Изобретение относится к области текстильной промышленности, в частности к устройствам для питания волокнообрабатывающих машин, например чесальных, слоем неориентированного волокнистого материала.
Основным недостатком известных конструкций бункерных питателей [1, 2 с.82] является наличие большой неравномерности формируемого слоя волокнистого материала по различным характеристикам, в основном по линейной плотности. В результате этого появляется неровнота по линейной плотности и по другим физико-техническим характеристикам в полуфабрикатах на последующих технологических переходах текстильного производства. Борьба с неровнотой вызывает появление дополнительных затрат, что снижает в конечном итоге общую экономическую эффективность производства.
Известно "Устройство для формирования слоя волокнистого материала со стабильной линейной плотностью" [3] - прототип, содержащее вертикальный бункерный питатель, одна из стенок которого выполнена подвижной, механизм перемещения подвижной стенки бункера, включающий двуплечие рычаги, как минимум один измерительный валик, взаимодействующий со слоем волокна, при этом как минимум один двуплечий рычаг шарнирно связан с измерительным валиком и подвижной стенкой бункера, шарнирно закрепленной в верхней части.
Данное устройство, решая в принципе задачу выравнивания слоя волокна по линейной плотности, имеет следующие недостатки.
На выходе из бункерного питателя формируется слой волокнистого материала, неоднородный по своей толщине. Устройство для формирования слоя волокнистого материала со стабильной линейной плотностью работает таким образом: например, формируется на выходе тонкий слой, измерительный валик при этом опускается, открывая при этом бункер за счет перемещения подвижной стенки, следовательно, далее будет формироваться уже более толстый слой волокна. Измерительный валик при этом поднимается вверх, соответственно, прикрывая бункер. При окончании переходного процесса измерительный валик занимает новое некоторое промежуточное положение, что приводит к появлению статической ошибки, составляющей 50%. При такой работе снижается общий эффект выравнивающего действия устройства в целом.
Задача заявленного изобретения - обеспечение высокой точности формирования заданной величины линейной плотности слоя волокнистого материала.
Технический результат, заключающийся в устранении указанных недостатков в автоматическом слоеформирующем бункере, содержащем вертикальный бункер с неподвижными и подвижной стенкой, шарнирно закрепленной в верхней части, механизм перемещения подвижной стенки бункера, состоящий из как минимум одного измерительного валика, взаимодействующего со слоем волокна, как минимум одного двуплечего рычага, шарнирно связанного с измерительным валиком, достигается за счет того, что механизм перемещения подвижной стенки бункера содержит блок переключателей, коммутатор сигнала управляющего воздействия и электропривод перемещения подвижной стенки бункера.
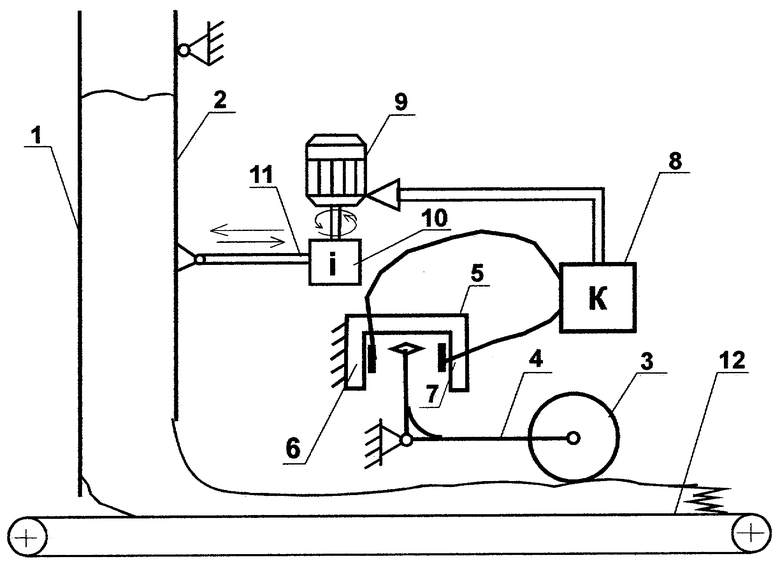
На чертеже представлена схема автоматического бункерного питателя. Основным элементом конструкции является вертикальный бункерный питатель 1 (неподвижные стенки бункера), 2 - подвижная стенка бункера, шарнирно закрепленная в верхней части, 3 - измерительный валик, шарнирно связанный с двуплечим рычагом 4. Блок переключателей 5 смонтирован неподвижно и несет на себе переключатели 6 и 7, электрически связанные с импульсным коммутатором 8 и электродвигателем 9. Редуктор 10 преобразует вращательное движение электродвигателя 9 в поступательное движение тяги 11, механически связанной с подвижной стенкой бункера 2. Транспортирующее устройство 12 - транспортер (валик, цилиндр и т.п.) предназначено для вывода сформированного слоя из бункерного питателя.
Конструкция измерительный валик - двуплечий рычаг на автоматическом бункерном питателе может дублироваться.
