Изобретение относится к металлургии, более конкретно к способам непрерывного литья - прокатки металлов при совмещенном процессе с целью получения преимущественно листов металла непосредственно из его жидкой фазы.
Известен способ непрерывного литья с кристаллизатором в виде охлаждаемого валка, см. патент ФРГ №2419373, МКИ B22D 11/01, 1977 г. Валок выполнен с ободом, погруженным в расплав жидкого металла, и на этой поверхности происходит кристаллизация.
Однако при этом точность размеров полученного слитка очень низкая, что затрудняет получение качественного металла.
Известен также способ X.Кристофена литья металла с подачей его во вращающиеся валки, см. патент США №4811781, МКИ B22D 11/06 (НКИ 104-480) от 1988 г. В этом способе жидкий металл подают во вращающиеся валки через специальный мундштук. Ввиду тяжелых условий эксплуатации мундштук приходится изготовлять формовкой из порошков бора SiO2 и волокон алюминосиликатов с последующим спеканием при высоких температурах.
Стоимость таких мундштуков очень велика, а надежность при производстве тонких листов низкая. При литье - прокатке листов толщиной 5-6 мм и менее малые отверстия часто «перемерзают», поддерживать уровень металла очень трудно и часто имеют место остановки процесса и аварии.
Известен также способ по патенту Японии №1-57954, МКИ B22D 11/00, в котором предусмотрено погружение валков в ванну с жидким металлом и кристаллизация на них металла. Однако кристаллизация происходит и на торцевых поверхностях бочек валков, из-за чего не удается получать лист прямоугольного сечения.
Ближайшим аналогом данного способа является способ по патенту Японии 1-224147 (A) (Appl. №63-50851), МКИ B22D 11/06. Согласно патенту емкость с жидким металлом размещают под металлоприемником и из него подают жидкий металл в металлоприемник. В этот металл погружают два вращающихся валка, на которых происходит кристаллизация металла. Полученные две ленты соединяют и подвергают совместной прокатке во второй паре валков.
Этот способ обеспечивает то преимущество, что устраняется сложная проблема подачи жидкого металла в узкий межвалковый зазор и осуществление контроля уровня жидкого металла в указанном зазоре.
Однако надежность процесса остается низкой, поскольку при погружении в жидкий металл двух валков кристаллизация металла происходит не только на цилиндрических бочках, но и на их торцевых поверхностях. Поэтому получаем не лист прямоугольного сечения, а профиль в форме, близкой к швеллеру, а после соединения двух профилей - сечение, близкое к двутавру. Чтобы избежать больших потерь металла, приходится применять по торцам плиты из огнеупорного материала, прижатые к валкам. В условиях высоких температур и трения стойкость этих плит невысока, они часто выходят из строя и надежность процесса литья-прокатки низкая.
Устройство, предназначенное для реализации способа, иллюстрируется чертежами согласно фиг.1-9.
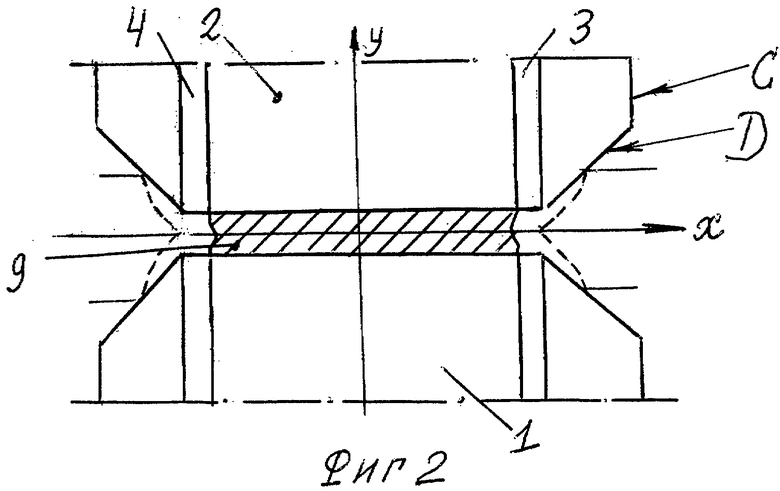
На фиг.1 показана схема устройства и реализации способа непрерывного литья и прокатки, а на фиг.2 - схема соединения двух фронтов кристаллизации, формируемых от поверхностей обоих валков.
