Изобретение относится к области машиностроения и может использоваться для формования и отверждения изделий из полимерных композиционных материалов, отверждающихся при повышенной температуре и избыточном давлении.
Известно устройство формования и затвердевания матричных композитных материалов под воздействием давления и тепла (Патент US 4828472 (А), B29C 33/02, B29C 35/02, B29C 70/44, 16.12.1983 г.), взятое за прототип.
В данном изобретении описано устройство для формования и отверждения композитных конструкций с отверждающимся связующим веществом, под воздействием давления и тепла с использованием вакуумных мешков в автоклаве для покрытия материала и приложения давления к этому материалу, состоящее из средств нагрева, включающих ряд нагревательных элементов, размещенных на поверхности материала для увеличения прогрева определенных зон многослойных изделий с одновременным регулированием давления в автоклаве для обеспечения равномерного нагрева детали при вакуумно-автоклавном формовании сложных деталей с датчиками температур, устанавливаемых на поверхность формы, измерение температур во всех зонах элементов конструкции, взаимодействующих с многослойным изделием, периодическое сравнение измеряемых температур с требуемыми значениями, выдержку при температуре отверждения и охлаждение.
Данное устройство нельзя использовать автономно для производства изделий из композиционных материалов, для его функционирования необходим комплекс дополнительных механизмов и устройств, обеспечивающих его работу. Описанная в изобретении система управления предназначена для управления циклами наддува и нагрева конечного изделия, т.е. запускает и регулирует только процессы, связанные с формованием материала и не включает в себя управление периферийными устройствами, которые обязательно должны быть задействованы в изготовлении конечной конструкции. Также в описанном устройстве используются воздух в качестве теплоносителя и ректификационная направляющая стенка для очистки потока воздуха внутри автоклава, но не указано, каким образом происходит очистка и как удаляются из сосуда примеси. Известно, что нередки случаи разгерметизации чехлов в процессе отверждения материалов, что создает условия для воспламенения летучих продуктов, входящих в состав связующих, используемых во многих композитах, а также для протекания процесса термоокислительной деструкции самих композиционных материалов и, особенно в процессе формования крупногабаритных толстостенных изделий, в состав которых входят связующие, отверждающиеся с экзотермическим эффектом, что создает условия для возгорания, и прогаров изделий. В приведенном устройстве не описано обеспечения безопасности процесса формования с точки зрения возникновения описанных выше ситуаций.
Недостатком описанного устройства также является использование систем дополнительных нагревателей, размещенных на поверхности изделия и вакуумного чехла со сложной системой контроля и управления совместной работой системы нагрева автоклава и дополнительных нагревателей, которые не являются универсальными. Использование этих устройств в общем случае не может обеспечить высокую степень равномерности температуры материала, поскольку из-за инерционности нагревателей прогрев и охлаждение будут неравномерны, в особенности для изделий с большой толщиной. Причем принудительное охлаждение нагревателей практически не осуществимо. Для различных изделий необходимы индивидуальные нагревательные элементы, точно соответствующие размерам и конфигурации изделия, для обеспечения плотного контакта и хорошей теплопередачи. Также требуется соблюдать точный баланс теплоты, подводимой в смежных зонах с дополнительными нагревательными элементами и на границах с нагревателями, что значительно усложнит схему в целом и сделает ее практически малопригодной для крупногабаритных конструкций со сложной пространственной конфигурацией.
Описание устройства по второму варианту представленного изобретения включает помимо нагревателей, установку средств измерения свойств связующего вещества, которые устанавливаются в форме пластин или проволоки на поверхность конструкции или вставляются внутрь конструкции. Датчики устанавливаются в той части конструкции, в которой температура может очень медленно повышаться, очень медленно понижаться и в некоторых других промежуточных зонах конструкции и предназначены для обнаружения изменений характеристик связующего. Это неоправданно, если конечное изделие имеет сложную конфигурацию, большие габариты и является многослойным. Известно, что при приложении давления формования к композиционному слоистому материалу в период времени, когда связующее еще находится в вязко-текучем состоянии, идет процесс перемещения связующего (выдавливание) в направлении от внутренних, прилегающих, например, к формообразующему элементу слоев, к наружным, где накапливается избыточное количество связующего. Таким образом, процесс загустевания связующего вещества в разных точках конструкции будет неравномерным и вязкость связующего вещества не будет одинаковой во всех точках изделия. Возможно отключение вакуумного насоса до полного перехода всего связующего в состояние затвердевания. Выделение летучих продуктов происходит на протяжении всего процесса формования, поэтому полного удаления газообразной составляющей в конструкции добиться не удастся и пустоты и пузыри в материале не исключаются. Также, если к конечной конструкции предъявляются требования об отсутствии посторонних включений в материале, поскольку они могут нарушить его теплофизические свойства, наличие в материале изделия пластин или проволоки не допускается. Поэтому применение установки по второму варианту вполне оправдано на этапе экспериментальной отработки технологии формования и делает ее малопригодной для промышленного производства изделий из композиционных материалов.
