Изобретение относится к металлургии, в частности к получению тонких широких микрокристаллических лент, перспективных для создания высокотемпературных сверхпроводников на ленточном носителе, из нержавеющей хромоникелевой стали аустенитного класса методом спиннингования расплава на одновалковой установке. К ленточным высокотемпературным сверхпроводникам для изделий широкого спектра применения предъявляется комплекс требований: варьируемая ширина ленты от 5 до 100 мм без утолщения, высокая прочность на разрыв, высокая токонесущая способность, высокие значения генерируемых магнитных полей, работоспособность в широком диапазоне температур. С учетом специфики изготовления высокотемпературных сверхпроводников ленточного типа, большую часть этих требований возможно реализовать за счет изготовления качественной ленты- подложки. Очевидна экономическая эффективность реализации способов прямого получения литой полосы и ленты непосредственно из расплава, связанная с резким снижением расходов на капиталовложения и значительным энергосбережением, по сравнению с традиционными способами прокатки.
Известен способ получения порошка, волокна или ленты из расплава (RU 95 102 577 А1, 22.02.1995) жаростойких и углеродистых сталей, например хромоникелевых и нержавеющих, металлов и сплавов с низкой температурой плавления, например алюминия, меди. Согласно способу, включающему нанесение на поверхность расплава слоя шлака и погружения в расплав вращающегося охлаждаемого диска, на поверхность расплава наносят слой шлака, толщина которого обратно пропорциональна его вязкости, изменяющейся в пределах 2°С 10 Па⋅с, а погружение диска осуществляют с изменением линейной скорости в зоне контакта диска с расплавом, в результате чего обеспечивается получение однородного продукта из расплава жаростойких и углеродистых сталей при высокой производительности процесса. Недостатками способа являются сложность контролирования геометрических параметров продукта (ширины и толщины ленты), которая регулируется системой поднятия/опускания диска-кристаллизатора и зависит от уровня расплава, снижение уровня которого приводит к обрыву ленты, и отсутствие ввиду вышесказанного возможности формирования лент длиной более 10 метров. Также имеет место загрязнение поверхности ленты материалом шлака.
Известен способ получения тонких листов-лент и устройства для его осуществления (RU 2002 119 233 А, 16.07.2002), включающий подачу жидкого металла в зазор, образуемый парой вращающихся охлаждаемых валков кристаллизаторов с выдачей затвердевшего металла в противоположную сторону от стороны подачи жидкого металла, торцевая часть которых с одной или двух сторон защищена неподвижной обогреваемой или необогреваемой плитой или плитами, отличающийся тем, что формирование листов-лент во время разливки производят из емкости жидкого металла, образуемой не менее чем двумя парами валков, кристаллизаторами с вводом жидкого металла в образуемую емкость через один или оба торца блока валков. Недостатком известного способа является сложность многовалковой конструкции, особенности которой исключают возможность формирования лент шириной более 15 мм и длиной более 5 метров из материалов с температурой плавления выше 1400°С, а также контролируемого создания направленной микрокристаллической структуры. Способ включает в себя необходимость закрытия зеркала металла в межвалковом пространстве шлаком или теплоизоляционной засыпкой, что приводит к загрязнению поверхностей лент используемым для этих целей материалом.