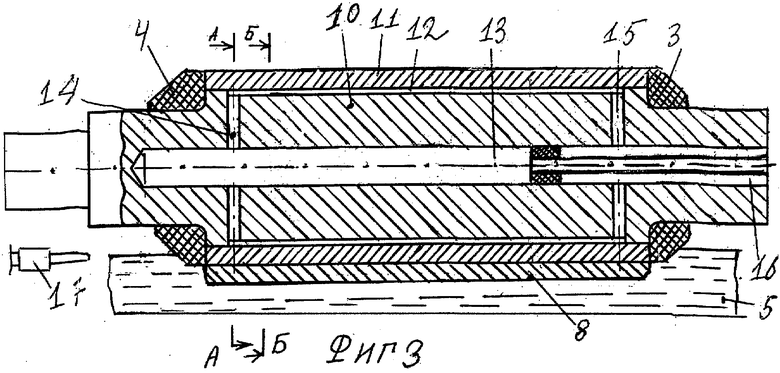
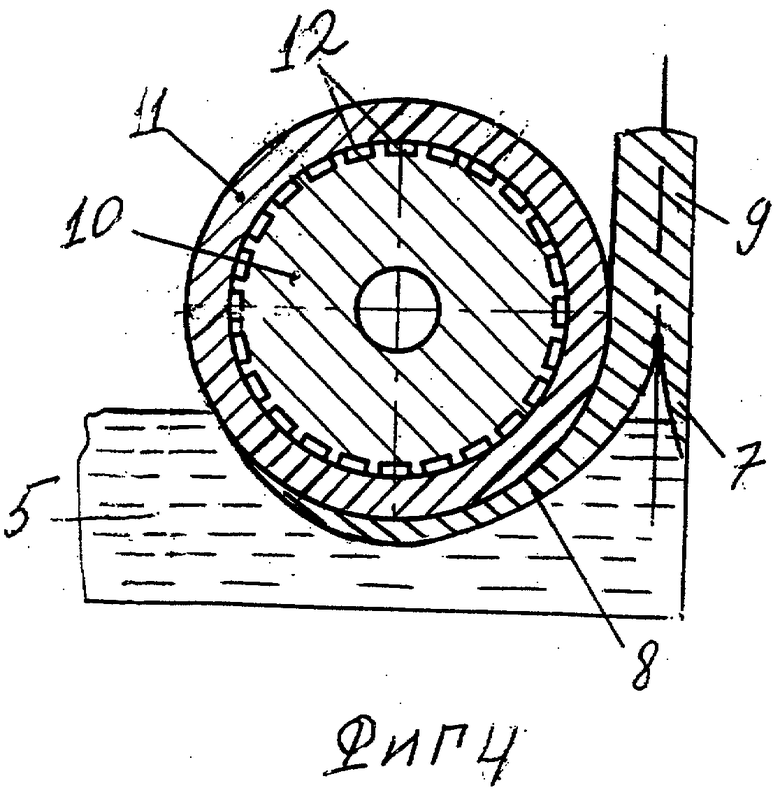
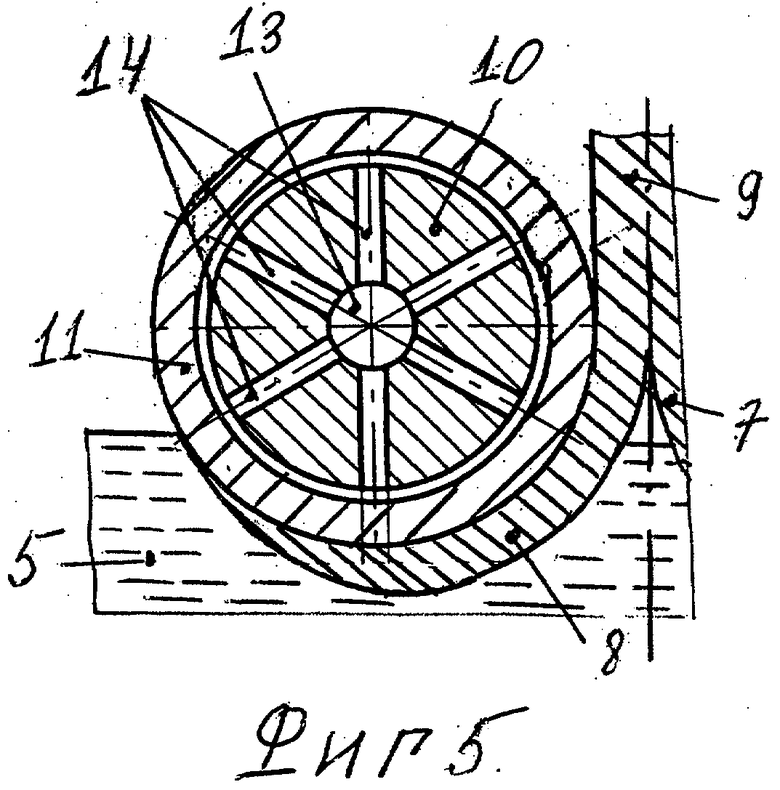
На фиг.3 показан один из валков с затвердевшим на его поверхности участком металла. На фиг.4 и 5 показаны разрезы Б-Б и А-А по сечению валка и затвердевшего участка металла.
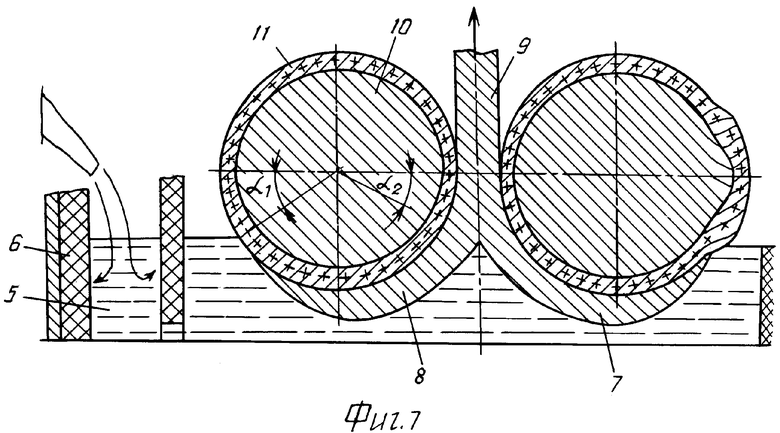
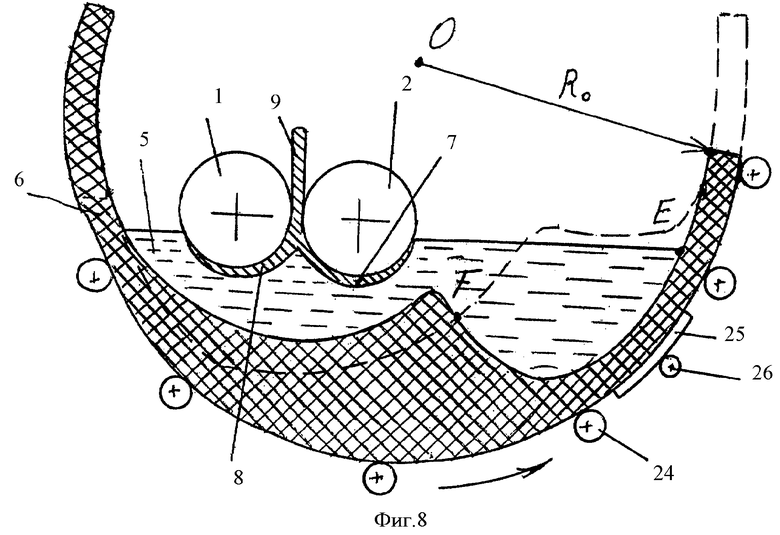
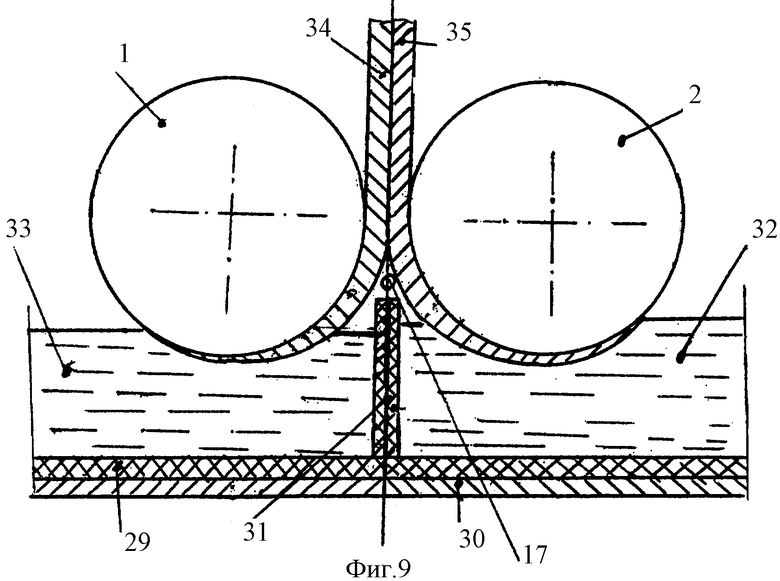
На фиг.6 показана схема агрегата, предназначенного для реализации способа, а на фиг.7 - расположение двух участков затвердевшего на валках металла и граница жидкой фазы. На фиг.8 показан металлоприемник, установленный на опорных роликах, а на фиг.9 - металлоприемник, выполненный из двух различных емкостей, в которые заливают различные металлы или сплавы, а потом на каждом валке происходит кристаллизация различных металлов (сплавов). Здесь приняты следующие обозначения: 1 и 2 - валки, выполняющие роль и кристаллизаторов, и инструментов, осуществляющих пластическую деформацию затвердевшего металла.
