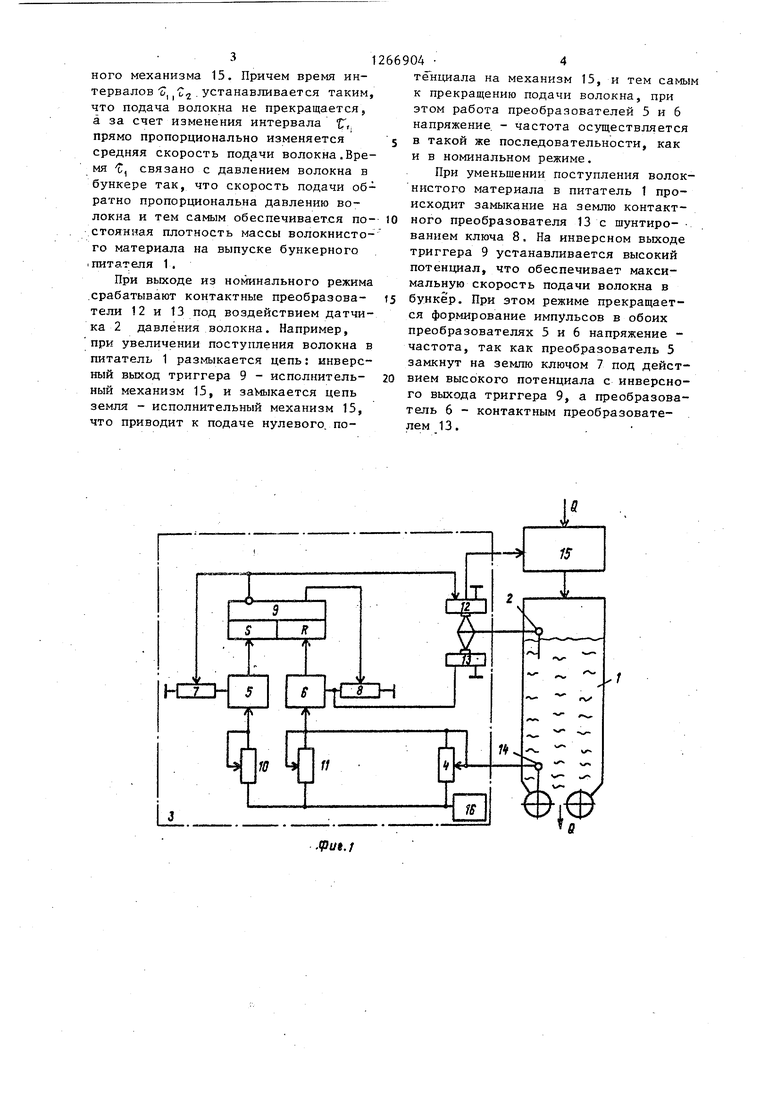
Изобретение относится к текстильной промышленности, а именно к устройствам для регулирования линейной плотности волокнистого продукта на выходе бункерного питателя, например, трепальной или чесальной машины Цель изобретения - повышение точности регулирования путем снижения коротковолновой неровноты линейной плотности волокнистого продукта. На фиг. 1 показана блок-схема уст ройства; на фиг. 2 - диаграмма его работы. Устройство состоит из бункерного питателя 1, в верхней части которого установлен датчик 2 давления волокнистого продукта. Блок 3 управления включает реохорд 4, преобразователи 5 и 6 напряжение - частота, ключи 7 и 8, триггер 9, задатчик 10 линейной плотности волокнистого продукта, задатчик 11 тока, трехпози- , ционный 12 и двухпозиционный 13 контактные преобразователи. В нижней части питателя 1 установлен датчик 14 давления волокнистого продукта, на входе питателя - исполнительный механизм 15 подачи волокнистого продукта в бункерный питатель 1. Источник 16 питания подключен к реохорду 4 и задатчикам 10 и 11. Под вижный контакт реохорда 4 кинематически связан с выходом датчика 14, а выходы задатчика 11 и реохорда 4 объ единены и связаны с информационным входом преобразователя 6, управляющим входом соединенного с объединенными выходами двухпозиционного преобразователя 13 и ключа 8. Выход пре образователя 6 связан cR -входом триггера 9, 5 -вход которого подклю чен к выходу преобразователя 5, информационным и управляющим входами связанного с выходами соответственн задатчика 10 и ключа 7, Прямой выход триггера 9 связан с управляющим вхо дом ключа 8, силовой вход которого заземлен. Инверсньш выход триггера соединен с электрическим входом тре позиционного, преобразователя 12 и с управляющим входом ключа 7, силовой вход которого заземлен. Выход датчи ка 2 кинематически связан с входами двухпозиционного 13 и трехпозиционного 12 преобразователей. Выход тре позиционного преобразователя 12 свя зан с входом исполнительного механизма 15. Устройство работает следующим образом. В рабочем режиме питатель.1 заполнен волокнистым продуктом (Q.,.,) так, что датчик 2 давления волокнистого продукта не изменяет исходного состояния контактных преобразователей 12 и 13, а именно: контактный преобразователь 12 находится в состоянии, связывающем инверсный выход триггера 9 с исполнительным механиз-. мом 15, а контактный преобразователь 13 - в исходно-разомкнутом состоянии. Подвижный контакт реохорда 4 находится в среднем, номинальном положении (пропорционально давлению волокнистого продукта на датчик 14 давления в питателе 1). На выходе триггера 9 формируются импульсы в следующей последовательности. При высоком потенциале на инверсном выходе триггера 9 преобразователь 5 напряжение - частота закорочен на землю ключом 7 и не формирует импульсов запуска триггера 9. Преобразователь 6 напряжение - частота формирует импульс запуска, так как к ключу 8 приложен низкий потенциал триггера 9. Формирование имйульса запуска производится через .