Изобретение относится к области формования деталей из полимерных композиционных материалов и может быть использовано для вакуумно-автоклавного формования деталей больших размеров и сложной формы, например авиационных конструкций.
Известен способ отверждения деталей из полимерных композиционных материалов, включающий использование термостабилизирующего элемента на поверхности детали при отверждении в камере с нагревателем /см. А.С. №1073119 СССР, МПК B 29 G 1/00, опубл. 1984/. Этот способ позволяет обеспечить равномерность нагрева детали, однако при этом сокращается скорость нагрева и увеличивается продолжительность процесса отверждения.
Известен способ отверждения деталей из полимерных композиционных материалов /Патент США №4828472, НПК 425-143 (МПК В 29 С 43/12), опубл. 09.05.1989/, который заключается в использовании формы с дополнительными электронагревателями и датчиками температуры для компенсации неравномерного нагрева детали при отверждении в камере с электронагревателем.
Недостатками известного способа является сложность конструкции формы, содержащей несколько встроенных электронагревателей и датчиков температур, а также низкое качество отверждения, обусловленное одновременным нагревом детали от формы и со стороны вакуумного мешка. Нагрев поверхности детали, примыкающий к вакуумному мешку, приводит к более быстрой полимеризации связующего. При этом затрудняется выход летучих веществ из внутренних слоев полимеризационного композиционного материала и снижает качество процесса отверждения. В результате повышается пористость и снижается прочность полимерного композиционного материала.
Технический результат изобретения заключается в повышении качества отверждения и упрощении конструкции формы, используемой для изготовления детали из полимерных композиционных материалов.
Для достижения технического результата предлагаемый способ отверждения детали из полимерных композиционных материалов содержит следующие общие, выраженные определенными понятиями существенные признаки, совокупность которых направлена на решение указанной цели изобретения. Размещение в камере формы с обшивкой, на формообразующей поверхности которой находится деталь из полимерных композиционных материалов, а внешняя поверхность обшивки опирается на загрузочный стол. Изменение в камере с помощью основного электронагревателя, при этом используются дополнительные электронагреватели с датчиками температур, которые обеспечивают равномерный нагрев детали из полимерных композиционных материалов до температуры отверждения. Дополнительные электронагреватели устанавливают на время отверждения на внешнюю обшивку формы, а датчики температур располагают между обшивкой формы и дополнительными электронагревателями. В процессе нагрева, до тех пор пока в камере не установится температура отверждения детали из полимерных композиционных материалов, температуру дополнительных электронагревателей поддерживают на 5-15°С больше, чем температура в камере.
По отношению к прототипу у предлагаемого изобретения имеются следующие отличительные признаки. Дополнительные электронагреватели на время отверждения устанавливают на внешнюю поверхность обшивки формы. Датчики температуры располагают между обшивкой формы и дополнительными электронагревателями. Температуру дополнительных электронагревателей поддерживают на 5-15°С больше, чем температура в камере до тех пор, пока в камере не установится температура отверждения детали из полимерных композиционных материалов.
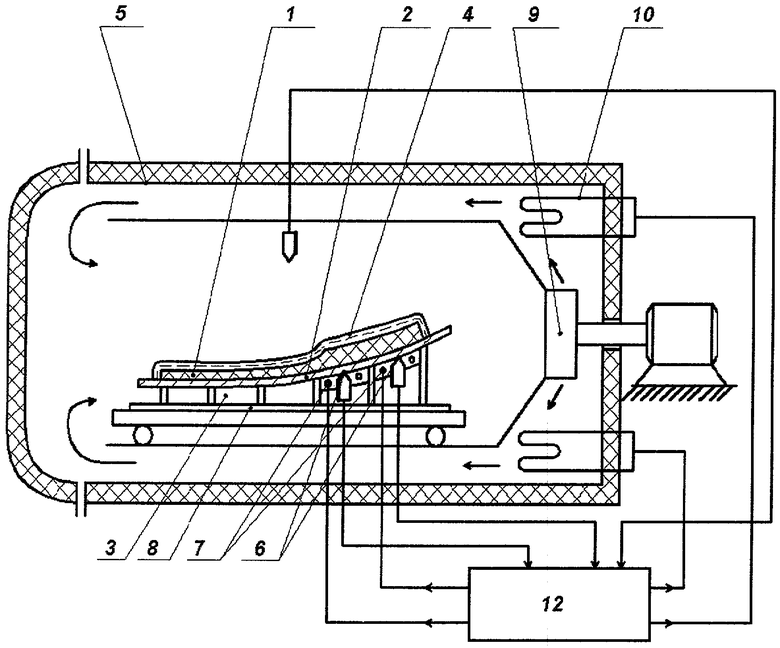
На чертеже представлено устройство для отверждения детали из полимерных композиционных материалов, реализующее предлагаемый способ.
Деталь 1 из полимерных композиционных материалов располагается на формообразующей поверхности обшивки 2 формы 3 в технологическом пакете 4 с вакуумным мешком. Перед загрузкой в камеру 5 для отверждения на внешней поверхности обшивки 2 устанавливают датчики температур 6 и дополнительные электронагреватели 7. Места размещения дополнительных электронагревателей 7 определяется опытным путем в той части формы, где происходит нагрев детали с меньшей скоростью. После размещения формы 3 на загрузочном столе 8 в камере 5 включается вентилятор 9, основной электронагреватель 10 и дополнительные электронагреватели 7. Контролируя температуру в камере по датчику 11, система управления 12 регулирует мощность основного электронагревателя 10. Сравнивая показания датчиков температуры 6 и 11, система управления 12 устанавливает мощности дополнительных электронагревателей 7, обеспечивающие превышение их температур на 5-15°С больше, чем в камере 5. После достижения в камере 5 температуры отверждения детали 1 дополнительные электронагреватели 7 отключаются.