Наиболее близким по технической сущности к заявляемому изобретению является способ получения быстротвержденного сплава для магнита (RU 2 255 833 С1, 30.06.2003), выбранный в качестве прототипа. В известном патенте раскрывается способ получения быстроотвержденного сплава, включающий получение расплава и формирование быстроотвержденного сплава со средним размером кристаллических зерен приблизительно от 10-9 до 10-6 м. Расплав имеет состав, представленный общей формулой (Fe1-mTm)100-x-y-zQxRyMz, где Т представляет собой Со и/или Ni; Q представляет собой В и/или С; R-редкоземельный элемент, М выбран из Al, Si, Ti, V, Cr, Mn, Cu, Zn, Ga, Zr, Nb, Mo, Ag, Hf, Та, W, Pt, Au и Pb, при этом мольные доли х, у, z и m удовлетворяют следующим неравенствам: 10 ат.% ≤ х ≤ 35 ат.%; 2 ат.% ≤ у ≤ 10 ат.%; 0 ат.% ≤ z ≤ 10 ат.% и 0 ≤ m ≤ 0,5. На стадии формирования быстроотвержденного сплава расплав выливают на направляющий элемент, направляющая поверхность которого образует угол наклона по отношению к горизонтальной плоскости, и подают расплав, стекающий по направляющей поверхности, через отверстие по меньшей мере одного канала разливки на контактный участок поверхности охлаждающего валка со скоростью вращения 15 м/с, в результате может быть получен быстроотвержденный сплав в виде тонких полос с равномерной толщиной при постоянной скорости охлаждения. Существенными недостатками известного способа являются:
- присутствие в расплаве редкоземельного элемента, что отрицательно сказывается на экономичности материала;
- для получения нанокомпозитного сплава, большое значение имеет то, как задаются условия быстрого охлаждения и отверждения расплавленного сплава, поскольку данные условия должны определять конкретную структуру (к примеру, процентное содержание аморфных фаз) получаемого быстроотвержденного сплава, что существенно снижает возможность контролируемого создания направленной микрокристаллической структуры;
- на стадии формирования быстроотвержденного сплава устанавливают направляющий элемент таким образом, чтобы обеспечить расстояние от около 1 до около 50 мм между концом по меньшей мере одного канала разливки и поверхностью охлаждающего валка с низкой скоростью вращения, что вносит дополнительные температурные потери расплава до его контакта с кристаллизатором и существенно влияет на микрокристаллическую структуру, увеличивая угол разориентировки зерен, что влечет за собой повышение шероховатости поверхности свыше Rz=800 нм.
К недостаткам известных способов, в том числе и прототипа, относится невозможность получения длинномерных лент с шириной более 20 мм при толщине 30 мкм и более из нержавеющей хромоникелевой стали аустенитного класса с высокой температурой плавления, стойких к высокотемпературному окислению с большим температурным коэффициентом линейного расширения в продольном и поперечном направлениях треку спиннингования, с контролируемой микрокристаллической структурой, представленной вытянутыми зернами, ориентированными перпендикулярно треку спиннингования.
Техническим результатом настоящего изобретения является создание способа получения тонких микрокристаллических широких лент из нержавеющей хромоникелевой стали аустенитного класса методом спиннингования расплава, длиной более 5 м, шириной 27 мм, толщиной 41 или 44 мкм в микрокристаллическом состоянии стойких к окислению вплоть до 900°С способом спиннингования расплава нержавеющей хромоникелевой стали аустенитного класса, пригодных для производства высокотемпературных сверхпроводников второго поколения. Разброс размеров зерен в ленте составляет от порядка 1-2 мкм до порядка 17 мкм, встречаются также отдельные зерна размером до 25 мкм, за счет чего обеспечивается предел прочности σв 550-600 МПа. Параметры шероховатости сторон ленты находятся в пределах Rz=300-500 нм.
Технический результат достигается за счет того, что в способе получения тонких микрокристаллических широких лент из нержавеющей хромоникелевой стали аустенитного класса методом спиннингования расплава, включающем получение расплава в тигле методом индукционной плавки в индукторе мощностью 60-100 В из стали марки 20Х23Н18 производят экструдирование расплава под давлением 0,3-0,9 МПа через сопло с прямоугольным отверстием вертикально вверх на медный валок-кристаллизатор, при этом скорости вращения относительно горизонтальной оси обеспечивается в пределах 20-40 м/с.При этом расплавляют нержавеющую хромоникелевую сталь с содержанием углерода ≤0,2 мас. %, суммарным содержанием кремния и марганца 2,5-4,5 мас. %, суммарным содержанием фосфора и серы ≤0,05 мас. %, причем содержание марганца ≤2 мас. %, содержание фосфора ≤0,03 мас. %, а соотношение содержания хрома к железу составляет 0,46-0,48.