Целью изобретения является создание автоматизированного комплекса с компактным размещением, работающего как единый производственный центр в автоматическом и ручном режимах управления, обеспечивающего формование и отверждение изделий из полимерных композиционных материалов, с проведением эффективных автоматизированных режимов формования изделий при повышенной температуре и давлении, который как единый блок может встраиваться в технологическую линию всего производственного процесса по выпуску изделий из композиционных материалов.
Сущность изобретения заключается в том, что автоматизированный комплекс для изготовления изделий из полимерных композиционных материалов включает станцию по производству и сжатию нейтрального газа-теплоносителя с трубопроводом, накопительную установку нейтрального газа, каждая из которых оснащена выхлопным трубопроводом и подключена к системе управления, сосуд автоклава с герметично закрывающейся крышкой, термоизолированный от окружающей среды, с выхлопными трубопроводами, внутри которого закреплены опорная площадка для размещения формуемого изделия с формообразующим элементом, технологическим пакетом и герметичным чехлом, систему нагрева, подключенную к системе управления, средства направленного перемещения газообразной среды в виде тонкостенного циркуляционного экрана и вентилятора, встроенного в донную часть сосуда автоклава и подключенного к системе управления, а также рециркуляционную систему воздушно-водяного охлаждения, подключенную к системе управления и выполненную в виде пневмосистемы, компрессорного блока, установленного внутри сосуда автоклава теплообменника с выхлопным трубопроводом, соединенного с системой подготовки атмосферного воздуха и системой подготовки воды, подключенных к системе управления, а также трубопроводов, соединенных с системой подготовки воды и с контурами охлаждения элементов комплекса, вырабатывающих избыточное тепло, вакуумную станцию с выхлопным трубопроводом и с конденсаторами сбора и удаления летучих продуктов химических реакций, подключенную к герметичному чехлу посредством штуцеров и к системе управления, систему предварительной продувки инертным газом сосуда автоклава, систему продувки воздухом сосуда автоклава и сосудов ресиверов накопительной установки нейтрального газа, также подключенных к системе управления. А также в автоматизированном комплексе для изготовления изделий из полимерных композиционных материалов на сосуде автоклава установлены выхлопные трубопроводы с клапанами сброса избыточного давления, устройство с разрывной мембраной и датчик контроля содержания кислорода, внутри сосуда автоклава установлены датчики движения, а герметично закрывающаяся крышка оснащена устройством блокировки закрытия и открытия. При этом в автоматизированном комплексе для изготовления изделий из полимерных композиционных материалов сосуды станции по производству и сжатию нейтрального газа и сосуды накопительной установки нейтрального газа оснащены предохранительными клапанами избыточного давления, а на линии подачи нейтрального газа установлен клапан открытия-закрытия и предохранительный клапан избыточного давления, а также ресивер станции производства и сжатия нейтрального газа оснащен системой экстренного сброса нейтрального газа, а на его выхлопных трубопроводах установлены предохранительные клапаны избыточного давления и на выхлопных трубопроводах ресивера вакуумной станции установлены клапаны избыточного давления, а все выхлопные трубопроводы включают рассеиватели и системы шумоподавления.
Техническим результатом изобретения является обеспечение проведения эффективных автоматизированных и безопасных режимов формования изделий преимущественно из полимерных композитов с минимальными градиентами в широком интервале температур и давлений не от заданных значений, в среде нейтрального газа, например, азота с минимальным потреблением энергоресурсов и производственных площадей. Эффективность процессов достигается за счет малого потребления энергоносителей - воды, воздуха, электроэнергии, тепла, включая хранение азота в помещении и экономию затрат на теплоизоляцию и нагрев его в зимнее время года, малую протяженность магистралей подачи азота и теплоносителя в автоклав от источников.
