Изобретение относится к обработке, металлов давлением, в частности к оборудованию для гибки профилей.
Цель изобретения - повышение производительности за счет сокращения времени и числа переналадок и р асши- рение технологических возможностей.
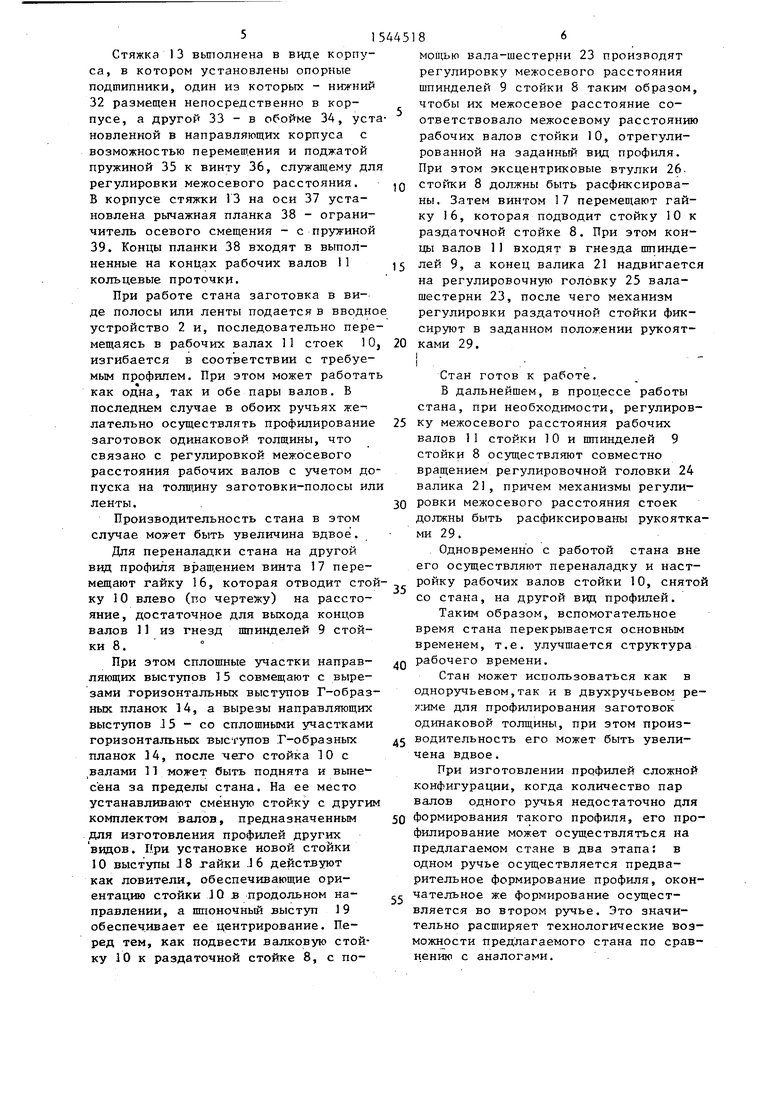
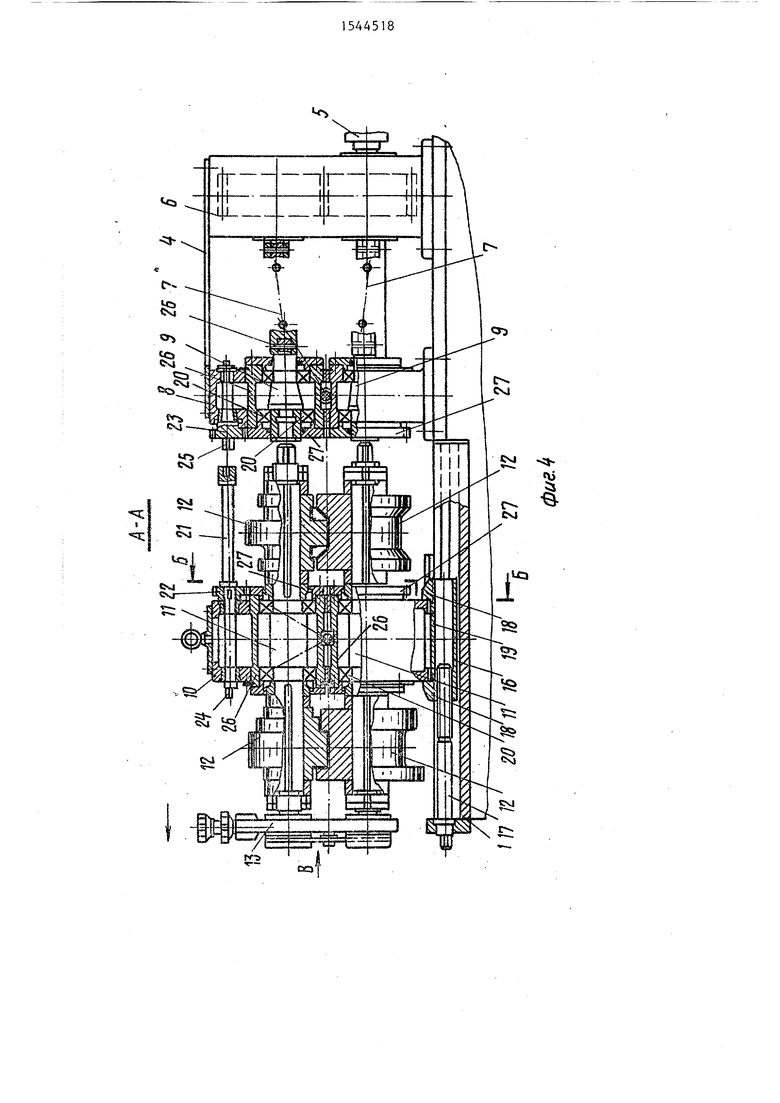
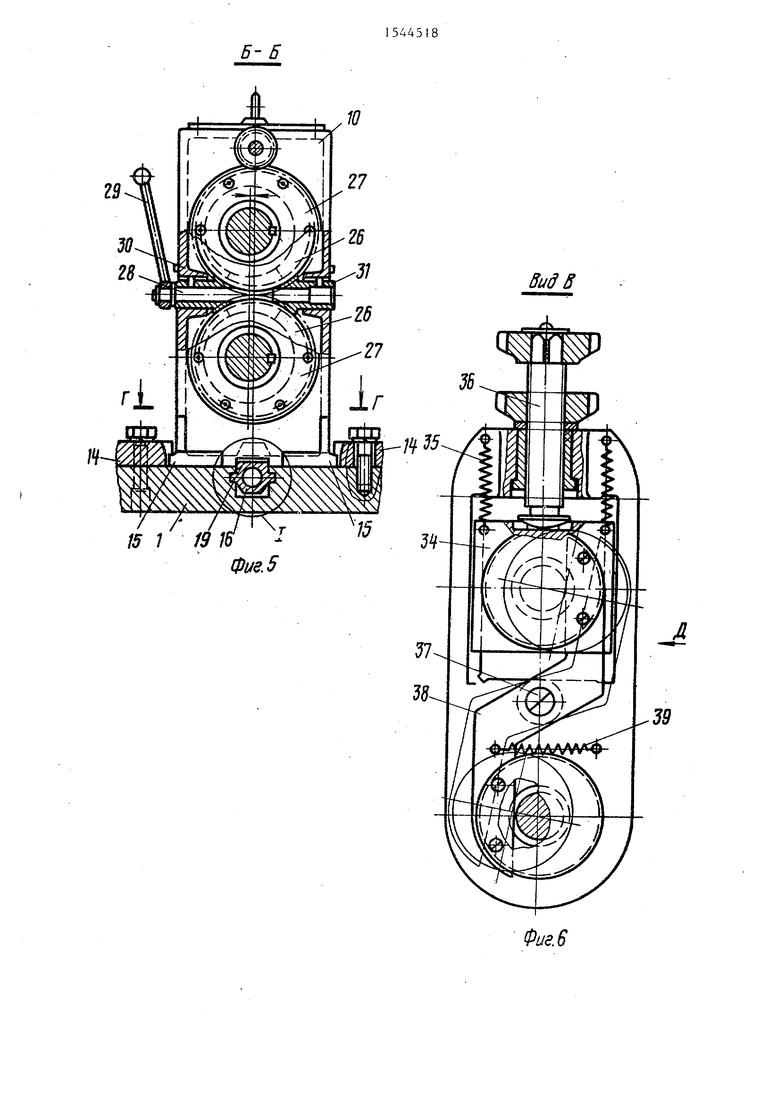
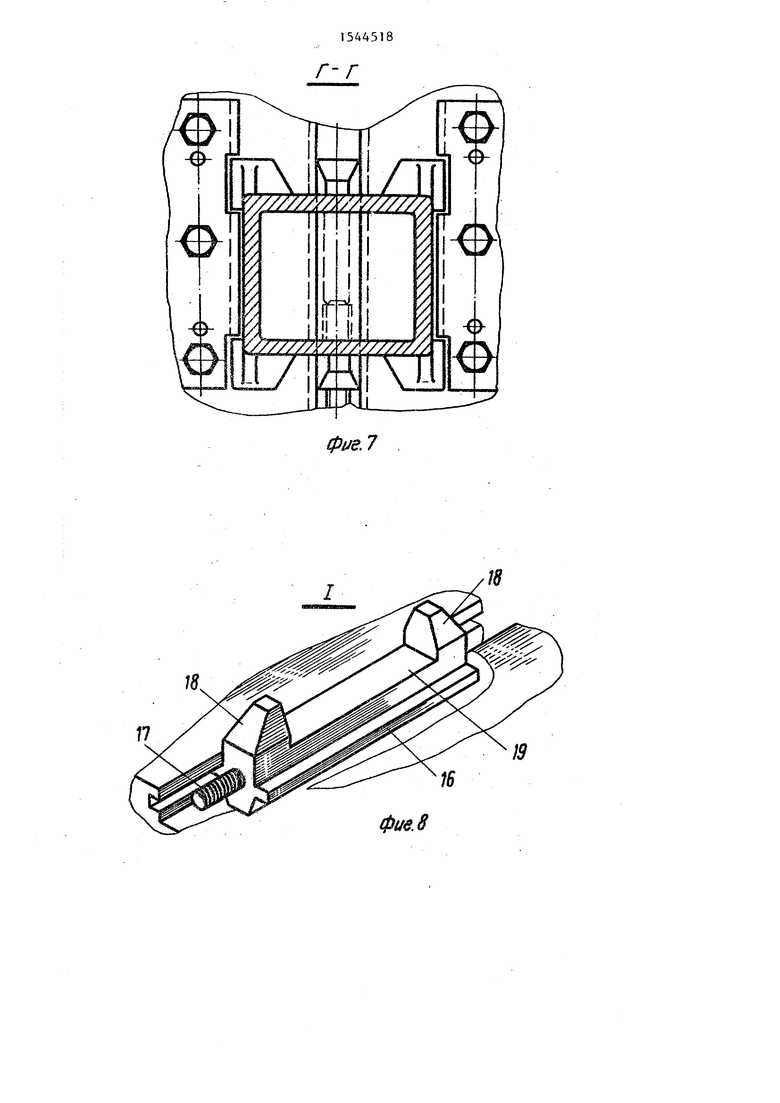
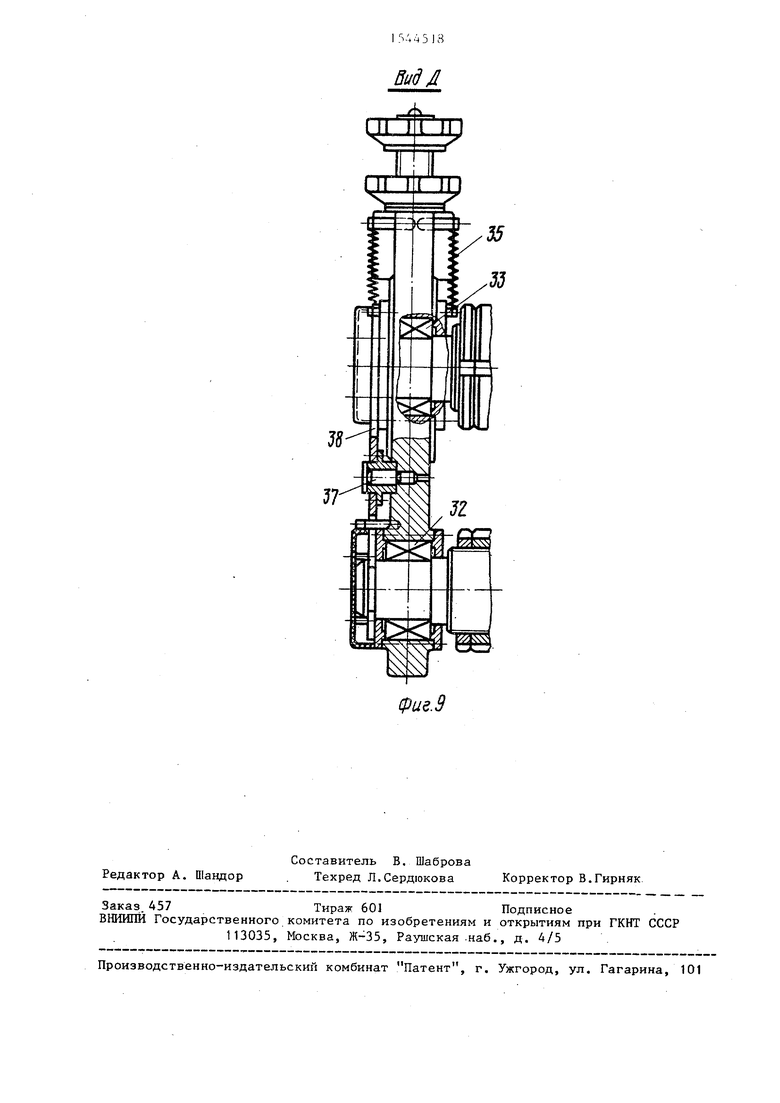
На фиг. 1 и 2 изображен предлагаемый стан, общий вид в двух проекциях; на фиг. 3 - разрез А-А на фиг. 1, рабочее положение; на фиг. 4 - то же, при отведенной стойке; на фиг. 5 - разрез Б-Б на фиг. 3; на фиг. 6 - вид В на фиг.З; на фиг. 7 - разрез Г -Г нэ фиг. 5; на Фиг. 8 узел Т на фиг.5 на фиг. 9 - вид Д на фиг. 6.
