Изобретение относится к обработке металлов давлением, в частности к изготовлению профилей из листовых заготовок профилированием в валках, и может быть использовано в машиностроении, в первую очередь в авиакосмической отрасли при изготовлении тонкостенных гнутых профилей из широкой номенклатуры материалов.
Заявляемое изобретение направлено на решение народно-хозяйственной задачи: расширение технологических возможностей при изготовлении профилей из листовых заготовок различных материалов при унификации модельного ряда применяемого оборудования.
Известно А.с. СССР №1590156 “Клеть формовочного стана”, МПК6 B 21 D 5/06, опубл. БИ №33, 07.01.90, содержащая станину с установленными в ее стойках горизонтальными рабочими валками на подушках; устройство для регулировки зазора между рабочими валками; привод рабочих валов через систему зубчатых передач.
Недостатками данного аналога являются:
не обеспечивается возможность формования профилей широкой номенклатуры;
ограничено изменение межосевого расстояния между рабочими валками, что не позволяет увеличивать глубину формования и расширить номенклатуру изготовления профилей в формовочном стане;
отсутствует возможность оптимального выбора скорости профилирования (формования) в зависимости от механических свойств материала.
Известно устройство “Клеть профилегибочного стана”, заявка №2002113627, МПК7 от 24.05.02, по которой принято решение о выдаче патента, содержащая станину в виде двух замкнутых щек, два горизонтальных вала, установленные в щеках один над другим; закрепленные на валах профилегибочные ролики, связанные со втулками-ползунами, установленными в щеках для возможности изменения межосевого расстояния; рабочие валы с профилегибочными роликами связаны с приводом посредством гипоидных передач через промежуточные составные вертикальные валы и коническо-цилиндрический редуктор; изменение межосевого расстояния осуществляется перемещением верхнего вала с роликом за счет телескопического шлицевого соединения при неразрывности кинематической цепи с электродвигателем, питание которого регулируется задающим электронным устройством. Кроме того, клеть связана с приводом через обгонные муфты, позволяющие производить профилирование прокаткой, а при остановленном двигателе - волочением.
Недостатки данного аналога:
сложность конструкции и кинематической цепи привода, что увеличивает потери мощности;
невозможно вести профилирование заготовок с продольной кривизной, что снижает технологические возможности;
усложнение кинематической цепи требует высокой точности изготовления узлов и монтажа, снижает модульность конструкции.
Наиболее близким по технической сущности к заявляемому изобретению является выбранное в качестве прототипа А.с. СССР №1796310, МПК6 B 21 D 5/06, “Клеть профилегибочного стана”, опубл. в БИ №7, 23.02.93, по которому клеть установлена на станине, включает в себя две замкнутые щеки, установленные в щеках два горизонтальных вала, на которых закреплены один над другим профилировочные ролики, связанные с приводом, с возможностью изменения межосевого расстояния, подвижными являются нижние втулки, в которых установлены валы с профилегибочными роликами.
У прототипа и заявляемого изобретения имеются следующие сходные существенные признаки:
1. Клеть имеет станину, формующий агрегат выполнен в виде двух жестко связанных между собой щек с установленными в них двумя горизонтальными валами.
2. Профилировочные (формующие) ролики закреплены жестко на валах один над другим, связаны с приводом.
3. Валы с профилировочными роликами установлены цапфами во втулки.
4. Межосевое расстояние валов может изменяться.
Сочетание перечисленных признаков характеризует устройство (клеть), позволяющее вести деформирование (формование) листовых заготовок различной толщины при разной глубине формования.
Недостатками прототипа являются:
ограниченная глубина формования заготовок из-за незначительного изменения межосевого расстояния между рабочими валами;
отсутствует распределение сил и моментов, передаваемых от электродвигателя на рабочие валы, так как с приводом связан только нижний вал;
клеть в составе профилегибочного стана не может изменять положение оси профилирования и выправлять возможные поводки при отсутствии правильного устройства;
усложнен демонтаж клети при необходимости замены формующего инструмента;
невозможно вести формование профилей с продольной кривизной.
Технический результат - расширение технологических возможностей и модульность конструкции.