Технический результат реализуется с помощью автоматизированного комплекса для изготовления изделий из полимерных композиционных материалов, работающего в автоматизированном или ручном режимах управления, в котором каждый элемент выполняет функциональную задачу, определяемую технологическим режимом формования изделий.
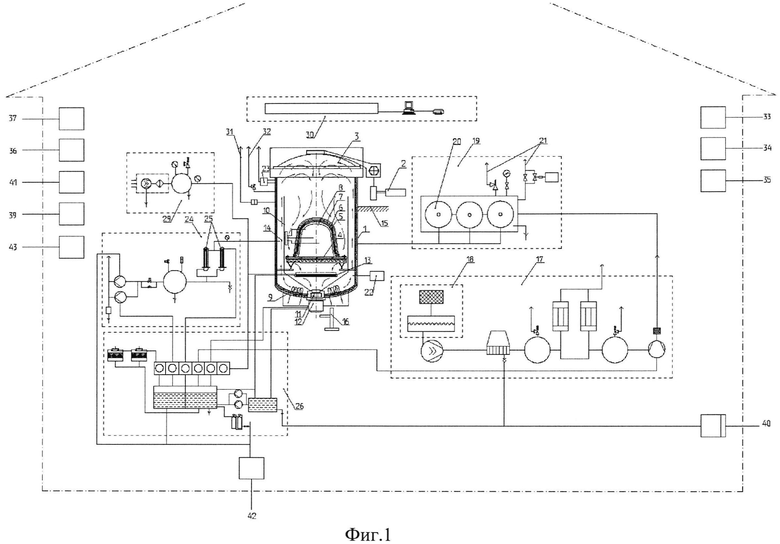
На фиг. 1 представлена блок-схема автоматизированного комплекса для изготовления изделий из полимерных композиционных материалов;
на фиг. 2 представлена схема автоматизированного комплекса для изготовления изделий из полимерных композиционных материалов размещенного в здании.
Автоматизированный универсальный комплекс для изготовления изделий из полимерных композиционных материалов состоит из теплоизолированного от окружающей среды сосуда автоклава 1, выдерживающего высокое давление, с герметично закрывающейся с помощью устройства открытия-закрытия 2 крышкой 3, при этом в сосуде автоклава 1 закреплена опорная площадка 4, на которую помещается формуемое изделие 5 с технологическим пакетом 6, герметичным чехлом 7 и формообразующим элементом 8, внутри сосуда автоклава 1 размещаются также нагревательные элементы 9 системы нагрева, теплообменник 10 рециркуляционной системы воздушно-водяного охлаждения, вентилятор 11 с электроприводом 12, тонкостенный циркуляционный экран 13 для направленного перемещения нейтрального газа-теплоносителя 14. С внешней стороны корпуса смонтированы площадки обслуживания 15 с трапами, устройство обслуживания вентилятора 16. В состав комплекса также входят станция производства и сжатия нейтрального газа-теплоносителя 17, например газообразного азота, система подготовки атмосферного воздуха 18 с калорифером, воздухозаборником и фильтрами, накопительная установка нейтрального газа-теплоносителя, например азотная накопительная установка 19 с горизонтально или вертикально установленными ресиверами 20, выхлопными трубопроводами 21 для систем безопасного дублированного автоматического сброса азота в атмосферу и системы продувки воздухом, а также блоком ускоренной подачи сжатого азота (на схеме не обозначены) из ресиверов 20 в сосуд автоклава 1 по команде, система продувки внутреннего пространства сосуда автоклава атмосферным воздухом 22 с датчиками содержания кислорода 23, вакуумная станция 24 с дублированной системой вакуумирования, укомплектованная теплообменниками-конденсаторами 25 для сбора летучих продуктов химических реакций, рециркуляционная система воздушно-водяного охлаждения и отвода тепла 26 с испарителями 27 и системой подготовки воды 28, автоматически выполняющая очистку, снижение содержания солей, введение модифицирующих добавок (ингибиторов, стабилизаторов и т.п.) в бытовую техническую воду, использующуюся в качестве теплоносителя в системе охлаждения, пневмосистема 29, автоматизированная система управления 30, обеспечивающая ведение технологических режимов в автоклаве и согласующая работу всего оборудования по заданной программе с непрерывным контролем состояния обрабатываемого изделия и параметров работающего оборудования, а также системами безопасности 31, 32.