Стан содержит станину 1, на которой смонтированы вводные устройства 2, профилегибочный агрегат и приемные устройства 3. Профилегибочный агрегат содержит ряд приводных клетей 4 с приводами 5, включающих шестеренные блоки 6 и связанные с последними карданнами валами 7 раздаточные стойки 8, каждая из которых содержит по два шпинделя 9. В состав профилегибочного агрегата входят также валковые стойки 10Ґ с двумя рабочими валами 11, взаимодействующими со шпинделями 9 раздаточной стойки.
Рабочие валы 11 установлены в валковой стойке 10 с образованием консолей по обе стороны стойки, на каждой из которых установлено по профилирующему ролику 12. Консоли валов с одной стороны стойки соединены со шпинделями 9 раздаточной стойки 8, а с другой снабжены стяжкой 1 3.
Стойка 10 установлена на станине 1 направляющих лазах, образованных Г -об разными планками 14. В пазы входят направляющие выступы 15 стойки 10. Для перемещения стойки 10 в направляющих предусмотрен механизм, содержащий
5
0
5
0
5
0
5
0
5
гайку 16, установленную в фигурном направляющем пазу станины, и винт 17. Гайка 16 своими торцовыми выступами 18 охватьшает стойку 10 с торцов, а сверху имеет центрирующий шпоночный выступ 19, входящий в осевой паз продольной оси стойки 10. Горизонтальные выступы Г-обрязных планок 14 и направляющие выступы 15 стойки 10 выполнены со сквозными вырезами, чередующимися с выступами, причем шири- рина вырезов больше ширины взаимодействующих с ними выступов. В раздаточной стойке 8 и валковой стойке 10 смонтированы подшипниковые узлы 20, выполненные аналогично один другому, кинематически связанные между собой механизмы регулировки межосевого расстояния рабочих валов.
Кинематическая связь механизмов регулировки выполнена в виде консольного валика 21 с шестерней 22, размещенного в стойке 10; и вала-шестерни 23, размещенного в стойке 8, при этом валик 21 и вал-шестерня 23 снабжены регулировочными головками 24 и 25. В рабочем положении конец валика 21 соединен с регулировочной головкой 25 вала-шестерни 23. Механизмы регулировки содержат по две эксцентриковые втулки 26 для подшипниковых узлов 20, установленные в стойках 10 и 8, и жестко закрепленные на них зубчатые венцы 27, верхние из которых находятся в зацеплении с шестер) ей 22 и валом-шестерней 23. Для фиксации эксцентриковых втулок 26 в заданном положении предусмотрен зажимной механизм, состоящий из валика 28 с рукояткой 29 и двух подпружиненных и зафиксированных от поворота втулок 30 и 31, сидящих на валике 28, при этом втулка 31 соединена с валиком с помощью резьбового соединения, а рабочие поверхности втулок выполнены профильными.