На конических участках бочек валков (и по краям цилиндрических участков) расположены кольца 3, 4 из огнеупорных материалов с низкой теплопроводностью. Валки частично погружены в жидкий металл 5, находящийся в металлоприемнике 6.
На валках при их вращении затвердевают участки металла 7, 8, которые после их соединения и прокатки образуют лист 9.
Валок 1 состоит из оси 10 и бандажа 11, между которыми по продольным пазам 12 проходит вода (охладитель), поступающая через отверстие 13 вдоль оси валка, а затем по радиальным отверстиям 14. Отвод охладителя осуществляется через радиальные отверстия 15 и канал 16. Через сопла 17 предусмотрена подача инертного газа в зону соединения двух затвердевших участков металла.
Валки установлены в подшипниковых опорах 18, а через шпиндели 19 и редуктор 20 они приводятся во вращение двигателем 21.
Через трубы 22 и 23 воду подводят и отводят через осевые отверстия в валках.
Металлоприемник установлен с возможностью поворота на роликах 24. Через шестерни 25 и 26, а также редуктор 27 поворот осуществляется двигателем 28.
При литье биметаллического слитка в металлоприемник, состоящий из двух емкостей 29 и 30, разделенных стенкой 31, расположены два жидких металла или сплава 32 и 33, поэтому и биметаллический слиток состоит из металлов 34 и 35.
Приведем пооперационное описание способа. Первая операция заключается в подготовке металлоприемника, сушке его футеровки, ее нагреве для литья стали не менее чем до 1200°C.
Вторая операция состоит в заливке жидкого металла из печи в металлоприемник. Далее реализуем третью операцию, приводим во вращение валки 1 и 2 и погружаем их в жидкий металл, фиг.1, 2.
На каждом из водоохлаждаемых валков 1, 2 имеются цилиндрические участки бочек валков и конические участки. По краям бочек надеты бандажи 3 и 4 из огнеупорного материала. Валки погружают в жидкий металл 5, находящийся в металлоприемнике 6, так, что плоскость мениска жидкого металла 5 пересекает конические участки бочки и расположена ниже торцевых поверхностей бочек валков.
Углы конических поверхностей (к горизонтали) следует выполнить равными 20-35°C, что обеспечивает возможность прокатки профиля и в то же время возможность легко регулировать уровень жидкого металла.
