. Изготавливается композитная формообразующая оснастка для формования тонкостенного радиопрозрачного изделия с замкнутым контуром. Оснастка состоит из плоского основания, выполненного в виде трехслойной сотовой конструкции, где обшивки основания изготовлены из стеклопластика на основе связующего ЭНФБ, ТУ 1-596-36-2005 и стеклоткани Т-10-14, ГОСТ 19170-2001, в качестве среднего слоя использовался стеклосотопласт ССП-1-4,2, ТУ-1-596-395-2016. Элементами, оформляющими контур формообразующей части оснастки, служили стеклопластиковые балки П-образного сечения с вклеенным во внутреннюю область сотовым заполнителем. В местах, соответствующих угловым фрагментам формообразующего периметра оснастки, часть сотового заполнителя и стеклопластика П-образных балок удалялась, укладывались разделительные слои пленки полиимидной ПМ-М, ТУ 6-19-384-88 и устанавливались угловые терморасширяющиеся вставки, выполненные из фторопласта Ф-4 ГОСТ 10007-80 или резины ИРП-1399 ТУ 38 0051166-2015.
Прилегающий к угловым терморасширяющимся элементам стеклосотопласт частично заполнялся клеевой композицией и выполнялась фиксация элементов относительно стенок стеклопластиковой балки.
Укладка разделительных слоев также способствовала свободной термической деформации угловых терморасширяющихся элементов, обеспечивающих давление в угловых частях оснастки, обратное деформации стеклопластиковой части оснастки и формуемого изделия в процессе формования.
П-образные балки с сотовым заполнителем приклеивались к основанию, образуя жесткую многослойную сотовую конструкцию формообразующей оснастки.
В таблице представлены данные по значениям термического коэффициента линейного расширения (ТКЛР) использованных материалов и полученных после вакуумного формования технологических промежутков между сопрягаемыми поверхностями стеклопластикового изделия и угловых терморасширяющихся элементов формообразующей оснастки.
Таблица
(L0 = 50 мм,
TФорм = 150 °С)
Пример 2. Изготавливается композитная формообразующая оснастка для формования стеклопластикового изделия с замкнутым контуром. Оснастка состоит из плоского основания, выполненного в виде трехслойной сотовой панели, где обшивки основания изготовлены из стеклопластика на основе связующего ЭНФБ, ТУ 1-596-36-2005 и стеклоткани Т-10П-14, ГОСТ 19170-2001, в качестве среднего слоя использовался стеклосотопласт ССП-1-3,5, ТУ-1-596-395-2016. Элементами, оформляющими контур формообразующей части оснастки, выступают стеклопластиковые балки П-образного сечения с вклеенным во внутреннюю область сотовым заполнителем.
В местах установки угловых терморасширяющихся элементов участки сотового заполнителя и стеклопластика П-образных балок удалялась на ½ высоты балки, через слои лакоткани Ф-4Д Э007 А, ТУ 301-05-422-89 устанавливались угловые терморасширяющиеся элементы, выполненные в форме треугольной призмы и ориентированные широкой частью к углам оснастки. Материалом терморасширяющихся вставок служил фторопласт Ф-4 ГОСТ 10007-80.
Прилегающий к угловым терморасширяющимся элементам стеклосотопласт частично заполнялся клеевой композицией, выполнялась фиксация элементов относительно стенок стеклопластиковой балки и проводилась приклейка П-образных балок с сотовым заполнителем к основанию.
