Изобретение относится к технологии изготовления многослойных панелей из полимерных композиционных материалов и может быть использовано при изготовлении авиационных и судовых конструкций.
Изобретение направлено на решение задачи, заключающейся в обеспечении высокого качества многослойной панели сложной формы из композиционных материалов.
Известен способ изготовления многослойной панели из полимерных композиционных материалов (кн. Гуртовник И.Г., Спортслин В.Н. Стеклопластики радиотехнического назначения. - М.: Химия, 1987 с. 82 - 83, 90 - 91), в соответствии с которым пакет препрега выкладывают на поверхность формы, накрывают эластичной цулагой, дренажным слоем и вакуумным мешком, создают разряжение под вакуумным мешком и помещают в камеру термопечи или автоклава, где формуют многослойную панель при высоких температуре и давлении.
При использовании тканого наполнителя из высокомодульного материала наблюдается низкое качество формования многослойной панели, особенно на малых радиусах изгиба поверхности формы. Как следствие, в панели образуются внутренние пустоты, снижающие механические свойства многослойной панели из композиционных материалов.
Наиболее близким по технической сущности к изобретению является выбранное в качестве прототипа авт. свид. СССР N 854737 кл. B 29 G 7/02, опублик. 15.08.81 в соответствии с которым сначала укладывают слои препрега из высокомодульного материала на поверхность формы, затем собирают герметичный технологический пакет из дренажного слоя и вакуумного мешка, производят опрессовку под воздействием пульсового давления, а затем отверждение при повышенных температуре и давлении.
Недостатком прототипа является низкое качество многослойной панели, имеющей поверхности сложной формы и участки с малым радиусом изгиба. Высокая упругость и малая липкость отдельных слоев высокопрочного препрега приводят на участок с малым радиусом изгиба к отслоению и смещению слоев препрега друг относительно друга после укладки на поверхность формы. Использование обогреваемого прикаточного ролика или кратковременное создания пульсирующего давления при опрессовке позволяет временно в отдельных местах уплотнить пакет препрега, но после завершения прикатки или снятия давления при опрессовке слои препрега начинают самопроизвольно, под давлением упругих сил высокомодульных волокон вновь смещаться и отслаиваются. Смещение и отслоение отдельных слоев препрега при последующем формовании многослойной панели и отверждении полимерного связующего приводят к образованию внутренних пустот и расслоений, особенно на участках с малым радиусом изгиба. Это снижает механическую упругость, долговечность и надежность многослойной панели из композиционного материала.
Цель изобретения заключается в повышении качества многослойной панели из композиционного материала путем исключения внутренних отслоений и смещений слоев высокомодульного препрега друг относительно друга за счет увеличения длительности и повышения эффективности опрессовки многослойной панели до отверждения полимерного связующего.
Для достижения поставленной цели предлагаемый способ изготовления многослойной панели из композиционного материала содержит следующие общие, выраженные определенными понятиями существенные признаки, совокупность которых направлена на решение только одной, связанной с целью изобретения задачи. Укладку препрега на поверхность формы, сборку герметичного технологического пакета, опрессовку путем создания вакуума и сообщения с атмосферой полости в герметичном технологическом пакете и формование с нагревом до температуры отверждения полимерного связующего. При опрессовке вакуум 0,04 - 0,01 МПа создается в полости герметичного технологического пакета не менее чем на 2 ч. Сообщение полости герметичного технологического пакета с атмосферой производится после выдержки вакуума не менее 30 мин на несколько минут с последующим повторным созданием вакуума и продолжением опрессовки.
Совокупность указанных общих существенных признаков дополняют, развивают и уточняют частные отличительные признаки, которые направлены на решение той же задачи. Опрессовку многослойной панели из композиционных материалов по форме предлагается производить с нагревом панели до температуры на 30 - 50oC меньшей, чем температура отверждения полимерного связующего.
По отношению к прототипу у предлагаемого изобретения имеются следующие отличительные признаки. Опрессовку производят, создавая вакуум 0,04 - 0,01 МПа, не менее чем на 2 часа, что создает дополнительное уплотняющее воздействие на пакет высокомодульного препрега, исключая смещение и отслоение отдельных слоев препрега за счет их упругости. Периодическое снятие вакуума на несколько минут и последующее восстановление вакуума в герметичном технологическом пакете повышает равномерность воздействия вакуумного мешка на уплотняемую многослойную панель из композиционного материала, способствующего удалению воздуха из образовавшихся внутренних искусственных лекальных полостей и, как следствие, к снижению пористости материала и увеличению прочности.
Повышение температуры многослойной панели при опресовке на форме усиливает уплотняющее воздействие за счет уменьшения вязкости полимерного связующего и повышения липкости отдельных слоев препрега. Температура нагрева должна быть существенно (на 30 - 50oC) ниже температуры начала отверждения полимерного связующего, т.к. связующее должно оставаться в вязкотекущем состоянии и сохранить способность к образованию монолитной структуры композиционного материала при последующем основном формовании в автоклаве или термопечи.
Выбор граничных значений времени опрессовки многослойной панели из композиционного материала на форме и величина вакуума в герметичном технологическом пакете получены экспериментально.
По имеющимся у авторов сведениям совокупность существенных признаков, характеризующих сущность изобретения не известна из уровня техники, что позволяет сделать вывод о соответствии изобретения критерию "новизна".