Именно признак, что торцевые поверхности «С», фиг.1, 2, находятся выше уровня мениска обеспечивает то, что на торцевых поверхностях не происходит кристаллизация металла. Такая кристаллизация препятствовала бы реализации процесса.
Поскольку торцевые поверхности валков «С» не контактируют с жидким металлом 5, то не нужно никаких торцевых уплотнений.
Схема кристаллизации видна на фиг.2, причем она симметрична относительно оси x, а фронт кристаллизации перпендикулярен оси y. Сечение слитка на фиг.2 заштриховано, и соединение фронтов кристаллизации двух участков твердой фазы 7 и 8 происходит на оси х. Из валков вверх движется полностью затвердевший слиток 9. Кольцевые бандажи 3 и 4 из огнеупорного материала с низкой теплопроводностью предотвращают кристаллизацию на участках контакта этих бандажей с жидким металлом. Если бы бандажей из материала с низкой теплопроводностью не было, а валки по всей поверхности были бы выполнены из охлаждаемого металла, то форма сечения листа 9 была бы такой, как показано на фиг.2 пунктиром. В этом случае значительно выше были бы величины боковой обрези после прокатки.
Поэтому отличительные признаки данной операции - погружение валков в жидкий металл так, чтобы плоскость мениска расплава пересекала только конические участки валков (но не торцевые поверхности бочки), обеспечивают формирование слитка только от поверхностей бочек валков (участков твердой фазы 7 и 8).
Валки состоят из осей 10 и бандажей 11 (фиг.3, 4, 5), причем по продольным пазам 12 движется охладитель - вода, поступающая через отверстие 13, радиальные отверстия 14. Отводится вода через радиальные отверстия 15 и осевые 16. Через сопла 17 во время реализации этой операции подают инертный газ, например аргон для предотвращения окисления металла.
Валки вращаются в подшипниковых опорах 18, а их привод через шпиндели 19 и редуктор 20 осуществляют электродвигатели 21, фиг.6. Привод может быть индивидуальным (для каждого валка - отдельный двигатель) либо общим: с одним электродвигателем 21 и шестеренной клетью, обеспечивающей передачу крутящего момента к обоим валкам.
Положение уровня мениска можно охарактеризовать углом α1, а положение конца зоны кристаллизации углом α2, см. фиг.7.
Если α2≥α1, то на всем протяжении дуги от α1 до α2 имеет место контакт поверхности валка с жидким металлом.
При радиусе валка R и его угловой скорости ω время затвердевания при совместном движении валка с бандажом 11 (фиг.7) и участка твердого метала 7 будет равно:

где v - окружная скорость валков v=ωR. За это время толщина корки составит δ(τ).
Примем для определения δ(τ) формулу:
 ,
,
где x0 и k - величины для данного металла или сплава постоянные, см. Бровман М.Я., Царев А.В. «К вопросу о кристаллизации стальных слитков». // Металлы. 1997. №4. С.44-48.
Пусть необходимо получить стальные листы толщиной h=1.5 мм, R=0.5 м, v=60 м/мин=1 м/с,  (45°). Тогда по формуле (1):
(45°). Тогда по формуле (1):
Согласно формуле (2) при k=0,8*10-5 м2/с; x0=6*10-3 м

Двойная толщина (такой же слой кристаллизуется на втором валке) имеет приближенно толщину h0≈2×10-3, и после завершения кристаллизации и формирования единого листа 9 происходит его пластическая деформация. Степень деформации составит:

Такая степень деформации обеспечит проработку литой структуры, уменьшение пористости и получение листов высокого качества. Производительность составит

здесь ρ - плотность металла, b - ширина листа, принятая равной b=1,5 м. Часовая производительность G=60,75 т/ч, и при числе рабочих часов в году 7000 годовая производительность составит G≈425 тыс. тонн.
Одна пара валков диаметрами 1 метр обеспечит металлом мини-завод производительностью 425 тыс. тонн.
Шесть аналогичных ручьев может обеспечить выпуск листа в объеме 2,5 млн. тонн в год.
Если при движении участков корки слитка 7 и 8 достигнут уровня мениска, то металл «выходит» из жидкой фазы, а соединение этих двух участков и их совместная пластическая деформация прокаткой начнется выше уровня мениска. Ввиду этого важна та особенность способа, при которой в зону соединения двух листов над мениском подают инертный газ, например аргон, с помощью сопла 17, фиг.3.