Работа устройства происходит следующим образом. Разрыхленное волокно подается в бункерный питатель сверху. Проходя через него сверху вниз, волокно уплотняется под действием собственного веса и выводится через нижнее сечение бункера на транспортирующее устройство 12, подающее его к следующей технологической машине, например к чесальной. Как минимум один измерительный валик 3 контролирует толщину формируемого слоя волокна. Если по какой-либо причине будет происходить изменение толщины формируемого слоя волокнистого материала, например толщина слоя станет меньше, как минимум один измерительный валик 3 опустится, повернет как минимум один двуплечий рычаг 4 по часовой стрелке, верхнее плечо последнего воздействует на переключатель 7, который подает электрический сигнал на импульсный коммутатор 8. Импульсный коммутатор 8 при наличии сигнала от переключателя 7 производит включение электродвигателя 9 на некоторое время, определяемое коммутатором. В результате работы двигателя 9 его вращательное движение преобразуется в поступательное движение тяги 11, которая перемещает подвижную стенку бункера в новое положение - увеличивающее размер бункера, следовательно, увеличивающее подачу волокна в формируемый слой. При этом стенка фиксируется в новом положении. Если при перемещении измененного по толщине волокнистого слоя от стенки бункера до измерительного валика увеличение толщины слоя оказалось недостаточным, переключатель 7 останется в прежнем состоянии. Импульсный коммутатор 8 через этот интервал времени повторно формирует импульс на включение двигателя 9 в том же направлении. Это приводит к продолжению этапа раскрытия стенки бункера и увеличению толщины слоя волокна. Этап продолжается до тех пор, пока толщина слоя не примет заданное значение. Процесс регулирования заканчивается, когда измерительный валик 3 займет прежнее исходное положение, соответствующее выключенному состоянию переключателей 6 и 7. В случае увеличения толщины слоя волокнистого материала происходит процесс регулирования, аналогичный случаю уменьшения толщины слоя, но обратного действия - включается переключатель 6, двигатель 9 вращается в обратную сторону, что приводит к уменьшению размера бункера и, соответственно, к уменьшению подачи волокна в формируемый слой и уменьшению его толщины.
ИСТОЧНИКИ ИНФОРМАЦИИ
1. А.с.430204 (СССР) от 30.05.74 "Устройство для регулирования питания волокнистым материалом текстильных машин", А.С.Акопджанян, А.Ф.Задоя, В.Э.Моргулис, Е.П.Рахлин, В.Б.Николаев, А.В.Нефедов.
2. Комаров В.Г., Гинзбург Л.Н., Забелин В.А., Кульков Н.С., Меламед Л.Г. Прядение лубяных и химических волокон и производство крученых изделий. - М.: Легкая индустрия, 1980. – 494 с., ил.
3. Патент РФ 2130517 С1, опубл. 20.05.99 бюл. №14. (Прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ СЛОЯ ВОЛОКНИСТОГО МАТЕРИАЛА СО СТАБИЛЬНОЙ ЛИНЕЙНОЙ ПЛОТНОСТЬЮ | 1998 |
|
RU2130517C1 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНЫХ ВОЛОКНИСТЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2015 |
|
RU2595992C1 |
| Устройство для питания текстильной машины | 1989 |
|
SU1768680A1 |
| БЕСХОЛСТОВЫЙ ПИТАТЕЛЬ ТЕКСТИЛЬНЫХ МАШИН | 2009 |
|
RU2402647C1 |
| Способ формирования питающего настила для чесальных машин | 1987 |
|
SU1551755A1 |
| СИСТЕМА РЕГУЛИРОВАНИЯ ПИТАНИЯ ТЕКСТИЛЬНЫХ МАШИН | 1996 |
|
RU2124594C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРЯЖИ ИЗ КОРОТКОГО ЛЬНЯНОГО ВОЛОКНА СУХОГО ПРЯДЕНИЯ | 2000 |
|
RU2173739C1 |
| Устройство для регулирования линейной плотности волокнистой ленты | 1988 |
|
SU1737038A1 |
| Устройство для регулирования линейной плотности волокнистого продукта на выходе бункерного питателя | 1985 |
|
SU1266904A1 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНЫХ ВОЛОКНИСТЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2471897C1 |
Автоматический слоеформирующий бункер, содержащий вертикальный бункер с неподвижными и подвижной стенкой, шарнирно закрепленной в верхней части, механизм перемещения подвижной стенки бункера, состоящий из как минимум одного измерительного валика, взаимодействующего со слоем волокна, как минимум одного двуплечего рычага, шарнирно связанного с измерительным валиком. Механизм перемещения подвижной стенки бункера содержит блок переключателей, коммутатор сигнала управляющего воздействия и электропривод перемещения подвижной стенки бункера. Использование данного изобретения позволит обеспечить высокую точность формирования заданной величины линейной плотности слоя волокнистого материала. 1 ил.
Автоматический слоеформирующий бункер, содержащий вертикальный бункер с неподвижными стенками и подвижной стенкой, шарнирно закрепленной в верхней части, механизм перемещения подвижной стенки бункера, состоящий из, как минимум, одного измерительного валика, взаимодействующего со слоем волокна, как минимум, одного двуплечего рычага, шарнирно связанного с измерительным валиком, отличающийся тем, что механизм перемещения подвижной стенки бункера содержит блок переключателей, коммутатор сигнала управляющего воздействия и электропривод перемещения подвижной стенки бункера.
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ СЛОЯ ВОЛОКНИСТОГО МАТЕРИАЛА СО СТАБИЛЬНОЙ ЛИНЕЙНОЙ ПЛОТНОСТЬЮ | 1998 |
|
RU2130517C1 |
| ГОЛУБЯТНИКОВ В.А., ШУВАЛОВ В.В | |||
| Автоматизация производственных процессов в химической промышленности | |||
| - М.: Химия, 1985, с.146-147 | |||
| US 3070847 А, 01.01.1963 | |||
| Регулятор линейной плотности ленты для кардочесальной машины | 1975 |
|
SU667155A3 |
| DE 3733631 A1, 13.04.1989. | |||

