Изобретение относится к литейному производству, а именно к литью металлов и прочих материалов под давлением или методом инжекции. Касается конструирования форм для литья изделий с поднутрениями, расположенных под различными углами наклона к оси формы.
Известна литьевая форма по патенту РФ №2015904 (дата публикации 1994.07.15), состоящая из подвижной и неподвижной частей, оформляющих элементов, устройств для перемещения оформляющих элементов и выталкивателя. К недостаткам формы следует отнести невозможность формирования в отливке большого количества рядом расположенных поднутрений, каждое из которых имеет свой наклон к плоскости разъема.
Наиболее близкой к предлагаемой литьевой форме является форма по патенту РФ №2015902 (дата публикации 1994.07.15), состоящая из неподвижной и подвижной частей. Подвижная часть формы содержит матрицу с рабочей полостью и каналами, оформляющие элементы, каждый из которых расположен в соответствующем канале матрицы с возможностью перемещения в нем, устройство для его перемещения, плиту с выталкивателями. При размыкании формы оформляющие элементы, формирующие поднутрения, с помощью устройств перемещения извлекаются из отливки, и отливка с помощью выталкивателей выталкивается из матрицы. При смыкании формы плита с выталкивателями возвращается в исходное состояние, а элементы, формирующие поднутрения, возвращаются в рабочую полость матрицы.
К недостаткам формы также следует отнести невозможность формирования в отливке большого количества рядом расположенных поднутрений, каждое из которых имеет свой наклон к плоскости разъема. Недостаток обусловлен тем, что каждый элемент, формирующий поднутрение, имеет индивидуальное устройство для перемещения. При необходимости формирования в изделии большого количества поднутрений увеличивается количество оформляющих элементов и соответственно устройств для их перемещения, что невозможно ввиду ограничения габаритного пространства внутри литьевой формы. А формирование поднутрений под разными углами к оси формы при условии, что каждый формирующий элемент имеет индивидуальное устройство для перемещения, требует еще больших габаритов литьевой формы.
Предлагаемым изобретением решается задача создания литьевой формы для формирования в отливке одновременно до 70 поднутрений, расположенных под углами от 0 до 30° к оси литейной формы.
Для достижения указанного технического результата в литьевой форме, содержащей неподвижную часть, подвижную часть, включающую в себя матрицу с рабочей полостью и каналами, оформляющие элементы, размещенные в каналах матрицы с возможностью перемещения в них, устройство для перемещения оформляющих элементов и плиту с выталкивателями, устройство для перемещения оформляющих элементов является общим для всех оформляющих элементов и состоит из ползуна, имеющего профильную дуговую поверхность, со стойками, жестко зафиксированными в подвижной части перпендикулярно плоскости разъема формы и имеющими направляющие пазы, штоков, снабженных пружинами и одним концом упирающихся в неподвижную часть литьевой формы, а другим концом каждый из которых кулисно соединен с коромыслом, вторым концом каждое коромысло кулисно соединено с ползуном, при этом оформляющие элементы снабжены упругими элементами и через полусферические подпятники опираются на профильную дуговую поверхность ползуна, а каналы матрицы расположены под углами от 0 до 30° к оси литейной формы.
Отличительными признаками предлагаемой литьевой формы от наиболее близкой к ней и приведенной выше является выполнение устройства для перемещения оформляющих элементов общим для всех элементов и состоящим из ползуна, имеющего профильную дуговую поверхность, со стойками, жестко зафиксированными в подвижной части перпендикулярно плоскости разъема, снабженными направляющими пазами, штоков с пружинами, одним концом упирающихся в неподвижную часть литьевой формы, а другим концом каждый из которых кулисно соединен с коромыслом, вторым концом каждое коромысло кулисно соединено с ползуном, при этом оформляющие элементы снабжены упругими элементами и через полусферические подпятники опираются на профильную дуговую поверхность ползуна, а каналы матрицы расположены под углами от 0 до 30° к оси литейной формы.
Благодаря наличию одного общего устройства для перемещения всех оформляющих элементов стало возможным увеличение количества этих элементов и формируемых ими поднутрений до 70 и сокращение расстояния между осями поднутрений до 8 мм. Конструкция устройства для перемещения оформляющих элементов, а именно профильная дуговая поверхность ползуна и его кулисное соединение через коромысла со штоками, а также снабжение оформляющих элементов, упирающихся в профильную дуговую поверхность ползуна, упругими элементами, обеспечивает одновременное и синхронное перемещение оформляющих элементов при размыкании и смыкании литейной формы. Для оптимальных условий перемещения оформляющих элементов в каналах матрицы необходимо, чтобы каждый канал был перпендикулярен к поверхности ползуна. Исходя из этих условий определяется профиль ползуна. Полусферические подпятники, которыми снабжены оформляющие элементы, создают перпендикулярный контакт элементов с профильной дуговой поверхностью ползуна, что обеспечивает оптимальное усилие для перемещения этих элементов в каналах матрицы. Размещение элементов в каналах матрицы, выполненных под углами от 0 до 30° к оси литейной формы, позволяет получить в изделии поднутрения, расположенные также под углами от 0 до 30° к оси литейной формы.