Автоматизированный комплекс размещается в специальном здании (фиг. 2) с легкосбрасываемыми конструктивными элементами (крышей) при аварийной ситуации, связанной с резким ростом давления внутри здания. Автоматизированный комплекс оборудован системами отопления 33, кондиционирования воздуха 34 в помещениях, приточно-вытяжной вентиляцией с автоматической аварийной системой вытяжки 35, системой мониторинга и контроля содержания кислорода, формальдегида, этанола и других примесей в воздухе 36, системой видеонаблюдения и регистрации присутствия посторонних лиц 37, системой транспортирования грузов и изделий 38, системой подвода воздуха низкого и высокого давления 39, канализацией и дренажными системами удаления конденсата от оборудования 40, системами электропитания 41, системами водоснабжения 42, противопожарной защиты 43 и безопасности.
Работу комплекса можно описать следующим образом.
Первоначально вводятся программы в автоматизированную систему управления 30, включается оборудование станции производства и сжатия газообразного азота 17. Атмосферный воздух через воздухозаборники поступает в систему подготовки атмосферного воздуха 18 (фиг. 2), где проходит очистку и нагревается до комнатной температуры в холодное время года. По тепло- шумоизолированному трубопроводу подается в станцию производства азота 17. Вырабатываемый азот с заданным давлением и чистотой закачивается в ресиверы 20 азотной накопительной установки 19 (фиг. 1), где хранится под контролем датчиковой аппаратуры и системы безопасности. Параллельно программируется работа рециркуляционной системы воздушно-водяного охлаждения и отвода тепла. Из водопроводной сети в резервуар системы подготовки воды 28 поступает вода, в которую исходя из химического состава автоматически вводятся добавки для снижения жесткости, предотвращения развития микроорганизмов и коррозии металла. Задается также температура воды, поступающей в рециркуляционную систему охлаждения комплекса. Охлаждение воды при работе осуществляется с помощью испарителей 27. Включается также автоматическая компрессорная установка 44, вырабатывающая сжатый воздух низкого давления, который поступает в ее ресиверы пневмосистемы управления 45 и расходуется на приведение в действие пневмоаппаратуры комплекса, а также для подачи в теплообменник 10 системы охлаждения при высоких температурах. Дренаж теплоносителя из системы охлаждения происходит в емкость 46. Исходя из технологических особенностей изготавливаемого изделия и применяемых композиционных материалов, в систему управления комплекса вводятся параметры режима баротермической или термовакуумной обработки: температура, давление, глубина вакуума, скорости нагрева и охлаждения, время термостатирования и др. С помощью транспортных средств 38 - тележки и крана в помещение комплекса на формообразующем элементе 8 доставляется подготовленное к обработке формуемое изделие 5 с установленным технологическим пакетом 6, герметичным чехлом 7 и загружается в сосуд автоклава 1. Производится подстыковка температурных датчиков и вакуумной арматуры, предварительно установленных на герметичном чехле технологического пакета и на формообразующем элементе к соответствующим клеммам и разъемам, имеющимся внутри сосуда. После чего крышка 3 сосуда автоклава 1 герметично закрывается с помощью устройства открытия-закрытия 2, фиксируется затвором байонетного типа. Для надежной герметизации стыка между крышкой и корпусом в кольцевом уплотнителе создается избыточное давление азота, превышающее уровень давления в сосуде автоклава. Включается автоматический блокиратор открытия крышки. По команде «Пуск» с пульта управления 47 системы управления 30 начинается процесс обработки изделия: включаются насосы вакуумной системы 24, из ресиверов накопительной установки 20 в сосуд начинается регулируемая подача азота, открывается дренажный клапан и идет продувка сосуда автоклава 1 азотом для вытеснения воздуха с целью обеспечения полного отсутствия кислорода в рабочей среде. После чего клапан закрывается и происходит заполнение сосуда автоклава 1 азотом для достижения заданного режимом рабочего давления. Включаются нагреватели, размещенные внутри сосуда, и вентилятор 11 с электроприводом 12 обеспечивают направленное движение газообразного азота внутри сосуда автоклава 1. В автоматическом режиме по заданной программе производятся нагрев изделия, термостатирование и охлаждение. Все параметры процесса регулируются и поддерживаются в заданных интервалах автоматически. Имеется также возможность ручного управления процессами. Постоянно активизирована система автоматической безопасности процесса.