Определено, что соотношение содержания хрома к железу в исходной стали, является важным параметром: так при его значении от 0,46 до 0,48 процесс спиннингования позволяет получить непрерывные целостные ленты длинной более 5 метров. При изменении соотношения в меньшую сторону происходит продольное расслоение ленты на полосы шириной 4-8 мм с сохранением толщины около 30 мкм на длинах до 50 см. При изменении соотношения в большую сторону происходит деформация и поперечное сквозное нарушение целостности ленты, вероятнее всего вызванное повышением хрупкости и существенном различии в теплопроводности материалов медного кристаллизатора и спиннингуемой ленты. Также образцы лент с соотношением содержания хрома к железу 0,47 имеют более высокую стойкость к высокотемпературному окислению.
При отклонении соотношения компонентов состава стали марки 20Х23Н18 от заявляемых (углерода ≤0,2 мас. %, суммарного содержания кремния и марганца 2,5-4,5 мас. %, суммарного содержания фосфора и серы ≤0,05 мас. %, содержание марганца ≤2 мас. %, содержание фосфора ≤0,03 мас. %) в большую сторону ведет к снижению стойкости получаемых лент к высокотемпературному окислению, а в меньшую ведет к охрупчиванию стали и невозможности получения единичных лент длиной более 5 метров.
Экструдирование расплава производится под давлением 0,3-0,9 МПа через сопло с прямоугольным отверстием вертикально вверх на медный валок-кристаллизатор, при давлении ниже 0,3 МПа невозможна непрерывная подача расплава в зону контакта с кристаллизатором, в результате чего происходят частые обрывы и формируются единичные ленты длиной 40-50 см, при давлении выше 0,9 МПа происходит возмущение формы мениска, что приводит к образованию ленты с рваными краями и делает ее непригодной для использования в качестве ленты-подложки для производства высокотемпературных сверхпроводников на ленточном носителе.
Скорости вращения относительно горизонтальной оси должны находиться в пределах 20-40 м/с, при скорости менее 20 м/с не достигается направленный рост зерен от поверхности кристаллизатора к внешней поверхности лент, а происходит формирование равноосной микрокристаллической структуры ленты, что влечет за собой повышение шероховатости поверхности свыше Rz=600 нм, при скоростях выше 40 м/с происходит частичная аморфизация слоя ленты с контактной к кристаллизатору стороны, что существенно снижает предел прочности σв.
Практическая реализация предлагаемого технического решения выполнялась по следующей разработанной схеме:
- получение в индукционной печи с набивной футеровкой слитка стали прецизионного состава,
- загрузка порции исходной стали в кристаллическом состоянии в плавильный тигель разливочной машины и вторичная расплавка, нагревание до необходимой для разливки температуры и осуществеление разливки;
- подача расплава снизу-вверх осуществляется по металлопроводу, в качестве которого используется кварцевая трубка;
- выдавливание расплава из плавильного тигля давлением инертного газа по металлопроводу вверх к разливочному узлу (чтобы компенсировать охлаждение расплава в металлопроводе, в верхней части металлопровода осуществляется индукционный подогрев);
- спиннингование расплава на поверхности медного водоохлаждаемого валка-кристаллизатора, вращающегося относительно горизонтальной оси.