Для достижения технического результата заявляемое изобретение “Клеть профилегибочного стана” содержит, кроме общих с прототипом признаков, следующие отличительные признаки:
формующий агрегат клети представляет самостоятельный клетевой модуль, состоящий из двух щек в виде разборных рам, жестко связанных между собой;
формующие ролики соединены с валами-вставками шпоночным соединением, установлены цапфами в подшипники кареток клетевого модуля;
перемещение каждой пары кареток с установленным в них роликом по направляющим рам (щек) регулируется двумя ходовыми винтами;
ходовые винты имеют участки резьбы разного направления для перемещения кареток с верхними и нижними роликами противоположно друг другу;
клетевой модуль включает платформу с возможностью ее наклона до ±30°;
платформа перемещается в кольцевых пазах основания при вращении червяка, находящегося в зацеплении с сегментом червячного колеса, жестко связанным с платформой клетевого модуля;
формующие ролики связаны с электродвигателем через трансмиссию, состоящую из цепной передачи, двухступенчатого планетарного редуктора, шарнирной муфты и блока зубчатой передачи с возможностью вращения роликов навстречу друг другу;
перемещение кареток с верхним и нижним формующими роликами по принципу “винт-гайка” регулируется единым приводом.
Между отличительными признаками заявляемого изобретения и техническим результатом существует следующая причинно-следственная связь:
система кареток и ходовых винтов формующего агрегата, изменяющая межосевое расстояние в широком диапазоне при сохранении положения оси профилирования, создает возможность применения широкого ряда типоразмеров роликового формующего инструмента для изготовления большой номенклатуры профилей, в т.ч. несимметричных, чем расширяет технологические возможности;
наклоняемая платформа с приводом через червячную передачу обеспечивает поворот формующего агрегата на требуемый угол для устранения возможных поводок профилируемой заготовки, либо получения профиля требуемой продольной кривизны, чем также расширяет технологические возможности;
формующий агрегат, части трансмиссии и привод представляют собой смонтированные на станине самостоятельные быстрозаменяемые узлы, чем обеспечивается модульность конструкции.
Отдельные отличительные признаки предлагаемого технического решения известны в той или иной мере в литературе: формующий агрегат в виде клетевого модуля; перемещение кареток с применением ходового винта; система связи формующих роликов с электроприводом; вращение формующих роликов навстречу друг другу для создания тянущего усилия за счет трения между роликами и заготовкой и т.п.
Значительная часть отличительных признаков не известна в литературе.
По имеющимся у авторов сведениям, совокупность признаков, характеризующих сущность заявляемого изобретения, неизвестна из уровня техники, что позволяет сделать вывод о соответствии изобретения критерию “новизна”.
По мнению авторов, сущность заявляемого изобретения не следует для специалиста явным образом из известного уровня техники, так как из него не выявляется вышеуказанное влияние на технический результат - новое свойство объекта: совокупность признаков, которые отличают заявляемое изобретение от аналогов и прототипа, что дает возможность сделать вывод о его соответствии критерию “изобретательский уровень”.
