Изобретение относится к обработке металлов давлением, в частности к изготовлению профилей из листовых заготовок профилированием в валках, и может быть использовано в машиностроении, в первую очередь в авиакосмической отрасли при изготовлении тонкостенных гнутых профилей из широкой номенклатуры материалов.
Заявляемое изобретение направлено на решение народно-хозяйственной задачи: расширение технологических возможностей при изготовлении профилей из листовых заготовок различных материалов, увеличение производительности.
Известно из патента МПК В 21 D 5/06, №2148454 «Устройство для изготовления профилей», опубл. в БИ №13, 10.05.2000 г., по которому профили из листовых заготовок изготовляются в чередующихся формующих и тянущих формующих клетях, каждая из которых входит в кинематическую цепь, связанную с общим приводом через систему зубчатых зацеплений. Рабочая клеть (формующая) имеет два вала, расположенных один над другим, на консольных частях которых жестко закреплены профилегибочные ролики, а между двумя щеками клети закреплена зубчатая передача, связанная через паразитные шестерни с зубчатой передачей тянущей (приводной) клети.
Ролики формующих клетей имеют возможность отключаться от привода, верхний вал клети расположен в двух втулках - ползунах, имеющих возможность перемещаться по направляющим щек корпуса клети совместно с закрепленными роликами и зубчатым колесом для изменения межосевого расстояния.
Недостатками аналога являются:
сравнительно узкая специализация в связи с малым диапазоном изменения межосевого расстояния валов клетей;
затруднительность оптимизации процессов изготовления профилей из-за дискретного изменения скорости профилирования и постоянного значения величины осевого подпора и аксиального растяжения при формовании в пределах заданной скорости;
низкий кпд привода вследствие большого числа промежуточных звеньев, в т.ч. червячной передачи.
Известна также клеть профилегибочного стана (А.С. СССР №1796310, МПК В 21 D 5/06, опубл. БИ №7, 23.02.93 г.), содержащая станину в виде двух замкнутых щек, два горизонтальных вала, установленных в щеках один над другим, закрепленные на валах профилегибочные ролики с цапфами, которыми они установлены во втулках - ползунах, установленных в щеках станины, из них верхний неподвижен, нижний имеет возможность перемещаться за счет клиновой реечной передачи, связанной с ручным приводом, один из валов клети связан с электроприводом.
Недостатками данного устройства являются:
скорость профилирования заготовки в клети неизменна, что снижает технологические возможности процесса;
диапазон перемещения нижнего вала для регулировки межосевого расстояния весьма незначителен, что также снижает технологические возможности профилирования и затрудняет извлечение профилируемой заготовки в случае нарушения режима работы стана, защемления заготовки в роликах;
привод клети от электродвигателя осуществляется через червячный редуктор, что снижает кпд системы зубчатых передач и удорожает конструкцию.
Наиболее близким по технической сущности к заявляемому изобретению является Патент №2223834, МПК В 21 D 5/06 «Клеть профилегибочного стана», содержащая станину в виде двух замкнутых щек, два горизонтальных вала, установленных в щеках один над другим с закрепленными на них консольно профилегибочными роликами, связанными с втулками - ползунами, установленными в щеках, один из горизонтальных валов выполнен подвижным для возможности изменения межосевого расстояния. Горизонтальные валы связаны посредством гипоидных передач через промежуточные вертикальные валы с приводом, выполненным в виде электродвигателя и коническо-цилиндрического редуктора с двумя выходными валами, соединенными с промежуточными вертикальными валами. Подвижным выполнен верхний горизонтальный вал, связанный с промежуточным вертикальным валом телескопическим шлицевым соединением для обеспечения неразрывности кинематической связи профилегибочного ролика с верхним горизонтальным валом при его перемещении.