Конструктивное решение композитной оснастки для формования изделий замкнутого контура из полимерных композиционных материалов позволяет повысить ее технологичность при эксплуатации за счет снижения усилий при извлечении отформованной детали из оснастки, уменьшения вероятности повреждения поверхности оснастки и угловых фрагментов детали при съеме.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления композитной формообразующей оснастки для формования изделий из полимерных композиционных материалов | 2019 |
|
RU2720312C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МОДЕЛЬНОЙ ОСНАСТКИ ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ (ВАРИАНТЫ) | 2019 |
|
RU2742301C1 |
| КОМПОЗИТНАЯ ФОРМООБРАЗУЮЩАЯ ОСНАСТКА ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2019 |
|
RU2716432C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОГО МНОГОСЛОЙНОГО ИЗДЕЛИЯ | 2024 |
|
RU2832222C1 |
| РАДИОПРОЗРАЧНОЕ УКРЫТИЕ ДЛЯ АНТЕНН, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И КРЕПЛЕНИЯ | 2009 |
|
RU2419927C1 |
| ИНТЕГРАЛЬНАЯ РАМНАЯ КОНСТРУКЦИЯ ИЗ СЛОИСТОГО ПОЛИМЕРНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА, СПОСОБ ЕЁ ИЗГОТОВЛЕНИЯ И ОСНАСТКА ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2016 |
|
RU2664043C2 |
| СПОСОБ ФОРМОВАНИЯ КОМПОЗИТНОЙ КОНСТРУКЦИИ ДВУТАВРОВОГО СЕЧЕНИЯ | 2023 |
|
RU2820650C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРИВОЛИНЕЙНОЙ ТРЕХСЛОЙНОЙ КОМПОЗИТНОЙ ПАНЕЛИ | 2017 |
|
RU2685218C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМОВОЧНОЙ ОСНАСТКИ ИЗ ПОЛИМЕРНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2000 |
|
RU2188126C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БАЛКИ П-ОБРАЗНОГО ПРОФИЛЯ СУДОВОГО КОРПУСА ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2019 |
|
RU2719527C1 |

Изобретение относится к композитной оснастке для формования изделий из полимерных композиционных материалов. Техническим результатом является снижение усилий при съеме отформованной детали, снижение вероятности ее повреждения и повышение эксплуатационного ресурса оснастки. Технический результат достигается композитной оснасткой для формования изделий из полимерных композиционных материалов, которая включает основание. При этом основание выполнено в виде трехслойной сотовой панели, на поверхности которой установлены П-образные балки. Задающие формообразующий контур изделия, обшивки основания и П-образные балки выполняются из армированного волокном пластика. Внутри балок вклеивается стеклосотопласт, образуя при склейке с основанием многослойную сотовую конструкцию. В угловых фрагментах формообразующего контура оснастки часть сотового заполнителя и армированного пластика П-образных балок, соответствующая контуру терморасширяющихся элементов, удалена и через разделительные слои установлены угловые терморасширяющиеся элементы, выполненные из материала с высоким значением термического коэффициента линейного расширения. 3 з.п. ф-лы, 3 ил., 1 табл., 2 пр.
1. Композитная оснастка для формования изделий из полимерных композиционных материалов, включающая основание, отличающаяся тем, что основание выполнено в виде трехслойной сотовой панели, на его поверхности установлены П-образные балки, задающие формообразующий контур изделия, обшивки основания и П-образные балки выполняются из армированного волокном пластика, а внутри балок вклеивается стеклосотопласт, образуя при склейке с основанием многослойную сотовую конструкцию, в угловых фрагментах формообразующего контура оснастки часть сотового заполнителя и армированного пластика П-образных балок, соответствующая контуру терморасширяющихся элементов, удалена и через разделительные слои установлены угловые терморасширяющиеся элементы, выполненные из материала с высоким значением термического коэффициента линейного расширения.
2. Композитная оснастка для формования изделий из полимерных композиционных материалов по п. 1, отличающаяся тем, что угловые терморасширяющиеся элементы выполняются сборными из нескольких сегментов.
3. Композитная оснастка для формования изделий из полимерных композиционных материалов по п. 1 или 2, отличающаяся тем, что угловые терморасширяющиеся элементы занимают только часть высоты П-образного профиля балки оснастки, соответствующую высоте терморасширяющихся элементов.
4. Композитная оснастка для формования изделий из полимерных композиционных материалов по п. 1 или 2, отличающаяся тем, что угловые терморасширяющиеся элементы выполнены переменной ширины, ориентированы широкой частью в направлении углов оснастки и занимают только часть контура П-образного профиля балки оснастки, соответствующую контуру терморасширяющихся элементов.
| КОМПОЗИТНАЯ ФОРМООБРАЗУЮЩАЯ ОСНАСТКА ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2019 |
|
RU2716432C1 |
| US 20190193344 A1, 27.06.2019 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ МОДЕЛЬНОЙ ОСНАСТКИ ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ (ВАРИАНТЫ) | 2019 |
|
RU2742301C1 |
| CN 109501312 A, 22.03.2019 | |||
| КОМПОЗИТНАЯ ФОРМООБРАЗУЮЩАЯ ОСНАСТКА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2017 |
|
RU2657913C1 |

