1
Изобретение относится к области очистки внутренней поверхности полого изделия и может быть использовано в машиностроении.
Цель изобретения - повышение производительности и качества очистки.
Предложенный способ заключается в том, что через очищаемый канал полого изделия пропускают поток жидкости, а на изделие накладывают виб- рационные колебания, при этом на поток жидкости накладывают пульсации расхода с частотой, обеспечивающей появление колебаний слоя жидкости преимущественно вблизи поверхности канала, а вибрационные колебания изделия осуществляют по оси промываемого канала с частотой, равной частоте пульсации потока и противоположной ей фазой.
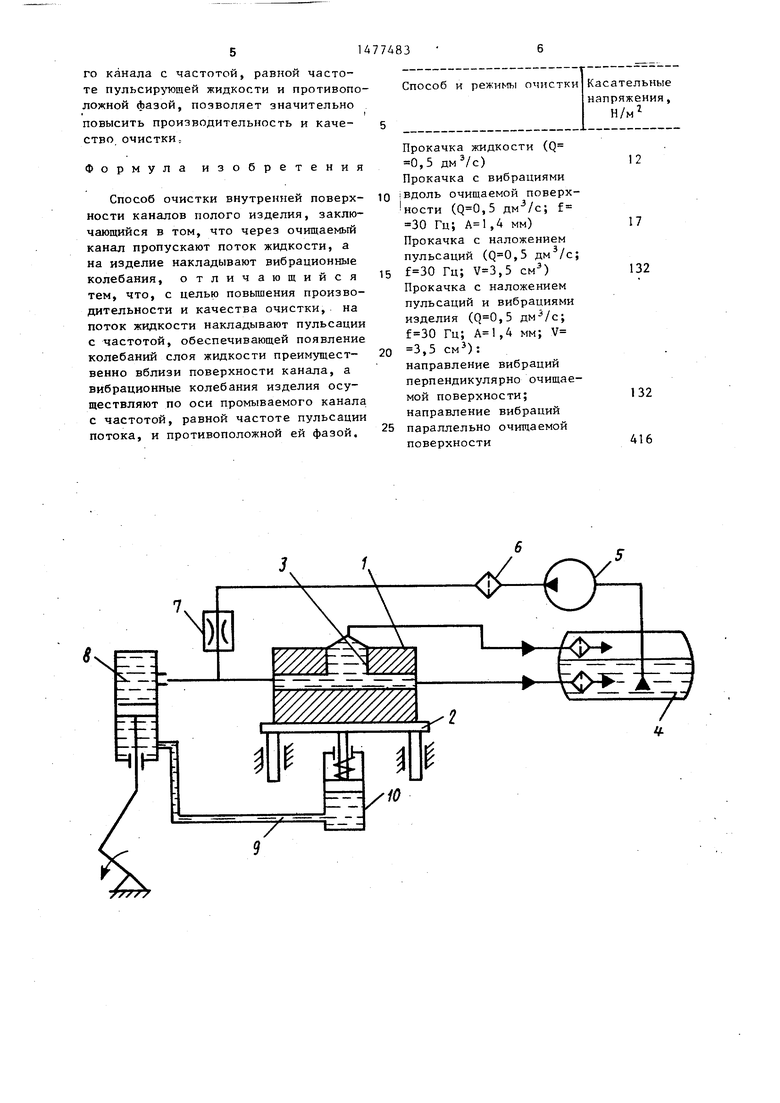
На чертеже показана принципиальная установки для осуществления предлагаемого способа.
На схеме обозначены очищаемое изделие , стол 2 вибратора, поверхности очищаемого канала 3 изделия, бак 4 с моющей жидкостью, насос 5, фильтр 6, гаситель 7 пульсаций, пульсатор 8, трубопровод 9, согласующий перемещение поршня пульсатора и поршня вибратора, привод 10 вибратора.
Способ осуществляется следующим образом.