У прототипа и заявляемого изобретения имеются следующие сходные существенные признаки:
станина выполнена в виде двух замкнутых щек, в которых установлены два горизонтальных вала один над другим с закрепленными на них консольно профилегибочными роликами;
горизонтальные валы с роликами установлены во втулках-ползунах, один из которых подвижен для возможности изменения межосевого расстояния;
горизонтальные валы связаны посредством гипоидных передач через промежуточные вертикальные валы с приводом в виде электродвигателя и коническо-цилиндрического редуктора с двумя выходными валами: промежуточный вертикальный вал имеет шлицевое телескопическое соединение.
Прототип имеет следующие недостатки:
невозможность обеспечения регулировки горизонтальных валов по ширине консолей, что снижает технологические возможности при формообразовании различной ширины заготовок;
невозможно обеспечить одновременное двухрядное профилирование, что снижает производительность.
Технический результат - расширение технологических возможностей за счет регулирования роликовых пар по ширине консолей рабочих валов; повышение производительности.
Указанный технический результат достигается за счет того, что клетевой модуль волочильно-прокатной установки, содержащий станину в виде двух замкнутых щек, установленные в щеках один над другим два составных горизонтальных вала, с установленными профилегибочными роликами, связанными с втулками - ползунами, установленными в щеках, один из горизонтальных валов выполнен подвижным для возможности изменения межосевого расстояния, при этом средняя часть горизонтальных валов заключена в дополнительную промежуточную опору, горизонтальные валы связаны посредством гипоидных передач через промежуточные вертикальные валы с приводом, выполненным в виде электродвигателя и коническо-цилиндрического редуктора с двумя выходными валами, соединенными с промежуточными вертикальными валами, подвижным выполнен верхний горизонтальный вал, связанный с промежуточным вертикальным валом телескопическим шлицевым соединением для обеспечения неразрывности кинематической связи профилегибочных роликов с верхним горизонтальным валом при его перемещении, при этом горизонтальные валы выступают за габариты станины клетевого модуля с двух сторон; на выступающие концы горизонтальных валов установлены профилегибочные ролики; горизонтальные валы выполнены составными, с двумя телескопическими шлицевыми соединениями; концы обоих горизонтальных валов заключены в быстросъемные регулируемые хомуты.
Отдельные отличительные признаки предлагаемого технического решения в той или иной мере известны в литературе, в частности, в приведенных прототипах и аналогах.
По имеющимся у авторов сведениям, однако, совокупность существенных признаков, характеризующих сущность заявляемого изобретения, неизвестна из уровня техники, что позволяет сделать вывод о соответствии изобретения критерию «новизна».
Авторы считают, что сущность заявляемого изобретения не следует для специалиста явным образом из известного уровня техники, т.к. из него не выявляется вышеуказанное влияние на технический результат - новое свойство объекта: совокупность признаков, которые отличают заявляемое изобретение от прототипа, что позволяет сделать вывод о его соответствии критерию «изобретательский уровень».
Между отличительными признаками заявляемого изобретения и техническим результатом существует следующая причинно-следственная связь:
применение составных горизонтальных валов с двумя телескопическими шлицевыми соединениями позволит изменять их длину для установки профилегибочных роликов различной ширины соответственно схеме формообразования профиля, что расширит технологические возможности;
выступ горизонтальных валов со сменными профилегибочными роликами за габариты станины клетевого модуля с двух сторон позволит увеличить производительность.
Совокупность существенных признаков, характеризующих сущность изобретения, может быть многократно использована в профилегибочных станах (волочильно-прокатных установках) при изготовлении гнутых из листа профилей в машиностроении, прежде всего в авиакосмической отрасли для широкой номенклатуры металлов и профилей, что позволяет сделать вывод о соответствии изобретения критерию «промышленная применимость».
Сущность изобретения пояснена графическими материалами.