Форма 3, не содержащая дополнительных электронагревателей 7 и датчиков температуры 6, значительно проще по конструкции и дешевле в изготовлении. Универсальная конструкция дополнительных электронагревателей 7 позволяет их использовать для отверждения различных деталей из полимерных композиционных материалов.
Размещение дополнительных электронагревателей 7 на внешней поверхности обшивки 2 создает более высокую температуру на формообразующей поверхности обшивки 2 формы 3, при этом процесс отверждения детали 1 из полимерных композиционных материалов начинается со слоев препрега, прилегающих к формообразующей поверхности обшивки 2. В процессе отверждения полимерных композиционных материалов образуются летучие (газообразные вещества), которые должны выходить из детали 1 в технологический пакет. Удаление летучих наиболее эффективно происходит через неотвержденные слои препрега. Более полное удаление летучих обеспечивает получение монолитной структуры полимерного композиционного материала, что повышает его прочность и долговечность. Превышение температуры дополнительных электронагревателей на 5-15°С соответствует допустимым отклонениям температур при отверждении детали из полимерных композиционных материалов.
Предлагаемый способ планируется использовать при отверждении авиационных деталей сложной формы и переменной толщины, при этом будет обеспечен равномерный и одновременный нагрев полимерных композиционных материалов на формах больших размеров.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО И СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ ПРЕИМУЩЕСТВЕННО В ВИДЕ ТЕЛ ВРАЩЕНИЯ | 2014 |
|
RU2574261C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ИЗДЕЛИЙ | 2010 |
|
RU2450921C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И РЕМОНТА ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ ДВОЙНЫМ ПОВЕРХНОСТНО-ОРТОГОНАЛЬНЫМ ВАКУУМНО-ИНФУЗИОННЫМ ПРОЦЕССОМ (DSOVIM) И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2023 |
|
RU2833579C1 |
| Устройство для отверждения деталей из полимерных композиционных материалов | 1983 |
|
SU1073119A1 |
| МЕТАЛЛОКОМПОЗИТНАЯ ОПОРА ОСВЕЩЕНИЯ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2017 |
|
RU2655273C1 |
| АВТОМАТИЗИРОВАННЫЙ КОМПЛЕКС ДЛЯ ИЗГОТОВЛЕНИЯ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2014 |
|
RU2574262C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРИВОЛИНЕЙНОЙ ТРЕХСЛОЙНОЙ КОМПОЗИТНОЙ ПАНЕЛИ | 2017 |
|
RU2685218C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОГО АНТЕННОГО РЕФЛЕКТОРА | 2018 |
|
RU2686865C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОЙ ПАНЕЛИ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 1995 |
|
RU2108910C1 |
| ТЕРМОВАКУУМНАЯ УСТАНОВКА ДЛЯ ОБРАБОТКИ ИЗДЕЛИЯ(ИЙ) | 2010 |
|
RU2439455C1 |
Изобретение относится к области формования деталей и предназначено для изготовления сложных авиационных деталей больших размеров из полимерных композиционных материалов вакуум-автоклавным формованием. Технический результат изобретения заключается в повышении качества процесса отверждения, а также в упрощении конструкции форм, используемых для изготовления деталей из полимерных композиционных материалов. Способ отверждения детали из полимерных композиционных материалов включает: размещение в камере формы с обшивкой, на формообразующей поверхности которой находится деталь из полимерных композиционных материалов, а внешняя поверхность обшивки опирается на загрузочный стол. Осуществляют изменения температуры в камере с помощью основного электронагревателя и использование дополнительных электронагревателей с датчиками температур для обеспечения равномерного нагрева детали из полимерных композиционных материалов до температуры отверждения. Дополнительные электронагреватели устанавливают на внешнюю поверхность обшивки формы на время отверждения. Датчики температур располагают между обшивкой формы и дополнительными нагревателями. Поддерживают температуру дополнительных электронагревателей на 5-15°С больше, чем температура в камере автоклава до тех пор, пока в камере не установится температура отверждения детали из полимерных композиционных материалов. 1 ил.
Способ отверждения детали из полимерных композиционных материалов, включающий размещение в камеру формы с обшивкой, на формообразующей поверхности которой находится деталь из полимерных композиционных материалов, а внешняя поверхность обшивки опирается на загрузочный стол, изменение температуры в камере с помощью основного электронагревателя, использование дополнительных электронагревателей с датчиками температур для обеспечения равномерного нагрева детали из полимерных композиционных материалов до температуры отверждения, отличающийся тем, что дополнительные электронагреватели на время отверждения устанавливают на внешнюю поверхность обшивки формы, а датчики температур располагают между обшивкой формы и дополнительными нагревателями, поддерживают температуру дополнительных электронагревателей на 5÷15°С больше, чем температура в камере до тех пор, пока в камере не установится температура отверждения детали из полимерных композиционных материалов.
| Устройство для отверждения деталей из полимерных композиционных материалов | 1983 |
|
SU1073119A1 |
| US 4828472 A, 09.05.1989 | |||
| Способ полимеризации толостостенных стеклопластиковых изделий | 1973 |
|
SU505572A1 |