По мнению авторов сущность изобретения не следует для специалиста явным образом из известного уровня техники, так как из него не выявляется вышеуказанное влияние на получаемый технический результат - новое свойство объекта - совокупность признаков, которые отличают от прототипа предлагаемое изобретение, что позволяет сделать вывод о его соответствии критерию "изобретательский уровень". Совокупность существенных признаков, характеризующих сущность изобретения, в принципе, может быть многократно использована при изготовлении авиационных конструкций из полимерных композиционных материалов с получением технического результата, заключающегося в высоком качестве многослойной панели сложной формы, что позволяет сделать вывод о соответствии изобретения критерию "промышленная применимость".
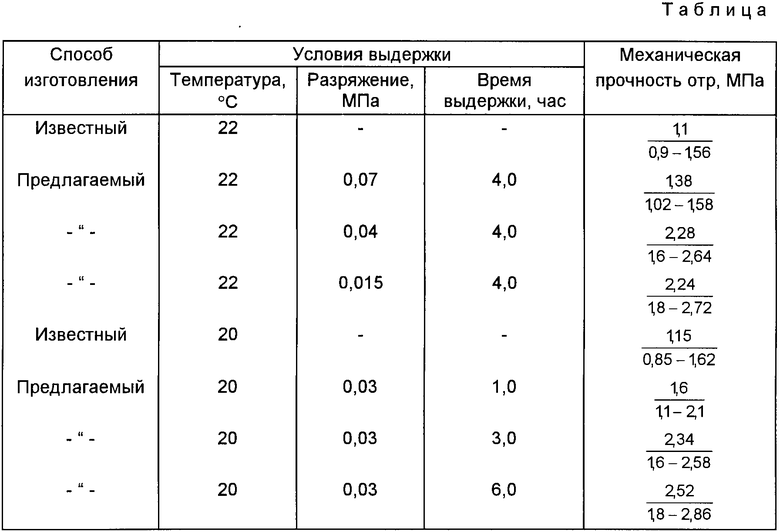
Пример реализации предлагаемого способа был использован при изготовлении многослойной панели с трубчатым заполнителем, в которой каждая обшивка изготавливалась из 6 слоев препрега на основе стеклоткани T-10-80, трубчатый заполнитель - из 3 слоев препрега на стеклоленте ЛСК BM - 0,1; а полимерное связующее - ЭДТ - 69 H. Одновременно изготавливались по четыре многослойных панели, три из которых опрессовавылись под вакуумным мешком, а последняя четвертая производилась по известной технологии. Обычно отключение герметичного технологического пакета от системы вакуумирования при опрессовке производилось 1 - 2 раза на несколько минут. Далее эти многослойные панели одновременно формовались в автоклаве, разрезались на образцы и проходили испытания на механическую прочность ( σотр. при отрыве обшивки от трубчатого заполнителя). Данные испытаний и условия опрессовки представлены в таблице.
Из полученных данных следует, что предварительная прессовка многослойной панели на форме с вакуумом в герметичном технологическом пакете в 2 раза увеличивает механическую прочность, что позволяет сократить массу авиационной конструкции и снизить требование к режимам окончательного формования многослойной панели из композиционного материала.
Предлагаемый способ изготовления многослойной панели из композиционного материала представляет значительный интерес для народного хозяйства, так как позволяет повысить качество и надежность авиационных конструкций.
Предлагаемое решение не оказывает отрицательного воздействия на состояние окружающей среды.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОТВЕРЖДЕНИЯ ДЕТАЛИ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2004 |
|
RU2252141C1 |
| Безлонжеронная лопасть винта вертолёта и способ её изготовления | 2018 |
|
RU2683410C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОГО МНОГОСЛОЙНОГО ИЗДЕЛИЯ | 2024 |
|
RU2832222C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРИВОЛИНЕЙНОЙ ТРЕХСЛОЙНОЙ КОМПОЗИТНОЙ ПАНЕЛИ | 2017 |
|
RU2685218C1 |
| Способ изготовления композитного бампера для наземного транспортного средства | 2019 |
|
RU2723856C1 |
| СПОСОБ ОТВЕРЖДЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 1999 |
|
RU2170745C2 |
| СПОСОБ ПОЛУЧЕНИЯ СЛОИСТОГО ПЛАСТИКА | 2014 |
|
RU2569537C1 |
| УСТРОЙСТВО И СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ ПРЕИМУЩЕСТВЕННО В ВИДЕ ТЕЛ ВРАЩЕНИЯ | 2014 |
|
RU2574261C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАСТЕЙ С ПЕРЕМЕННЫМ ПО ИХ ДЛИНЕ КОЛИЧЕСТВОМ КОНТУРОВ | 1991 |
|
RU2043953C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СРЕДНЕГО СЛОЯ ТРЕХСЛОЙНЫХ ПАНЕЛЕЙ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА С ПОЛИМЕРНЫМ СВЯЗУЮЩИМ | 2008 |
|
RU2381132C1 |
Использование изобретения: при изготовлении авиационных и судовых конструкций с целью повышения качества многослойной панели из композиционного материала. Сущность изобретения: способ изготовления многослойной панели из композиционного материала, включает укладку препрега на поверхность формы, сборку герметичного технологического пакета, опрессовку путем создания вакуума 0,04 oC 0,01 МПа не менее чем на 2 ч и сообщения с атмосферой после выдержки вакуума не менее 30 мин полости в герметичном технологическом пакете. Последующее формование многослойной панели на форме производят с нагревом до температуры отверждения полимерного связующего. 1 з.п.ф-лы, 1 табл.
| SU, авторское свидетельство, 854737, кл | |||
| Солесос | 1922 |
|
SU29A1 |