Сущность изобретения поясняется следующими фигурами:
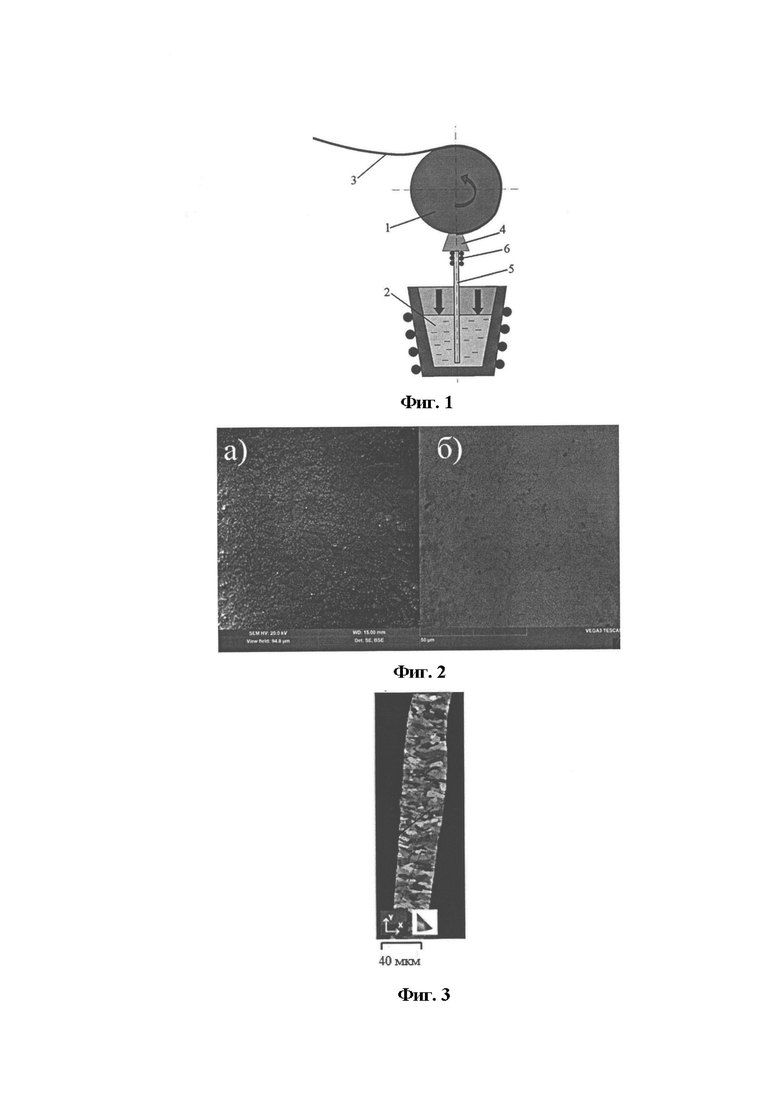
на фиг. 1 - схема спиннингования с нижней подачей расплава;
на фиг. 2 - СЭМ изображение поверхности ленты, полученной спиннингованием расплава а) глянцевая сторона, б) матовая сторона;
на фиг. 3 - типичная карта распределения кристаллографических ориентаций материала лент, составленная для поперечных срезов
На фиг. 1 представлена схема способа спиннингования с нижней подачей расплава: 1 - валок-кристаллизатор; 2 - обогреваемый тигель с расплавом; 3 - получаемая лента; 4 - разливочное сопло; 5 - металлопровод; 6 - индуктор.
На фиг. 2 приведено СЭМ изображение поверхностей лент, различие которых обусловлено разницей в условиях кристаллизации расплава при контакте с кристаллизатором. Глянцевая сторона (2а) ленты обращена к кристаллизатору, матовая (2б) - формировалась на воздухе. Результаты исследования элементного состава говорят о большей степени влияния технологических параметров ведения процесса на распределение элементов по толщине ленты, нежели ликвации элементов в толще кристаллизующегося расплава. Параметры шероховатости сторон соответственно равны Rzгл=300 нм и Rzш=500 нм.
Качественный анализ карт кристаллографических ориентаций (фиг. 3) свидетельствует о направленном росте зерен от поверхности кристаллизатора к внешней поверхности лент. Оценка средней длинны зерна в образце дает значение около 10 мкм. Разброс размеров зерен составляет от порядка 1-2 мкм до порядка 17 мкм, встречаются также отдельные зерна размером до 25 мкм.
Экспериментальные исследования выполнены на оборудовании Центра коллективного пользования научным оборудованием «Состав, структура и свойства конструкционных и функциональных материалов» НИЦ «Курчатовский институт» - ЦНИИ КМ «Прометей» при финансовой поддержке Министерства науки и высшего образования - соглашение №13.ЦКП.21.0014 (075-11-2021-068). Уникальный идентификационный номер - RF-2296.61321X0014.