Это предотвращает окисление внутренних поверхностей, обеспечивает высокую сплошность и качество листового металла.
В процессе реализации третьей операции, при которой происходит кристаллизация металла и его пластическая деформация прокатки, необходимо регулировать уровень жидкого металла 5 в металлоприемнике 6 (поддерживать его постоянным). Можно осуществлять это непрерывной заливкой металла, как показано на фиг.7.
Но можно, особенно при массе плавки не более 50 тонн, вылить всю плавку в металлоприемник 6, а затем регулировать уровень, поворачивая металлоприемник относительно некоторой оси О, параллельной осям рабочих валков, как показано на фиг.8.
Толщина футеровки не является постоянной, соответствующей постоянному значению Ro, а изменяется так, что при повороте против часовой стрелки, фиг.8, граница футеровки изменяется, и это приводит к повышению уровня расплава 5 (положение границы футеровки EF после поворота на фиг.8 показано пунктиром).
Реализация способа с выливанием всей плавки из печи в металлоприемник и с последующей разливкой этого металл поворотом металлоприемника позволяет исключить использование разливочных ковшей. Для стали это означает возможность уменьшить перегрев жидкого металла на 80-100°C и получить экономию на каждой тонне стали.

т.е. E=60,8÷76 МДж/т, где С=760 Дж/кг × град - теплоемкость, Δt - температура перегрева стали.
Уменьшение перегрева уменьшит время плавки металла и износ футеровки печи (т.е. увеличит ее долговечность).
При отливке биметаллических слитков каждый из валков 1 и 2 погружают в различные емкости 32 и 33, в которые залиты различные металлы или сплавы.
Металлоприемник может быть выполнен с общим основанием 30 и с перегородкой 31, разделяющей металлоприемник на различные емкости. После затвердевания и прокатки получаем лист, состоящий из двух металлов или сплавов, обозначенных на фиг.9 позициям 34 и 35.
Способ обеспечивает плотное соединение разных сплавов, металлов сразу после затвердевания и их совместную пластическую деформацию, что позволяет надежно получить биметаллический лист высокого качества.
Выше валков 1, 2 могут быть расположены дополнительные пары валков в клетях дуо или кварто для дальнейшей прокатки листа и последующей резки, правки или сматывания в рулоны.
Последней четвертой операцией является окончание процесса кристаллизации металла на валках и его прокатки при понижении уровня мениска расплава и слив остатков металла и шлака через отверстия в днище металлоприемника в предусмотренную емкость (она же должна выполнять функции аварийной емкости в процессе разливки).
Приведем конкретный пример реализации способа.
Примем углы α1 и α2, равными  и радиусы обоих валков R=0,5 м. Валки выполнены со стальными осями и бандажами из бронзы.
и радиусы обоих валков R=0,5 м. Валки выполнены со стальными осями и бандажами из бронзы.
Пусть скорость литья равна v=0,8 м/с=48 м/мин, а угловые скорости валков  . Согласно формуле (1) время контакта поверхностей валков с жидким металлом составит:
. Согласно формуле (1) время контакта поверхностей валков с жидким металлом составит:

Осуществляется разливка биметаллического листа, и в емкость 29 заливают углеродистую сталь 33, фиг.9, а в емкость 30 - сталь 1Х18Н9Т, обозначенную позицией 32. Емкости разделены перегородкой 31. Для углеродистой стали по формуле (2) при k=0,8×10-5 м2/с, х0=6×10-3 м получаем:

Для нержавеющей стали при k=0,6×10-5 м2/с, х0=6×10-3 м получаем:

Общая толщина составит 2,3×10-3 м, и при ее обжатии до толщины h=1,5×10-3 м коэффициент вытяжки составит  ; а степень деформации:
; а степень деформации:

Такая высокая степень деформации обеспечит проработку литой структуры, устранение пористости в центральной зоне слитка и плотное соединение листов 34 и 35. Зону их соединения обдувают аргоном из сопла 17 для уменьшения окисления металла.