515
Стяжка 13 выполнена в виде корпуса , в котором установлены опорные подшипники, один из которых - нижний 32 размещен непосредственно в корпусе, а другой 33 - в обойме 34, установленной в направляющих корпуса с возможностью перемещения и поджатой пружиной 35 к винту 36, служащему для регулировки межосевого расстояния. В корпусе стяжки 13 на оси 37 установлена рычажная планка 38 - ограничитель осевого смещения - с пружиной 39. Концы планки 38 входят в выполненные на концах рабочих валов 11 кольцевые проточки.
При работе стана заготовка в виде полосы или ленты подается в вводно устройство 2 и, последовательно перемещаясь в рабочих валах 11 стоек 10, изгибается в соответствии с требуемым профилем. При этом может работать как одна, так и обе пары валов. В последнем случае в обоих ручьях желательно осуществлять профилирование заготовок одинаковой толщины, что связано с регулировкой межосевого расстояния рабочих валов с учетом допуска на толщину заготовки-полосы или ленты.
Производительность стана в этом случае может быть увеличина вдвое.
Для переналадки стана на другой вид профиля врашением винта 7 перемещают гайку 16, которая отводит стой ку 10 влево (по чертежу) на расстояние, достаточное для выхода концов валов 11 из гнезд шпинделей 9 стойки 8.
При этом сплошные участки направ- ляющих выступов 15 совмещают с вырезами горизонтальных выступов Г-образ- ных планок 14, а вырезы направляющих выступов J 5 - со сплошными участками горизонтальных выступов Г-образных планок 4, после чего стойка 10 с валами 11 может быть поднята и выне1- с ена за пределы стана. На ее место устанавливают сменную стойку с другим комплектом валов, предназначенным для изготовления профилей других видов. 1 ри установке новой стойки 10 выступы 18 гайки 16 действуют как ловители, обеспечивающие ориентацию стойки JOs продольном на- праилении, а шпоночный выступ 19 обеспечивает ее центрирование. Перед тем, как подвести валковую стойку 10 к раздаточной стойке 8, с по186
мощью вала-шестерни 23 производят регулировку межосевого расстояния шпинделей 9 стойки 8 таким образом, чтобы их межосевое расстояние соответствовало межосевому расстоянию рабочих валов стойки 10, отрегулированной на заданный вид профиля. При этом эксцентриковые втулки 26 стойки 8 должны быть расфиксирова- ны. Затем винтом 17 перемещают гайку 16, которая подводит стойку 10 к раздаточной стойке 8. При этом концы валов 11 входят в гнезда шпинделей 9, а конец валика 21 надвигается на регулировочную головку 25 вала- шестерни 23, после чего механизм регулировки раздаточной стойки фиксируют в заданном положении рукоятками 29.
i
Стан готов к работе.
В дальнейшем, в процессе работы стана, при необходимости, регулировку межосевого расстояния рабочих валов 11 стойки 10 и шпинделей 9 стойки 8 осуществляют совместно вращением регулировочной головки 24 валика 21, причем механизмы регулировки межосевого расстояния стоек должны быть расфиксированы рукоятками 29.
Одновременно с работой стана вне его осуществляют переналадку и настройку рабочих валов стойки 10, снято со стана, на другой вид профилей.
Таким образом, вспомогательное время стана перекрывается основным временем, т.е. улучшается структура рабочего времени.
Стан может использоваться как в одноручьевом,так и в двухручьевом режиме для профилирования заготовок одинаковой толщины, при этом производительность его может быть увеличена вдвое.
При изготовлении профилей сложной конфигурации, когда количество пар валов одного ручья недостаточно для формирования такого профиля, его профилирование может осуществляться на предлагаемом стане в два этапа: в одном ручье осуществляется предварительное формирование профиля, окончательное же формирование осуществляется во втором ручье. Это значительно расширяет технологические возможности предлагаемого стана по сравнению с аналогами.
Формула изобретений
1.Профилегибочный стан, содержащий смонтированные на станине ряд приводных клетей со шпинделями и ряд установленных с возможностью перемещения в направлении, перпендикулярном оси стана, стоек с консольно закрепленными в них рабочими валами, jg несущими профилирующие ролики, механизм перемещения стоек, о т л и ч аю щ и и с я тем, что, с целью повышения производительности и расшире- ния технологических возможностей, 15 рабочие валы установлены в стойках с образованием двух консольно выступающих по обе стороны стоек участков,
«
причем консольные участки, расположенные с одной стороны стоек, соеди- 20 йены со шпинделями приводных клетей, а консольные участки, расположенные с другой стороны стоек, снабжены связывающей их регулируемой стяжкой, стойки в основании выполнены с направ-25 ляющими выступами, расположенными симметрично относительно ее продольной оси, и осевым пазом, а в станине выполнены направляющие элементы, в которых размещены упомянутые выступы, 30 и фигурный паз, расположенный по продольной оси, а механизм перемещения стоек размещен в этом пазу.