Пример 1
Выплавка стали производилась в индукционной печи ППИ-0.06, емкостью 60 кг по железу, с набивной футеровкой. Разливка осуществлялась через литейный ковш в чугунные изложницы, с получением 40 кг слитка от каждой плавки. Целью являлось получить требуемый химический состав стали марки 20Х23Н18 с содержанием углерода ≤0,2 мас. %, суммарным содержанием кремния и марганца 2,5-4,5 мас. %, суммарным содержанием фосфора и серы ≤0,05 мас. %, причем содержание марганца ≤2 мас. %, содержание фосфора ≤0,03 мас. % и выдержать соотношение содержания хрома к содержанию железа близкое к 0,47. Литейный ковш чайникового типа прогревался на стенде разогрева ковшей до температуры 650-750°С, в течение 90-120 минут. В качестве шихты использовались следующие материалы: армко железо тип 1 -ТС 00187895; феррохром низкоуглеродистый марки ФХ015А - ГОСТ 4757-91; никель марки Н-1-ГОСТ 849-2008; марганец электролитический Мн998 - ГОСТ 6008-90; ферросилиций марки ФС75 - ГОСТ 1415-93; алюминий марки А7 - ГОСТ 11069-2001; лигатура никель-магний-церий - ТУ 14-2Р-338-2000. Температура расплава на выпуске из печи была в пределах 1570-1590°С. С помощью мостового крана, литейный ковш снимался со стенда разогрева ковшей, подвозился под носик поднимающейся печи и осуществлялся выпуск расплава. Затем через установленную воронку на прибыльной надставке изложницы расплав сливался с получением 40 килограммового слитка. В результате плавки достигнуто содержание элементов в слитке, соответствующее требованиям по химическому составу и соотношению Cr/Fe=0,47, после кристаллизации из изложницы вынимался слиток и отправлялся на участок обрубки и зачистки, для подготовки к дальнейшему переделу для получения ленты методом спиннингования из расплава.
После вторичного расплавления стали в плавильной емкости разливочной машины и нагрева до необходимой температуры 1570-1590°С в плавильную емкость подавался инертный газ под давлением 0,9 МПа, который выдавливал расплав из плавильного объема к поверхности закалочного валка, скорость вращения кристаллизатора 40 м/с. Смачивая поверхность валка, расплав двигался вместе с ней, формируя на поверхности ленту, скорости охлаждения при этом составляют 105…106 К/с. От поверхности валка лента отделялась потоком воздуха, подаваемого на съемник ленты. Ширина получаемой ленты составила 27 мм, средняя измеренная толщина 44 мкм, длина единичных лент более 5 метров. Предел прочности (σв), исследованный методом на растяжение согласно ГОСТ 1497-84 на оборудовании Zwick/RoellZ 250 составил 550 МПа, шероховатость сторон составила Rz=300-400 нм. Средний размер зерна составляет 2-4 мкм. Температурный коэффициент линейного расширения в продольном и поперечном направлениях треку спиннингования ленты составил 16-17*106К-1. Образцы лент имеют стойкость к окислению вплоть до нагрева до 1000°С.
Пример 2
Выплавка стали производилась в индукционной печи ППИ-0.06, емкостью 60 кг по железу, с набивной футеровкой. Разливка осуществлялась через литейный ковш в чугунные изложницы, с получением 40 кг слитка от каждой плавки. Целью являлось получить требуемый химический состав стали марки 20Х23Н18 с содержанием углерода ≤0,2 мас. %, суммарным содержанием кремния и марганца 2,5-4,5 мас. %, суммарным содержанием фосфора и серы ≤0,05 мас. %, причем содержание марганца ≤2 мас. %, содержание фосфора ≤0,03 мас. % и выдержать соотношение содержания хрома к содержанию железа близкое к 0,47. Литейный ковш чайникового типа прогревался на стенде разогрева ковшей до температуры 650-750°С, в течение 90-120 минут. В качестве шихты использовались следующие материалы: армко железо тип 1-ТС 00187895; феррохром низкоуглеродистый марки ФХ015А - ГОСТ 4757-91; никель марки Н-1-ГОСТ 849-2008; марганец электролитический Мн998 - ГОСТ 6008-90; ферросилиций марки ФС75 - ГОСТ 1415-93; алюминий марки А7 - ГОСТ 11069-2001; лигатура никель-магний-церий - ТУ 14-2Р-338-2000. Температура стали на выпуске из печи была в пределах 1570-1590°С. С помощью мостового крана, литейный ковш снимался со стенда разогрева ковшей, подвозился под носик поднимающейся печи и осуществлялся выпуск расплава. Затем через установленную воронку на прибыльной надставке изложницы расплав сливался с получением 40 килограммового слитка. В результате плавки достигнуто содержание элементов в слитке, соответствующее требованиям по химическому составу и соотношению Cr/Fe=0,48, после кристаллизации из изложницы вынимался слиток и отправлялся на участок обрубки и зачистки, для подготовки к дальнейшему переделу для получения ленты методом спиннингования из расплава.