задатчик 11 и реохорд 4 за промежуток времени , , пропорциональный давлению волокнистого материала, фиксируемому датчиком 14 давления. Импульс поступает на R -вход триггера 9 и опрокидывает его, изменяя потенциал на его выходах на противоположные. Преобразователь 6 напряжение частота закрывается ключом 8 при поступлении высокого потенциала с прямого выхода триггера 9, одновременно открывается преобразователь 5 напряжение - частота. Формирование импульса запуска триггера 9 производится через задатчик 10 за промежуток времени tg пропорциональный току этого задатчика. Импульс поступает на 5-вход.триггера 9 и опрокидывает его, снова открывается преобразователь 6 напряжение - частота и цикл повторяется. На выходе блока 3 формируются импульсные интервалы Tj-const, а Г, -var, при которых во время на выходе блока 3 - высокий потенциал, что соответствует включению исполнительного механизма 15, во время низкий потенциал, что соответствует выключению исполнительного механизма 15. Причем время интервалов о, . устанавливается таким что подача волокна не прекращается, а за счет изменения интервала , прямо пропорционально изменяется средняя скорость подачи волокна.Вре мя о, связано с давлением волокна в бункере так, что скорость подачи обратно пропорциональна давлению волокна и тем самым обеспечивается постоянная плотность массы волокнистого материала на выпуске бункерного .питателя 1. При выходе из нокшнального режима .срабатывают контактные преобразователи 12 и 13 под воздействием датчика 2 давления волокна. Например, при увеличении поступления волокна в питатель 1 разь 1кается цепь: инверсный выход триггера 9 - исполнительный механизм 15, и замыкается цепь земля - исполнительный механизм 15, что приводит к подаче нулевого, по04тенциала на механизм 15, и тем самым к прекращению подачи волокна, при этом работа преобразователей 5 и 6 напряжение. - частота осуществляется в такой же последовательности, как и в номинальном режиме. При уменьшении поступления волокнистого материала в питатель 1 происходит замыкание на землю контактного преобразователя 13 с шунтированием ключа 8. На инверсном выходе триггера 9 устанавливается высокий потенциал, что обеспечивает максимальную скорость подачи волокна в бункер. При этом режиме прекращается формирование импульсов в обоих преобразователях 5 и 6 напряжение частота, так как преобразователь 5 замкнут на землю ключом 7 под действием высокого потенциала с инверсного выхода триггера 9, а преобразователь 6 - контактным преобразоватеем 13..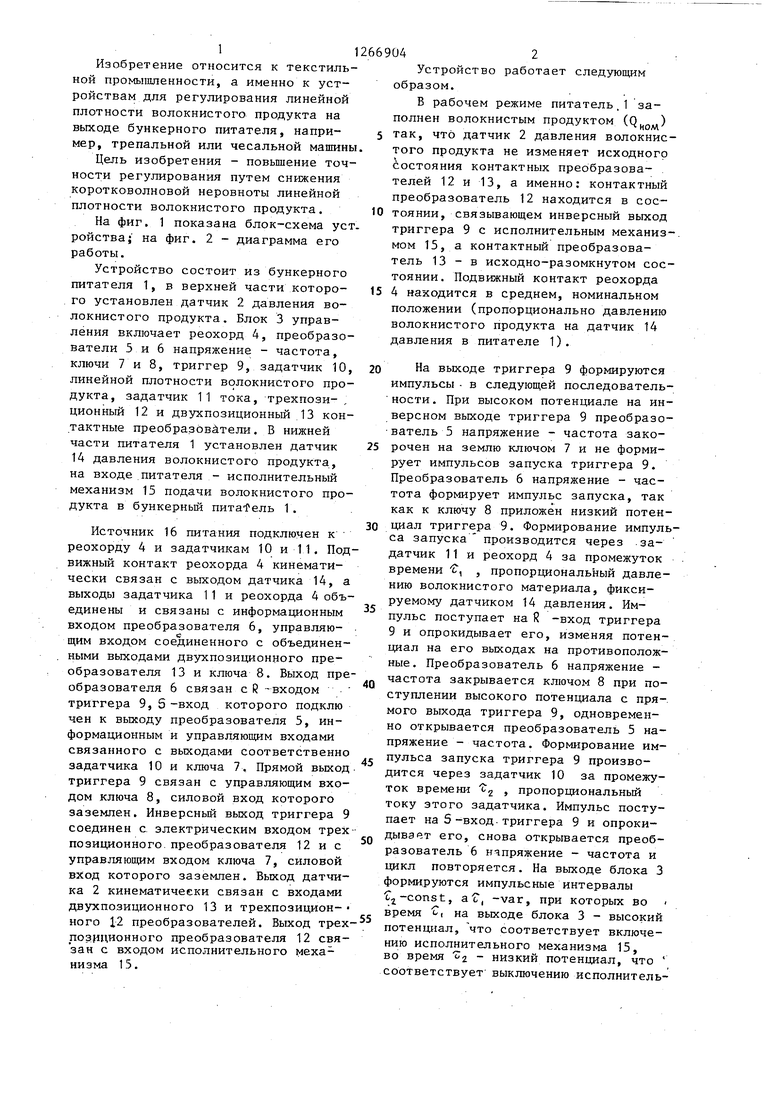
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для регулирования линейной плотности ленты на чесальной машине с бункерным питанием | 1981 |
|
SU1000488A1 |
| СИСТЕМА РЕГУЛИРОВАНИЯ ПИТАНИЯ ТЕКСТИЛЬНЫХ МАШИН | 1996 |
|
RU2124594C1 |