Режимы баротермической обработки проводятся при давлении азота внутри сосуда автоклава 1, равном или превышающем атмосферное, термовакуумная обработка производится при давлении, меньшем чем атмосферное.
После проведения режима происходит сброс азота в атмосферу за пределы здания через выхлопные трубы 48 с рассеивателями и системами шумоподавления 49.
При достижении снижения давления в сосуде автоклава 1 до атмосферного внутрь него подается свежий атмосферный воздух, происходит замещение азота воздухом с постоянным контролем уровня кислорода внутри сосуда автоклава 1. При достижении безопасного для человека уровня, продувка прекращается, отключается блокировка устройства открытия-закрытия 2 крышки и крышка 3 открывается. Изделие с технологической оснасткой извлекается из сосуда автоклава 1 и транспортируется для проведения дальнейших работ. Комплекс готовится к проведению следующих режимов обработки изделий.
Здание комплекса оборудовано центром для размещения аппаратуры системы управления процессами 50 для круглосуточного дежурства операторов, шлюзами 51 для въезда транспорта, блоком энергопитания с трансформаторной станцией и системой бесперебойного снабжения электроэнергией 52, системой водяного отопления 53, блоком установок 54, обеспечивающим вентилирование и кондиционирование воздушной среды в помещениях здания, помещениями 55 для обслуживающего персонала. Во всех помещениях установлена датчиковая аппаратура контроля за содержанием уровня кислорода и вредных примесей в воздушной среде с передачей информации на пульт 56 и системы аварийного сброса азота из ресиверов и аварийную вентиляцию. Здание оборудовано системами электроосвещения в безопасном исполнении, видеонаблюдения и датчиками контроля несанкционированного присутствия посторонних лиц, оборудованием для химической очистки теплообменников и трубопроводов, пневматическими и гидравлическими устройствами для периодических испытаний сосудов, работающих под давлением. Имеется также закольцованная система автоматического дренажа конденсата из оборудования, очистки и сброса в канализационную сеть.
Применение этажности размещения оборудования в виде антресоли и приямка, находящегося ниже уровня пола, с целью рационального использования производственной площади, использование тепла, выделяемого технологическим оборудованием для обогрева помещения, в частности нагретого воздуха, используемого для охлаждения воздушного компрессора азотной станции, использования системы оборотного водяного охлаждения технологического оборудования применением позонной автоматической системы кондиционирования воздушной среды в помещениях, автоматизированной энергосберегающей системы водяного отопления помещений позволяет компактно разместить автоматизированный комплекс в едином блоке помещений, при этом он работает как единый производственный центр в автоматическом и ручном режимах управления, обеспечивая формование и отверждение изделий из полимерных композиционных материалов с возможностью проведения эффективных автоматизированных режимов формования изделий при повышенной температуре и давлении, который как единый блок может встраиваться в технологическую линию всего производственного процесса по выпуску изделий из композиционных материалов. Таким образом, поставленная задача решена.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО И СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ ПРЕИМУЩЕСТВЕННО В ВИДЕ ТЕЛ ВРАЩЕНИЯ | 2014 |