Изделие 1, содержащее каналы, закрепляют на столе 2 вибратора ким образом, чтобы направление виброколебаний совпадало с осью очищаемого канала 3. Моющую жидкость из бака 4 насосом 5 через Фильтр 6 и гаситель 7 пульсаций, прокачивают через каналы изделия 1. Колебания расхода создают пульсатором 8. Гаситель 7 пульсаций предназначен для того, чтобы не пропускать пульсации расхо(Л
Јъ 1
Јъ 00 GO
да в линию нагнетения стенда. Одновременно с очисткой пульсирующим потоком изделию сообщают вибрационные колебания с частотой, равной частоте пульсаций жидкости и противоположной фазой. Смещение по фазе на 1/2 периода обеспечивается согласующей линией 9, которая представляет собой трубопровод, соединяющий полосы цилинд- ра пульсатора 8 и цилиндр привода 10 вибратора. Данное соединение выполняют таким образом, чтобы при перемещении поршня пульсатора пульсирующая составляющая скорости жидкости была направлена вдоль очищаемой поверхности 3 в одну сторону, а очищаемая поверхность изделия - в противоположную.
Перед началом промывки целесооб- разно определять наиболее трудно очищаемую поверхность. Например, поверхность канала, имеющего наибольший диаметр по сравнению с другими каналами, или для каналов, имеющих рез- кое расширение сечения, поверхность застойной зоны, и именно вдоль такой поверхности направлять виброколебания. Если таких каналов несколько, то целесообразно очищать их по- следовательно, совмещая ось каждого из них с направлением виброколебаний.
Пример. При реализации способа очищались поверхности 3 изделия (фиг. 1). Изделие имело каналы ди- аметром 6 мм и канал диаметром 30 мм. При очистке изделия пульсирующим потоком стенки канала диаметром 30 мм очищаются хуже, чем стенки канала малого диаметра. Поэтому за счет виб- раций целесообразно интенсифицировать процесс очистки канала диаметром 30 мм, ориентируя изделие на столе вибратора таким образом, чтобы ось этого канала совпадала с направлением виброколебаний изделия.
Контроль эффективности очистки осуществлялся по величине среднего по поверхности касательного напряжения трения на стенках большого кана- ла, которое характеризует величину скорости жидкости на стенке. Для измерения касательных напряжений использовался электрохимический метод.
Насос установки давал постоян- ный расход жидкости, прокачиваемый через каналы, равный ,5 дм3/с. Частота пульсаций и вибраций f составляла 30 Гц. Объем жидкости, вытесняемый поршнем пульсатора при движении из одного крайнего положения в другое, равнялся ,5 см5. Амплитуда вибраций составляла А 1,4 мм.
В таблице даны средние по поверхности большого канала амплитудные значения касательных напряжений на стенке при очистке различными способами.
Результаты опытов позволяют сделать следующие выводы.
Наложение вибраций на изделие при его очистке прокачкой не дает ощутимого эффекта, так как не происходит относительного смещения жидкости и поверхности: жидкость движется вместе с изделием как твердое тело и скорости жидкости вблизи поверхности возрастают очень мало.
Наложение вибраций на изделие при его очистке пульсирующим потоком дает значительный эфсЬект лишь в том случае, когда направление вибраций и пульсирующей скорости жидкости противоположны. При этом эффективность совместного воздействия вибраций изделия и пульсаций жидкости намного больше, чем суммарный эффект очистки с вибрацией и пульсацией потока, когда данные способы используют отдельно. Это объясняется тем, что при наложении колебаний расхода с достаточно высокими частотами на стационарный поток жидкости в промываемых каналах колеблется преимущественно лишь слой жидкости вблизи поверхности каналов.
А колеблющийся возле стенки слой жидкости, обусловленный пульсациями потока, дает возможность смещать стенку изделий при вибрациях относительно жидкости, находящейся в канале. Такая возможность при условии противоположного движения стенки и жидкости вблизи стенки резко увеличивает скорость жидкости вблизи очищаемой поверхности и, следовательно, повышает воздействие жидкости на прилипшие к стенкам загрязнения.