После вторичного расплавления стали в плавильной емкости разливочной машины и нагрева до необходимой температуры 1570-1590°С в плавильную емкость подавался инертный газ под давлением 0,3 МПа, который выдавливал расплав из плавильного объема к поверхности закалочного валка, скорость вращения кристаллизатора 20 м/с. Смачивая поверхность валка, расплав двигался вместе с ней, формируя на поверхности ленту, скорости охлаждения при этом составляют 105…106 К/с. От поверхности валка лента отделялась потоком воздуха, подаваемого на съемник ленты. Ширина получаемой ленты составила 27 мм, средняя измеренная толщина 41 мкм, длина единичных лент более 5 метров. Предел прочности (σв), исследованный методом на растяжение согласно ГОСТ 1497-84 на оборудовании Zwick/RoellZ 250 составил 600 МПа, шероховатость сторон составила Rz=500-600 нм. Средний размер зерна составляет 4-6 мкм. Температурный коэффициент линейного расширения в продольном и поперечном направлениях треку спиннингования ленты составил 16-17*106К-1. Образцы лент имеют стойкость к окислению вплоть до нагрева до 900°С.
Использование способа получения тонких микрокристаллических широких лент из нержавеющей хромоникелевой стали аустенитного класса методом спиннингования расплава перспективно для изготовления лент-подложек с заданными характеристиками, что позволит обеспечить производство высокотемпературных сверхпроводников и соответствующее внедрение на предприятиях-представителях реального сектора экономики РФ.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ НЕПРЕРЫВНОЛИТОЙ ЗАГОТОВКИ ПОВЫШЕННОГО КАЧЕСТВА | 2009 |
|
RU2407606C1 |
| СПОСОБ ПРОИЗВОДСТВА НЕСТАБИЛИЗИРОВАННОЙ АУСТЕНИТНОЙ КОРРОЗИОННО-СТОЙКОЙ СТАЛИ | 2014 |
|
RU2583220C1 |
| СПОСОБ ПРОИЗВОДСТВА НЕПРЕРЫВНОЛИТОГО КРОВЕЛЬНОГО ЧУГУННОГО ЛИСТА, ШИХТА И ЧУГУН ДЛЯ НЕПРЕРЫВНОЛИТОГО КРОВЕЛЬНОГО ЛИСТА, КРОВЕЛЬНЫЙ ЛИСТ, ВЫПОЛНЕННЫЙ ИЗ НЕПРЕРЫВНОЛИТОГО ЧУГУНА (ЕГО ВАРИАНТ) И УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ НЕПРЕРЫВНОЛИТОГО КРОВЕЛЬНОГО ЛИСТА | 1999 |
|
RU2156826C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛОСНИКОВ ОБЖИГОВЫХ ТЕЛЕЖЕК С ПОВЫШЕННЫМ ЭКСПЛУАТАЦИОННЫМ РЕСУРСОМ | 2018 |
|
RU2708728C1 |
| ЧУГУН И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2018 |
|
RU2697134C1 |
| СПЛАВ НА ОСНОВЕ СИСТЕМЫ ЖЕЛЕЗО-УГЛЕРОД ДЛЯ ИЗГОТОВЛЕНИЯ ИЗНОСОСТОЙКИХ ЛИТЫХ ИЗДЕЛИЙ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 1997 |
|
RU2109837C1 |
| ЛИТАЯ ЖАРОСТОЙКАЯ СТАЛЬ | 2013 |
|
RU2550457C1 |
| Способ получения непрерывнолитой медной заготовки для электротехнических целей и технологический комплекс для его осуществления | 2018 |
|
RU2688103C1 |
| СПОСОБ БЕЗОТХОДНОГО ПРОИЗВОДСТВА СПЛАВА ИЗ ЖЕЛЕЗОСОДЕРЖАЩЕЙ ШИХТЫ | 2004 |
|
RU2276198C2 |
| Аустенитная коррозионно-стойкая сталь с азотом | 2019 |
|
RU2716922C1 |