При ширине листа b=2 метра производительность составит:

или 64,8 т/ч. При числе рабочих часов в году, равном 7000, будет обеспечена (одним ручьем) годовая производительность 453 тыс. тонн биметалла.
Способ непрерывного литья и прокатки металлов обеспечивает повышение надежности процесса и следующие преимущества.
1. Решается сложная задача подачи жидкого металла в валки при малом межвалковом зазоре (1-5 мм). Нет необходимости применять сопла, воронки для распределения жидкого металла по ширине листа.
2. Исчезает сложная проблема контроля уровня металла в валковом кристаллизаторе для литья листов толщинами 1-6 мм. Нет необходимости применять системы с радиоактивными изотопами. Уровень жидкого металла в металлоприемнике размерами в несколько метров регулировать легко.
3. Увеличивается длина зоны литья - прокатки, что дает возможность увеличения скорости литья и производительности.
4. Решается сложная задача, связанная с изготовлением и эксплуатацией торцевых плит из огнеупорного материала (сейчас именно их стойкость ограничивает время работы валковых совмещенных агрегатов). При использовании данного способа необходимости в применении этих торцевых плит нет.
5. Устраняется возможность прорыва корки слитка под кристаллизатором, повышается надежность агрегата.
6. Обеспечивается возможность исключить из технологического цикла разливочный ковш, заливая жидкий металл из печи сразу в металлоприемник, а затем поворотом металлоприемника регулируя в нем уровень жидкого металла. Для стали это означает уменьшение ее нагрева на 80-100°C и экономию до 70 МДж энергии на каждой тонне стального слитка.
7. Способ обеспечивает возможность получения биметаллического слитка сразу из двух расплавов различных металлов или сплавов с их совместной пластической деформацией.
| название | год | авторы | номер документа |
|---|---|---|---|
| СОВМЕЩЕННЫЙ АГРЕГАТ НЕПРЕРЫВНОГО ЛИТЬЯ И ПРОКАТКИ МЕТАЛЛОВ | 2007 |
|
RU2353465C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРИСТАЛЛИЗАТОРОВ МАШИН НЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛОВ | 2005 |
|
RU2308349C2 |
| ВАЛОК-КРИСТАЛЛИЗАТОР УСТАНОВОК НЕПРЕРЫВНОГО ЛИТЬЯ-ПРОКАТКИ МЕТАЛЛОВ | 2006 |
|
RU2315682C1 |
| СПОСОБ ПОЛУНЕПРЕРЫВНОГО ЛИТЬЯ СОСТАВНЫХ ИЗДЕЛИЙ | 1992 |
|
RU2097164C1 |
| ВАЛОК УСТАНОВОК НЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛОВ | 2006 |
|
RU2310546C1 |
| Способ исследования деформации непрерывно-литого слитка | 1983 |
|
SU1168318A1 |
| МАШИНА НЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛОВ | 1996 |
|
RU2112625C1 |
| Способ полунепрерывного литья металлов | 1980 |
|
SU984647A1 |
| Способ прокатки прямоугольных заготовок | 1990 |
|
SU1782682A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ | 1999 |
|
RU2162758C2 |


Изобретение относится к области металлургической промышленности. Способ включает заливку различных металлов или сплавов в разные емкости, в которые погружают валки, и получение после прокатки составного биметаллического листа. В зону соединения двух листов над мениском жидкого металла подают инертный газ. Достигается повышение прочности соединения слоев в биметаллическом листе. 9 ил.
Способ непрерывного литья и прокатки металлов с получением после прокатки составного биметаллического листа, включающий заливку различных металлов или сплавов в разные емкости и погружение в них валков, отличающийся тем, что в зону соединения двух кристаллизующихся на валках листов над мениском жидкого металла подают инертный газ.
| Нефтяной конвертер | 1922 |
|
SU64A1 |
| ГЕРМАНН Э | |||
| Непрерывное литье | |||
| - М.: Металлургиздат, 1961, с.118-119, фиг.3 | |||
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ Л1ЕТАЛЛОВ | 0 |
|
SU256951A1 |
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ МЕЖДУ ДВУМЯ ВАЛКАМИ | 1995 |
|
RU2150348C1 |