|
RU2574261C1 |
| СПОСОБ ВЗРЫВОБЕЗОПАСНОГО ВАКУУМИРОВАНИЯ ПРИ ПРОИЗВОДСТВЕ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2013 |
|
RU2524236C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ ИЗ ПОЛИМЕРНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА ТРАНСФЕРНО-МЕМБРАННЫМ ФОРМОВАНИЕМ "ТМФ" (ВАРИАНТЫ) | 2012 |
|
RU2496640C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОИСТЫХ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 1996 |
|
RU2116887C1 |
| ПАТРУБОК ГИБКИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ НА ОСНОВЕ ВУЛКАНИЗИРОВАННОЙ ПРОРЕЗИНЕННОЙ СТЕКЛОТКАНИ И ПОЛИМЕРНОГО ПОКРЫТИЯ | 2023 |
|
RU2808131C1 |
| ТЕРМОВАКУУМНАЯ УСТАНОВКА ДЛЯ ОБРАБОТКИ ИЗДЕЛИЯ(ИЙ) | 2010 |
|
RU2439455C1 |
| ПАТРУБОК ГИБКИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ НА ОСНОВЕ НЕВУЛКАНИЗИРОВАННОЙ ПРОРЕЗИНЕННОЙ СТЕКЛОТКАНИ | 2023 |
|
RU2817033C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ИЗДЕЛИЙ | 2010 |
|
RU2450921C2 |
| УСТРОЙСТВО ДЛЯ ПЕРЕРАБОТКИ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 2000 |
|
RU2191692C2 |
| ДВИГАТЕЛЬ ВНУТРЕННЕГО СГОРАНИЯ С ТУРБОНАДДУВОМ И РЕЦИРКУЛЯЦИЕЙ ОТРАБОТАВШИХ ГАЗОВ | 1992 |
|
RU2090774C1 |
Изобретение относится к области машиностроения и может использоваться для формования и отверждения изделий из полимерных композиционных материалов, отверждающихся при повышенной температуре и избыточном давлении. Автоматизированный комплекс для изготовления изделий из полимерных композиционных материалов включает станцию по производству и сжатию нейтрального газа-теплоносителя с трубопроводом, накопительную установку нейтрального газа, подключенную к системе управления, термоизолированный сосуд автоклава с герметично закрывающейся крышкой, внутри которого закреплены опорная площадка для размещения формуемого изделия с формообразующим элементом, технологическим пакетом и герметичным чехлом, систему нагрева, подключенную к системе управления, средства направленного перемещения газообразной среды в виде тонкостенного циркуляционного экрана и вентилятора, встроенного в донную часть сосуда автоклава и подключенного к системе управления, и рециркуляционную систему воздушно-водяного охлаждения, подключенную к системе управления и выполненную в виде пневмосистемы. Он имеет вакуумную станцию с выхлопным трубопроводом и с конденсаторами сбора и удаления летучих продуктов химических реакций, подключенную к герметичному чехлу и к системе управления, систему предварительной продувки инертным газом сосуда автоклава, систему продувки воздухом сосуда автоклава и сосудов ресиверов накопительной установки нейтрального газа, также подключенных к системе управления. Техническим результатом изобретения является обеспечение проведения эффективных автоматизированных и безопасных режимов формования изделий, преимущественно из полимерных композитов, с минимальными градиентами в широком интервале температур и давлений не от заданных значений, в среде нейтрального газа, например, азота с минимальным потреблением энергоресурсов и производственных площадей. 4 з.п. ф-лы, 2 ил.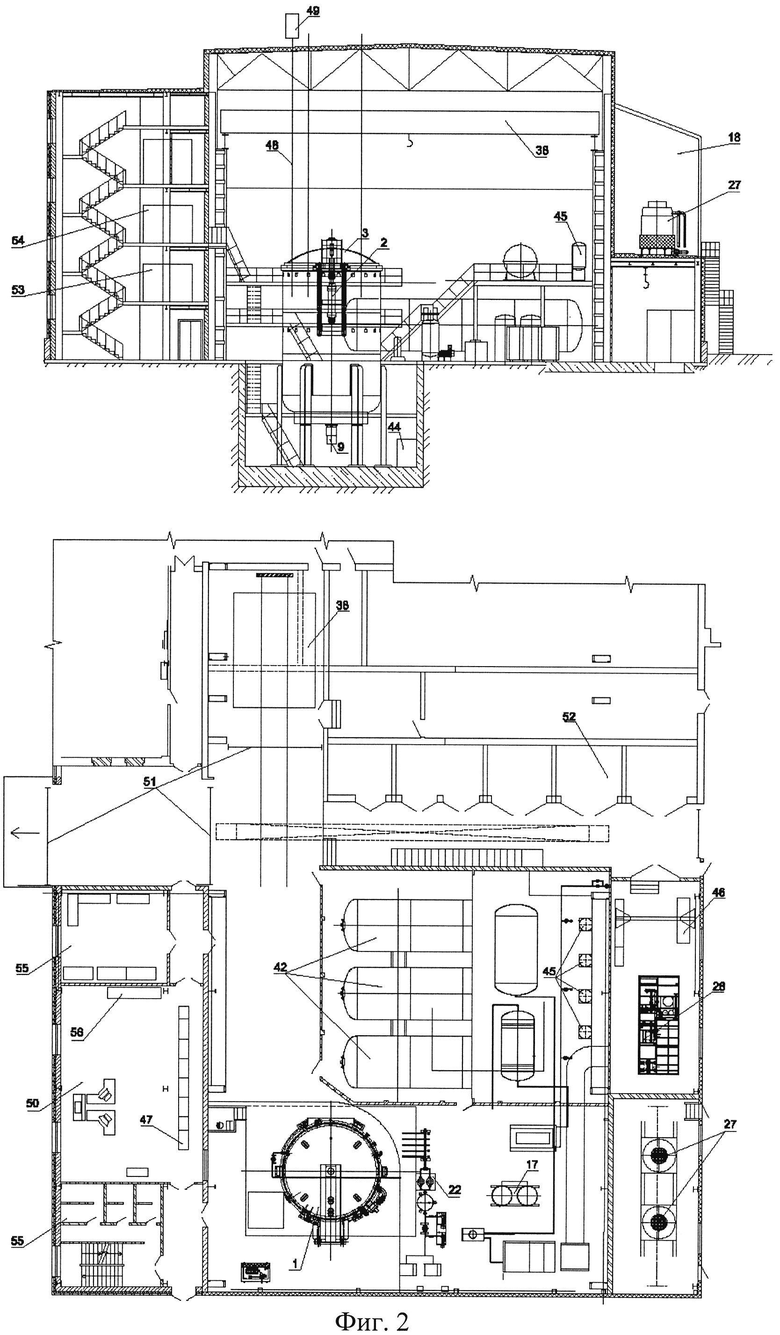