Изобретение относится к металлургии, в частности к получению микрокристаллических лент, предназначенных для создания высокотемпературных сверхпроводников на ленточном носителе, из нержавеющей хромоникелевой стали аустенитного класса методом спиннингования расплава на одновалковой установке. Способ получения микрокристаллической ленты из нержавеющей хромоникелевой стали аустенитного класса методом спиннингования расплава включает получение расплава нержавеющей хромоникелевой стали аустенитного класса и формирование быстроотвержденной стали в виде ленты путем приведения расплава в контакт с поверхностью вращающегося охлаждающего валка. Расплавляют нержавеющую хромоникелевую сталь аустенитного класса, приводят ее в контакт с поверхностью вращающегося медного водоохлаждаемого валка-кристаллизатора и формируют ленту шириной 27 мм, толщиной 41 или 44 мкм путем экструдирования расплава под давлением 0,3-0,9 МПа через сопло с прямоугольным отверстием вертикально вверх на указанный медный водоохлаждаемый валок-кристаллизатор, вращающийся относительно горизонтальной оси с линейной скоростью вращения 20-40 м/с. При этом расплавляют нержавеющую хромоникелевую сталь с содержанием углерода ≤0,2 мас. %, суммарным содержанием кремния и марганца 2,5-4,5 мас. %, суммарным содержанием фосфора и серы ≤0,05 мас. %, причем содержание марганца ≤2 мас. %, содержание фосфора ≤0,03 мас. %, а соотношение содержания хрома к железу составляет 0,46-0,48. Получаемые непрерывные целостные ленты имеют высокие физико-механические свойства, стойкость к высокотемпературному окислению и температурный коэффициент линейного расширения в продольном и поперечном направлениях треку спиннингования в пределах (10-20)⋅106 К-1. 3 ил., 2 пр.
Способ получения микрокристаллической ленты из нержавеющей хромоникелевой стали аустенитного класса методом спиннингования расплава, включающий получение расплава нержавеющей хромоникелевой стали аустенитного класса и формирование быстроотвержденной стали в виде ленты путем приведения расплава в контакт с поверхностью вращающегося охлаждающего валка, отличающийся тем, что расплавляют нержавеющую хромоникелевую сталь аустенитного класса, содержащую углерод, кремний, марганец, фосфор, серу, хром, никель и остальное - железо, приводят ее в контакт с поверхностью вращающегося медного водоохлаждаемого валка-кристаллизатора и формируют ленту шириной 27 мм, толщиной 41 или 44 мкм путем экструдирования расплава под давлением 0,3-0,9 МПа через сопло с прямоугольным отверстием вертикально вверх на указанный медный водоохлаждаемый валок-кристаллизатор, вращающийся относительно горизонтальной оси с линейной скоростью вращения 20-40 м/с, при этом расплавляют нержавеющую хромоникелевую сталь с содержанием углерода ≤0,2 мас. %, суммарным содержанием кремния и марганца 2,5-4,5 мас. %, суммарным содержанием фосфора и серы ≤0,05 мас. %, причем содержание марганца ≤2 мас. %, содержание фосфора ≤0,03 мас. %, а соотношение содержания хрома к железу составляет 0,46-0,48.
| СПОСОБ ПОЛУЧЕНИЯ БЫСТРООТВЕРЖДЕННОГО СПЛАВА ДЛЯ МАГНИТА | 2003 |
|
RU2255833C1 |
| СОСТАВ СПЛАВА, НАНОКРИСТАЛЛИЧЕСКИЙ СПЛАВ НА ОСНОВЕ Fe И СПОСОБ ЕГО ФОРМОВАНИЯ И МАГНИТНЫЙ УЗЕЛ | 2009 |
|
RU2509821C2 |
| SU 1821032 A3, 10.02.1996 | |||
| JP 2002212686 A, 31.07.2002 | |||
| DE 60131561 D1, 03.01.2008. | |||