2.Стан по п. отличающий
щения
ной в фигурном пазу станины пары винт - гайка, при этом гайка со стороны, обращенной к стойке носителя, выполнена с двумя расположенными с диаметрально противоположных сторон тЪрцовыми выступами и расположенным между ними центрирующим выступом, входящим в осевой паз стойки.
3.Стан по п. отличающийся тем, что направляющие выступы стоек в направлении, параллельном продольной оси стоек, выполнены
в виде зубчатой поверхности, зубья которой установлены с зазором в соответствующих пазах направляющих эле- метов станины.
4.Стан по п. 1, отличающийся тем, что регулируемая стяжка выполнена в виде съемного корпуса с размещенными в нем опорными подшипниками для рабочих валов, нажимного элемента, ограничителя осевого смещения и подпружиненной обоймы, смонтированной с возможностью взаимодействия с нажимным элементом, ограничитель осевого смещения выполнен в виде установленной на оси, закрепленной в корпусе, подпружиненной рычажной планки, концы которой размещены в кольцевых пазах, выполненных на валах, при этом один из
с я тем, что механизм переме- 35 опорных подшипников размещен в упостоек выполнен в виде размещенмянутой обойме.
опорных подшипни
мянутой обойме.
го
t
Х N
ста
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 2004 |
|
RU2276627C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН ЛЕГКОГО ТИПА | 1997 |
|
RU2136422C1 |
| Профилегибочный стан | 1982 |
|
SU1123761A1 |
| УНИВЕРСАЛЬНАЯ КЛЕТЬ ПРОФИЛЕГИБОЧНОГО СТАНА | 2004 |
|
RU2281824C2 |
| СПОСОБ ХОЛОДНОГО ПРОФИЛИРОВАНИЯ ДОБОРНЫХ ЭЛЕМЕНТОВ И АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2573460C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН ЛЕГКОГО ТИПА | 1998 |
|
RU2131317C1 |
| КЛЕТЬ ПРОФИЛЕГИБОЧНОГО СТАНА | 2002 |
|
RU2223834C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1999 |
|
RU2166396C2 |
| КЛЕТЕВОЙ МОДУЛЬ ВОЛОЧИЛЬНО-ПРОКАТНОЙ УСТАНОВКИ | 2004 |
|
RU2267374C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1997 |
|
RU2118921C1 |
Изобретение относится к обработке металлов давлением. Цель изобретения - повышение производительности и расширение технологических возможностей. Стан содержит размещенные на станине 1 вводные и приемные устройства. Профилегибочный агрегат имеет ряд приводных клетей 4 и ряд стоек 10 с закрепленными в них рабочими валами 11, консольно выступающими по обе стороны стоек. На каждой консоли размещены профилирующие ролики 12. Консоли с одной стороны соединены со шпинделями 9 приводных клетей, а с другой связаны стяжкой 13. Стойки 10 в основании имеют направляющие выступы, а станина 1 - направляющие пазы под эти выступы. Для перемещения стоек 10 предназначен механизм в виде пары винт-гайка. Гайка 16 указанного механизма имеет выступы 18, фиксирующие стойку с торцов, и центрирующий выступ 19, входящий в осевой паз стойки. Направляющие выступы выполнены в виде зубчатой поверхности, входящей в зацепление с направляющими элементами станины. Для переналадки стана на другой вид профиля вращением винта 17 перемещают гайку 16, которая отводит стойку 10 и разъединяет концы валов 11 и шпинделя 9. Стан может использоваться как в одноручьевом, так и в двухручьевом режиме при профилировании заготовок одинаковой толщины. При изготовлении профилей сложной конфигурации профилирование проводят в два этапа: в одном ручье осуществляют предварительное формирование профиля, а в другом - окончательное. 3 з.п. ф-лы, 9 ил.
§ «И
со
1Л
г -т
LH
ka i
о
I
И И
1-Г
J
ц
/1 w-
I
о
фие.7
18
17
19
/5
фив. 8
(pus. 9
| Патент США № 4653304, кл | |||
| Термосно-паровая кухня | 1921 |
|
SU72A1 |