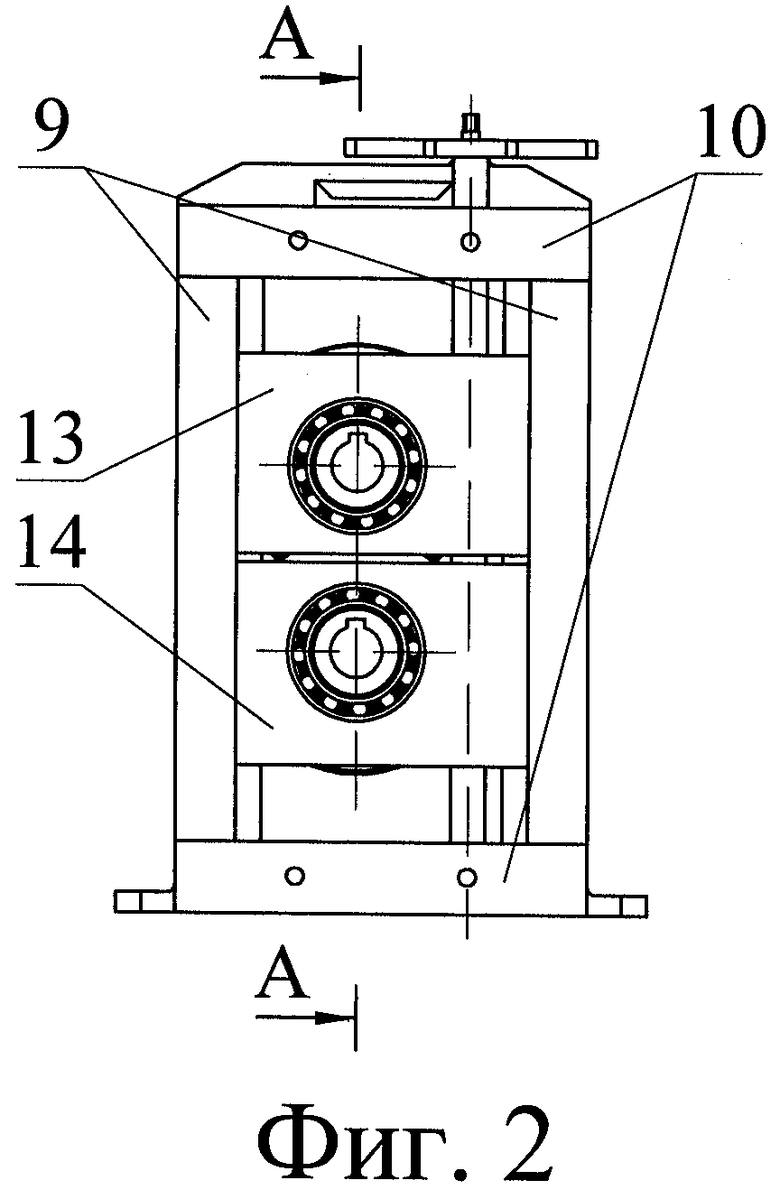
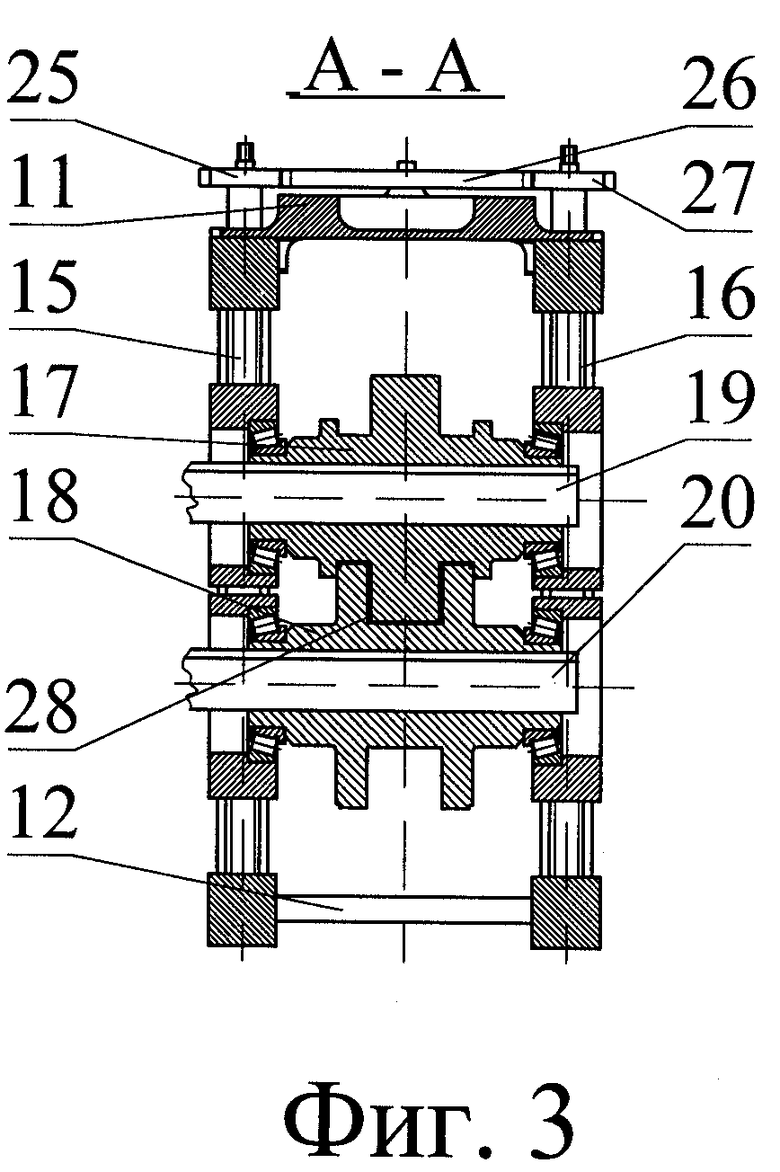
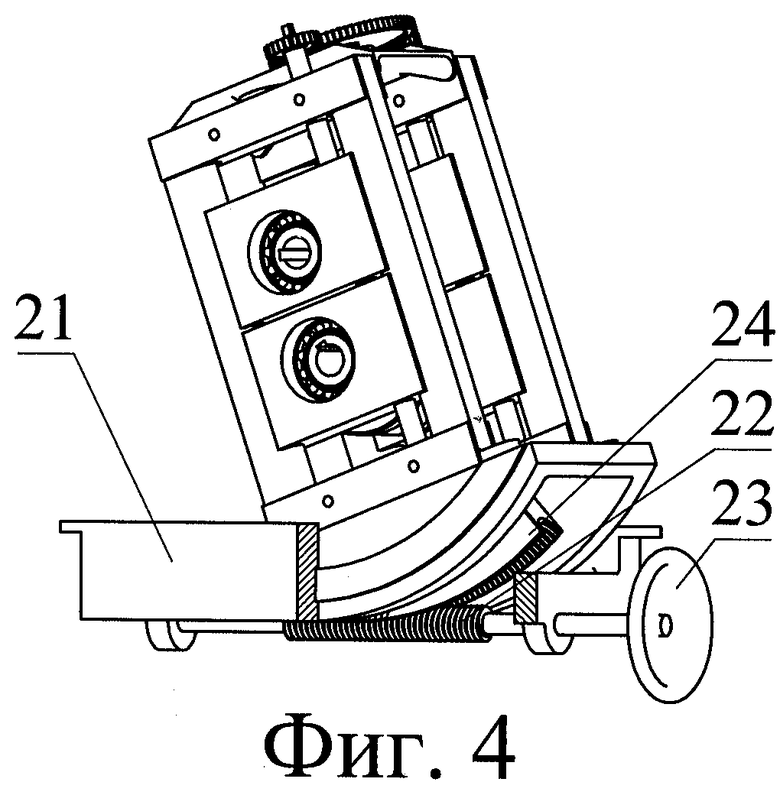
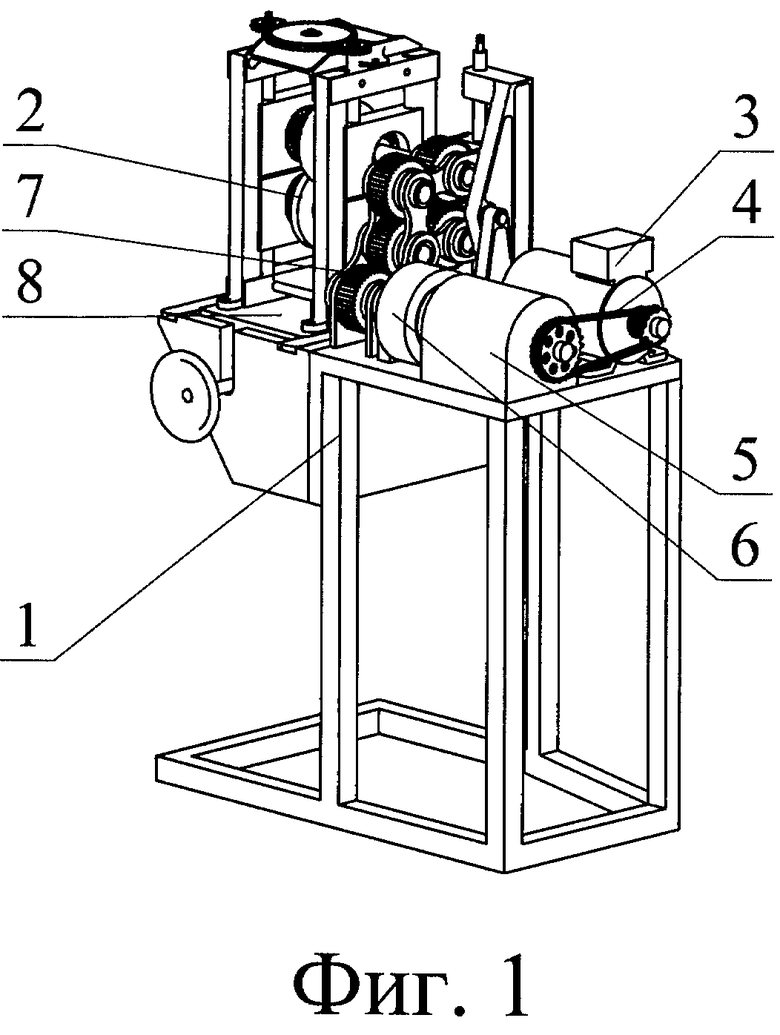
Сущность изобретения поясняется графическими материалами. На фиг.1 представлен общий вид клети; на фиг.2 - вид сбоку клетевого модуля; на фиг.3 - сечение А-А на фиг.2; на фиг.4 - общий вид механизма для наклона клетевого модуля.
Согласно первому и третьему пунктам формулы изобретения заявляемое устройство (клеть профилегибочного стана) содержит станину 1 (фиг.1), формующий агрегат (клетевой модуль) 2, электродвигатель 3, цепную передачу 4, двухступенчатый планетарный редуктор 5, шарнирную муфту 6, блок зубчатой передачи (распределитель) 7, платформу клетевого модуля 8. Корпус клетевого модуля (фиг.2, 3) состоит из щек в виде двух разборных рам (щек), образованных стойками 9 и перекладинами 10. Щеки связаны между собой