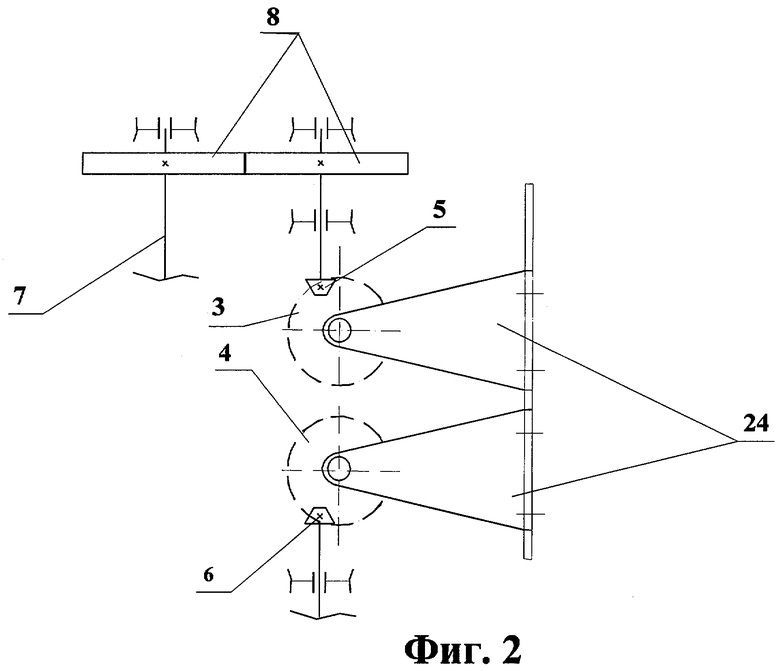
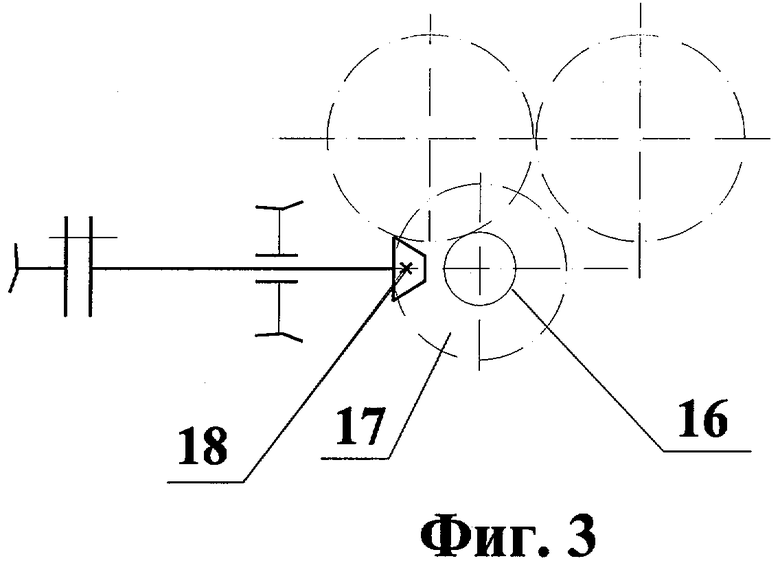
На фиг.1 показана кинематическая схема клети, на фиг.2 - вид А привода верхнего и нижнего валов, на фиг.3 - вид Б зубчатых колес редуктора.
Заявляемое изобретение «Клетевой модуль волочильно-прокатной установки» (фиг.1) согласно первому пункту формулы изобретения представляет собой формующую клеть с горизонтальным расположением главных рабочих валов 1, 2 один над другим, выступающих за габариты станины клетевого модуля с двух сторон, на концы которых установлены сменные профилегибочные ролики, приводимые во вращение навстречу друг другу через гипоидные и зубчатую передачи, которые содержат закрепленные на горизонтальных валах зубчатые колеса 3, 4, 8 и шестерни 5, 6 (фиг.2), соединенные с вертикальными промежуточными валами 7, 9. Промежуточные вертикальные валы через обгонные муфты 11 соединены с выходными валами редуктора 12. Редуктор клети - трехступенчатый, коническо-цилиндрический. Тихоходная ступень, образуемая косозубыми зубчатыми колесами 14, имеет передаточное отношение i=1 и предназначена для распределения потока мощности на два выходных вала 13, 15. Промежуточная цилиндрическая косозубая ступень и быстроходная коническая ступень с прямыми зубьями, включающие в себя зубчатые колеса соответственно 14, 16 и 17, 18 (фиг.1, 3), служат для понижения частоты вращения входного вала 19, соединенного через фланцевую муфту 20 с электродвигателем 21.