| Устройство для выравнивания линейной плотности волокнистого материала | 1982 |
|
SU1070228A1 |
| Устройство для регулирования подачи волокна к текстильным машинам | 1986 |
|
SU1392154A1 |
| Устройство для управления формированием волокнистого настила | 1988 |
|
SU1559008A1 |
| Устройство для регулирования линейной плотности волокнистого продукта | 1988 |
|
SU1516532A1 |
| Устройство для регулирования подачи волокна к группе чесальных машин | 1989 |
|
SU1730235A1 |
| Устройство автоматического регулирования линейной плотности волокнистого материала | 1990 |
|
SU1770470A1 |
| Устройство для контроля линейной плотности волокнистого продукта | 1985 |
|
SU1290161A1 |
| Устройство для регулирования линейной плотности волокнистого продукта | 1990 |
|
SU1737039A1 |
УСТРОЙСТВО ДЛЯ РЕГУЛИРОВАНР1Я ЛИНЕЙНОЙ ПЛОТНОСТИ ВОЛОКНИСТОГО ПРОДУКТА НА ВЫХОДЕ БУНКЕРНОГО ПИТАТЕЛЯ, содержащее датчик давления волокнистого продукта, установленный в верхней части бункерного питателя, блок управления, включающий реохорд и задатчик линейной плотности волок шстого продукта, и исполнительный механизмподачи волокнистого продукта в бункерный питатель, отличающееся тем, что, с целью повышения точности регулирования путем снижения коротковолновой неровноты линейной плотности волокнистого продукта, оно снаб-. жено дополнительным датчиком давления волокнистого продукта, установленным в нижней части бункерного питателя, а блок управления дополнительно содержит задатчик тока, ключи, преобразователи напряжение - частота-, триггер, двухпозиционный и трехпозиционный контактные преобразователи, при этом подвижный контакт реохорда кинематически связан с выходом дополнительного датчика давления волокнистого продукта, выходы задатчика тока и реохорда объедине ны и связаны с информационным входом первого преобразователя напряжение частота, управляющим входом соединенного с объединенными выходами двухпозиционного контактного преобразователя и первого ключа, а выходом подключенного к R -входу триггера, инверсный выход которого соединен с управляющим входом второго s ключа и с электрическим входом трек(Л позиционного контактного преобразователя, выходом связанного с входом исполнительного механизма подачи волокнистого продукта в бункерный питатель, выходы задатчика линейной плотности волокнистого продукта и второго ключа соединены соответственно с информационным и управляющим входами второго преобразователя напряжение - частота, выходом под ключенного к 5-входу триггера, пря.мым входом соединенного с управляю,щим входом первого ключа, причем выход датчика давления волокнистого продукта кинематически связан с вхо,дами двухпозиционного и трехпозиционного контактных преобразователей, ia силовые входы ключей заземлены.
м
NJ u
:э S
| Устройство для регулирования линейной плотности ленты на чесальной машине с бункерным питанием | 1981 |
|
SU1000488A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