сверху крышкой 11, снизу - распорками 12; по направляющим щек синхронно перемещаются противоположно друг другу каретки 13, 14; ходовые винты 15, 16 имеют участки резьбы разного направления; формующие ролики 17, 18 связаны шпоночным соединением с валами-вставками 19, 20 и установлены в подшипники кареток 13, 14.
Клетевой модуль 2 установлен на платформу 8, перемещающуюся в кольцевых пазах основания 21 (фиг.3) до наклона ±30°. Для поворота клетевого модуля посредством наклона платформы имеется червячная пара, включающая червяк 22 с маховиком 23 и сегмент червячного колеса 24, жестко связанный с платформой 8.
Согласно третьему пункту формулы изобретения ходовые винты 15, 16 связаны между собой через зацепление зубчатых колес 25, 26, 27 (фиг.3).
Клеть работает следующим образом. Крутящий момент от двигателя 3 через систему передач 4, 5, 6, распределитель 7 передается на формующие ролики 17, 18, замкнутый калибр 28 (фиг.3), который имеет форму сечения согласно схеме формообразования профиля и месту клети в составе профилегибочного стана. При изменении глубины формования диаметр формующих роликов 17, 18 меняется, соответственно иным является и межосевое расстояние между валами-вставками 19, 20, что обеспечивают перемещением кареток 13, 14 посредством вращения ходовых винтов 15, 16, кинематически связанных между собой через зубчатые колеса 25, 26, 27.
При необходимости формования заготовки с продольной кривизной, использования клети для устранения возможных поводок клетевой модуль устанавливают наклонно, вращением червяка 22. Угол наклона клетевого модуля является расчетным в зависимости от марки и толщины профилируемой листовой заготовки.
Клеть может использоваться как для предварительного, так и для окончательного формообразования листовых заготовок.