Изменение межосевого расстояния горизонтальных валов клети обеспечивает промежуточный вал 9, имеющий шлицевое телескопическое соединение 22. Опоры верхнего горизонтального вала смонтированы во втулках-ползунах 28, перемещающихся в вертикальном направлении в пазах щек станины. Между собой каретки (втулки-ползуны) связаны коромыслом 26, на котором установлена дополнительная опора промежуточного вала 10 и опора ходового винта 25, посредством которого осуществляется регулировка межосевого расстояния в пределах 110...200 мм.
Профилегибочные ролики выполнены сменными, установлены на выступающие за габариты станины концы горизонтальных валов.
Согласно второму пункту формулы изобретения горизонтальные валы клетевого модуля выполнены составными с двумя телескопическими шлицевыми соединениями 23 (фиг.1) для возможности изменения длины выступающих концов в пределах 100...200 мм и установки профилегибочных роликов различной ширины соответственно схеме формообразования профиля.
Согласно третьему пункту формулы изобретения составные горизонтальные валы клетевого модуля снабжены дополнительной промежуточной опорой в виде кронштейна 24 для повышения жесткости составных горизонтальных валов, устранения их прогиба.
Согласно четвертому пункту формулы изобретения, концы выступающих за габариты станины горизонтальных валов клетевого модуля с обеих сторон заключены в быстросъемные регулируемые хомуты 27 для повышения жесткости консолей валов в процессе профилирования.
В процессе работы клети мощность от привода через редуктор распределяется на промежуточные валы 9, 10. Далее через гипоидные передачи 3, 5 и 4, 6 на главные рабочие валы 1, 2, которые обеспечивают вращение профилегибочных роликов или их свободное вращение при протягивании профилируемой заготовки в процессе прокатки-волочения при отключенном двигателе, благодаря обгонным муфтам 11.
Заявляемое изобретение «Клетевой модуль волочильно-прокатной установки» представляет интерес для народного хозяйства, т.к. позволит: значительно повысить производительность труда не менее чем в два раза, профилировать в холодном состоянии листовые заготовки из широкой номенклатуры металлов, в том числе новых труднодеформируемых за счет составных горизонтальных валов, на выступающие концы которых по обе стороны установлены сменные профилегибочные ролики.
Заявляемое техническое решение не оказывает отрицательного воздействия на состояние окружающей среды.