Таким образом при очистке поверхности пульсирующим потоком жидкости создание вибраций изделия, совпадающих по направлению с осью очищаемого канала с частотой, равной частоте пульсирующей жидкости и противоположной фазой, позволяет значительно
i
повысить производительность и качество очистки.
Формула изобретения
Способ очистки внутренней поверхности каналов полого изделия, заключающийся в том, что через очищаемый канал пропускают поток жидкости, а на изделие накладывают вибрационные колебания, отличающийся тем, что, с целью повышения производительности и качества очистки, на поток жидкости накладывают пульсации с частотой, обеспечивающей появление колебаний слоя жидкости преимущественно вблизи поверхности канала, а вибрационные колебания изделия осуществляют по оси промываемого канала с частотой, равной частоте пульсации потока, и противоположной ей фазой.
Способ и режимы очистки
Касательные
напряжения,
Н/мг
Прокачка жидкости (Q
0,5 дмэ/с)
Прокачка с вибрациями
вдоль очищаемой поверх- ности (,5 дм3/с; f 30 Гц; ,4 мм) Прокачка с наложением пульсаций (,5 дм3/с;
5 Гц; ,5 см3) Прокачка с наложением пульсаций и вибрациями изделия (,5 Гц; ,4 мм; V
0 3,5 см3):
направление вибраций перпендикулярно очищаемой поверхности; направление вибраций
5 параллельно очищаемой поверхности
12
17
132
132
416
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ очистки внутренней поверхности цилиндрических изделий | 1990 |
|
SU1776465A1 |
| СПОСОБ ОЧИСТКИ ТРУБ ОТ КОНСЕРВАЦИОННЫХ ОБМАЗОК И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1990 |
|
RU2010037C1 |
| Установка для мойки емкостей | 1986 |
|
SU1405908A1 |
| Способ очистки внутренней поверхности цилиндрических изделий | 1980 |
|
SU942816A1 |
| СПОСОБ ПОВЫШЕНИЯ ТЕПЛООТДАЧИ И ПРЕДОТВРАЩЕНИЯ ВЫСЫХАНИЯ ПЛЕНКИ ЖИДКОСТИ И УСТРОЙСТВО ДЛЯ МОДУЛЯЦИИ КОЛЕБАНИЙ ПОТОКА ЖИДКОСТИ | 1993 |
|
RU2053480C1 |
| СПОСОБ ПРОМЫВКИ ЭЛЕМЕНТОВ СИСТЕМ УЛЬТРАЗВУКОВЫМ ДВУХФАЗНЫМ ПОТОКОМ | 2024 |
|
RU2833387C1 |
| Аппарат пульсирующего горения с повышенным КПД и с пониженным уровнем шума | 2020 |
|
RU2795564C1 |
| Фильтр | 1987 |
|
SU1530212A1 |
| СПОСОБ ОЧИСТКИ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ ПОЛЫХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2254176C1 |
| Способ отсадки полезных ископаемых и отсадочная машина для его осуществления | 1987 |
|
SU1452584A1 |
Изобретение касается очистки полых изделий, может быть использовано в машиностроении и направлено на повышение производительности и качества очистки. Способ заключается в том, что при очистке поверхности каналов изделий путем создания пульсирующего потока жидкости изделию дополнительно сообщают вибрационные колебания, совпадающие по направлению с осью очищаемого канала, с частотой, равной частоте пульсации потока и противоположной ей фазой. Это позволяет повысить значение касательных напряжений на стенке канала. 1 табл., 1 ил.
| Чернышев А.В | |||
| Технология монтажа и испытаний бортовых систем летательных аппаратов | |||
| М.: Машиностроение, 1977, с | |||
| Кран машиниста для автоматических тормозов с сжатым воздухом | 1921 |
|
SU194A1 |