Экспериментальная отработка отдельных существенных признаков: установка роликов цапфами в подшипники кареток, перемещение кареток противоположно друг другу, перемещение кареток двумя ходовыми винтами с участками резьбы разного направления производилась на волочильно-прокатной установке ВПУ-120/7,5. Другие существенные признаки проработаны конструктивно и методом расчетов. Это подтверждает промышленную применимость заявляемого изобретения.
Заявляемое изобретение “Клеть профилегибочного стана” представляет интерес для народного хозяйства, так как позволяет профилировать в холодном состоянии листовые заготовки большой номенклатуры материалов, в том числе новых труднодеформируемых, так как реализовано профилирование профилей прокаткой при использовании широкого ряда типоразмеров роликового формующего инструмента с сохранением положения оси профилирования; работа клети в режиме волочильной пары при извлеченных валах-вставках; значительно изменяется глубина формовки, снижается металлоемкость и повышается универсальность установки за счет оригинальной модульной конструкции; повышается точность процесса и качество профилей за счет отработки процессов волочения и прокатки с устранением возможных поводок при наклонном положении формующего агрегата, допускающим также возможность получения профилей с требуемой продольной кривизной.
Заявляемое техническое решение не оказывает отрицательного влияния на состояние окружающей среды.
| название | год | авторы | номер документа |
|---|---|---|---|
| КЛЕТЕВОЙ МОДУЛЬ ВОЛОЧИЛЬНО-ПРОКАТНОЙ УСТАНОВКИ | 2004 |
|
RU2267374C1 |
| КЛЕТЬ ПРОФИЛЕГИБОЧНОГО СТАНА | 2002 |
|
RU2223834C1 |
| КЛЕТЕВОЙ МОДУЛЬ ВОЛОЧИЛЬНО-ПРОКАТНОЙ УСТАНОВКИ | 2004 |
|
RU2275264C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН ЛЕГКОГО ТИПА | 1997 |
|
RU2136422C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН ЛЕГКОГО ТИПА | 1998 |
|
RU2131317C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 2004 |
|
RU2276627C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАНОК | 2000 |
|
RU2190490C2 |
| Профилегибочный стан | 1987 |
|
SU1544518A1 |
| СПОСОБ ХОЛОДНОГО ПРОФИЛИРОВАНИЯ ДОБОРНЫХ ЭЛЕМЕНТОВ И АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2573460C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1997 |
|
RU2118921C1 |
Изобретение относится к обработке металлов давлением. Клеть профилегибочного стана содержит станину, формующий агрегат в виде двух жестко связанных между собой щек с установленными в них двумя горизонтальными валами-вставками, на которых жестко закреплены один над другим связанные с приводом формующие ролики с возможностью изменения межосевого расстояния. Формующий агрегат представляет собой клетевой модуль, щеки которого состоят из разборных рам. Горизонтальные валы-вставки с формующими роликами установлены в подвижных каретках с возможностью их вертикального перемещения. Формующие ролики посредством цапф установлены в подшипники подвижных кареток и связаны шпоночным соединением с горизонтальными валами-вставками. Для изменения межосевого расстояния горизонтальные валы-вставки с формующими роликами установлены в подвижных каретках, вертикальное перемещение которых синхронизировано кинематической цепью и регулируется двумя ходовыми винтами, каждый винт имеет участки резьбы противоположного направления. Клетевой модуль размещен на платформе, установленной на основание с возможностью ее наклона в вертикальной плоскости на угол до ±30° за счет ее перемещения в кольцевых пазах основания посредством червячной пары, включающей жестко связанный с платформой сегмент червячного колеса и находящийся с ним в зацеплении червяк. Достигается расширение технологических возможностей и модульности конструкции. 2 з.п. ф-лы, 4 ил.
| Клеть профилегибочного стана | 1990 |
|
SU1796310A1 |
| Рабочая клеть профилегибочного стана | 1985 |
|
SU1214271A1 |
| US 4176539 A, 04.12.1979 | |||
| Устройство для статистических исследований пропусковой способности сетей связи | 1973 |
|
SU490135A1 |