1. Автоматизированный комплекс для изготовления изделий из полимерных композиционных материалов включает станцию по производству и сжатию нейтрального газа-теплоносителя с трубопроводом, накопительную установку нейтрального газа, каждая из которых оснащена выхлопным трубопроводом и подключена к системе управления, сосуд автоклава с герметично закрывающейся крышкой, термоизолированный от окружающей среды, с выхлопными трубопроводами, внутри которого закреплены опорная площадка для размещения формуемого изделия с формообразующим элементом, технологическим пакетом и герметичным чехлом, систему нагрева, подключенную к системе управления, средства направленного перемещения газообразной среды в виде тонкостенного циркуляционного экрана и вентилятора, встроенного в донную часть сосуда автоклава и подключенного к системе управления, а также рециркуляционную систему воздушно-водяного охлаждения, подключенную к системе управления и выполненную в виде пневмосистемы, компрессорного блока, установленного внутри сосуда автоклава теплообменника с выхлопным трубопроводом, соединенного с системой подготовки атмосферного воздуха и системой подготовки воды, подключенных к системе управления, а также трубопроводов, соединенных с системой подготовки воды и с контурами охлаждения элементов комплекса, вырабатывающих избыточное тепло, вакуумную станцию с выхлопным трубопроводом и с конденсаторами сбора и удаления летучих продуктов химических реакций, подключенную к герметичному чехлу посредством штуцеров и к системе управления, систему предварительной продувки инертным газом сосуда автоклава, систему продувки воздухом сосуда автоклава и сосудов ресиверов накопительной установки нейтрального газа, также подключенных к системе управления.
2. Комплекс по п. 1, отличающийся тем, что на сосуде автоклава установлены выхлопные трубопроводы с клапанами сброса избыточного давления, устройство с разрывной мембраной и датчик контроля содержания кислорода, внутри сосуда автоклава установлены датчики движения, а герметично закрывающаяся крышка оснащена устройством блокировки закрытия и открытия.
3. Комплекс по п. 1, отличающийся тем, что сосуды станции по производству и сжатию нейтрального газа и сосуды накопительной установки нейтрального газа оснащены предохранительными клапанами избыточного давления, а на линии подачи нейтрального газа установлен клапан открытия-закрытия и предохранительный клапан избыточного давления, а также ресивер станции производства и сжатия нейтрального газа оснащен системой экстренного сброса нейтрального газа, а на его выхлопных трубопроводах установлены предохранительные клапаны избыточного давления.
4. Комплекс по п. 1, отличающийся тем, что на выхлопных трубопроводах ресивера вакуумной станции установлены клапаны избыточного давления.
5. Комплекс по п. 1, отличающийся тем, что все выхлопные трубопроводы включают рассеиватели и системы шумоподавления.
| US 4828472 A, 09.05.1989 | |||
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОБРАБОТКИ И ЗАКРЕПЛЕНИЯ КАМЕННЫХ БЛОКОВ И ПЛИТ | 2006 |
|
RU2401822C2 |
| Устройство для программного поддержания температуры в автоклаве | 1990 |
|
SU1770951A2 |