| название | год | авторы | номер документа |
|---|---|---|---|
| КЛЕТЕВОЙ МОДУЛЬ ВОЛОЧИЛЬНО-ПРОКАТНОЙ УСТАНОВКИ | 2004 |
|
RU2275264C1 |
| КЛЕТЬ ПРОФИЛЕГИБОЧНОГО СТАНА | 2002 |
|
RU2223834C1 |
| КЛЕТЬ ПРОФИЛЕГИБОЧНОГО СТАНА | 2003 |
|
RU2252095C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ПРОФИЛЕЙ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ ЛИСТОВЫХ МАТЕРИАЛОВ И ВОЛОЧИЛЬНО-ПРОКАТНАЯ УСТАНОВКА ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2002 |
|
RU2226441C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ПРОФИЛЕЙ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ ЛИСТОВЫХ ЗАГОТОВОК И АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2004 |
|
RU2269392C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАНОК | 2004 |
|
RU2254193C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1999 |
|
RU2166396C2 |
| ПРОФИЛЕГИБОЧНЫЙ СТАНОК | 2000 |
|
RU2190490C2 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1997 |
|
RU2118921C1 |
| ФОРМОВОЧНЫЙ СТАН | 2001 |
|
RU2229352C2 |
Изобретение относится к обработке металлов давлением, в частности к изготовлению профилей из листовых заготовок профилированием в валках. Клетевой модуль содержит станину в виде двух замкнутых щек, установленные в щеках один над другим два горизонтальных вала с установленными профилегибочными роликами. Горизонтальные валы связаны с приводом посредством гипоидных передач через промежуточные вертикальные валы. Привод выполнен в виде электродвигателя и коническо-цилиндрического редуктора с двумя выходными валами. Для обеспечения возможности изменения межосевого расстояния один из указанных промежуточных вертикальных валов выполнен с телескопическим шлицевым соединением, а верхний горизонтальный вал выполнен с возможностью перемещения в вертикальном направлении и связан с имеющим телескопическое шлицевое соединение промежуточным вертикальным валом. При этом горизонтальные валы выполнены выступающими за габариты станины с двух сторон, а профилегибочные ролики выполнены сменными и установлены на выступающих за габариты станины концах горизонтальных валов. Горизонтальные валы могут быть выполнены составными, с двумя телескопическими шлицевыми соединениями. Достигается повышение производительности и расширение технологических возможностей за счет регулирования роликовых пар по ширине выступающих концов горизонтальных валов. 3 з.п. ф-лы, 3 ил.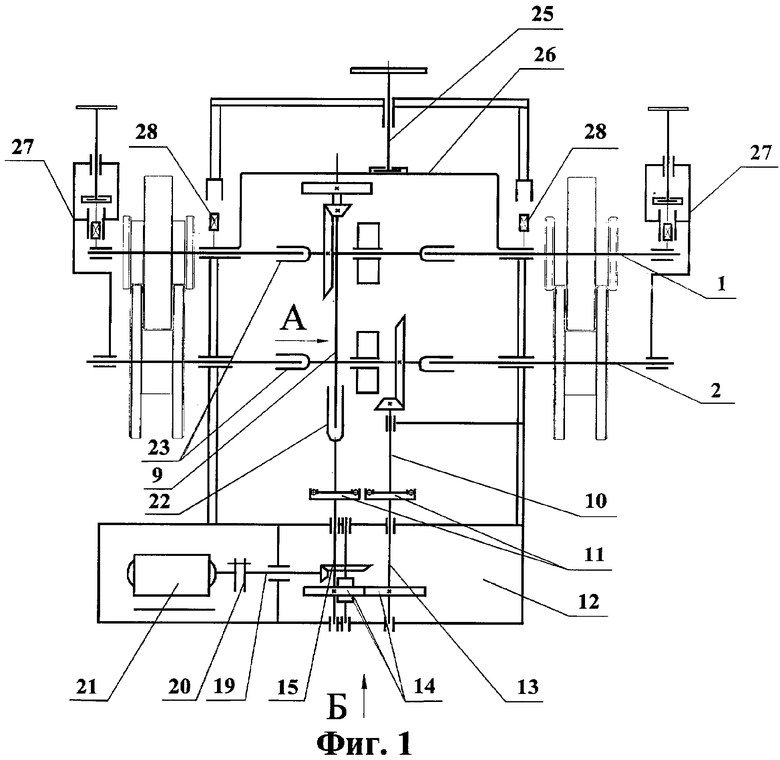
| КЛЕТЬ ПРОФИЛЕГИБОЧНОГО СТАНА | 2002 |
|
RU2223834C1 |
| Рабочая клеть профилегибочного стана | 1985 |
|
SU1214271A1 |
| Стан двухрядного профилирования | 1988 |
|
SU1570819A1 |
| Некруглые вальцы | 1942 |
|
SU63708A1 |
| US 4176539 A, 04.12.1979. | |||