Предлагаемое решение иллюстрируется чертежом, на котором представлена литьевая форма в разрезе.
Форма состоит из неподвижной части 1 и подвижной части 2, которая включает матрицу 3, оформляющие элементы 4, снабженные упругими элементами 5 и полусферическими подпятниками 6, плиту 7 с выталкивателями 8, устройство для перемещения оформляющих элементов, состоящее из ползуна 9 со стойками 10, коромысел 11 и штоков 12 с пружинами 13.
Форма работает следующим образом.
После заполнения рабочей полости и затвердевания массы начинается размыкание формы. Подвижная часть 2 двигается влево и освобождает от фиксированного положения штоки 12, которые, под воздействием пружин 13, выдвигаются вправо и через коромысла 11 воздействуют на ползун 9, который по направляющим пазам (на чертеже не показаны) стоек 10 двигается влево и освобождает от фиксированного положения в отливке оформляющие элементы 4. Оформляющие элементы 4 с полусферическими подпятниками 6 под воздействием упругих элементов 5 удаляются из отливки налево, освобождая ее для последующего выталкивания. При дальнейшем размыкании формы шток термопластавтомата перемещает плиту 7 с выталкивателями 8 направо. Сформированная отливка выталкивается из матрицы 3.
Далее начинается процесс смыкания формы. При этом неподвижная часть 1 перемещает влево штоки 12, которые посредством коромысел 11 сдвигают ползун 9 по направляющим пазам стоек 10 вправо. Профильная дуговая поверхность ползуна 9, преодолевая рабочее усилие упругих элементов 5, перемещает оформляющие элементы по каналам матрицы 3 в рабочую полость формы на расчетную глубину. При дальнейшем смыкании формы плита 7 с выталкивателями 8 перемещается налево в исходное состояние и цикл повторяется.
В результате реализации данного решения можно получить отливку, содержащую до 70 поднутрений, расположенных под углами от 0 до 30° к оси формы, например корпус щетки.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ С ПОДНУТРЕНИЯМИ | 1991 |
|
RU2015904C1 |
| ЛИТЬЕВАЯ ФОРМА | 1991 |
|
RU2011523C1 |
| Литьевая форма для изготовления изделий с поднутрениями из пластических масс | 2017 |
|
RU2664874C1 |
| Пресс-форма для литья под давлением отливок с поднутрениями | 1986 |
|
SU1360886A1 |
| Литьевая форма для изделий из термопластов | 1981 |
|
SU981001A1 |
| ПРЕСС-ФОРМА ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 1991 |
|
RU2068316C1 |
| ПРЕСС-ФОРМА ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 1991 |
|
RU2026142C1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ С ПОДНУТРЕНИЯМИ ИЗ ПЛАСТИЧЕСКИХ МАСС | 1990 |
|
RU2015902C1 |
| Литьевая форма для изготовления плоских полимерных изделий с поднутрениями | 1989 |
|
SU1691119A1 |
| Литьевая форма для изготовления полимерных изделий с отверстиями | 1978 |
|
SU670451A1 |
Изобретение относится к литейному производству. Данное изобретение касается конструирования форм для литья изделий с поднутрениями, расположенных под различными углами наклона к оси формы. Литьевая форма содержит подвижную и неподвижную части. Подвижная часть включает в себя матрицу с рабочей полостью и каналами, оформляющие элементы, размещенные в каналах матрицы с возможностью перемещения в них, устройство для перемещения оформляющих элементов и плиту с выталкивателями. Устройство для перемещения оформляющих элементов является общим для всех оформляющих элементов и состоит из ползуна со стойками, штоков и коромысел. Ползун имеет профильную дуговую поверхность. Стойки снабжены направляющими пазами и жестко зафиксированы в подвижной части перпендикулярно плоскости разъема формы. Штоки снабжены пружинами и одним концом упираются в неподвижную часть литьевой формы, а другим концом каждый кулисно соединен с коромыслом. Каждое коромысло вторым концом кулисно соединено с ползуном. Оформляющие элементы снабжены упругими элементами и через полусферические подпятники опираются на профильную дуговую поверхность ползуна, а каналы матрицы расположены под углами от 0 до 30° к оси литейной формы. Конструкция литьевой формы обеспечивает одновременное и синхронное перемещение оформляющих элементов при размыкании и смыкании литейной формы, что позволяет отливать изделия, имеющие до 70 поднутрений, расположенных под углами от 0 до 30° к оси формы. 1 ил.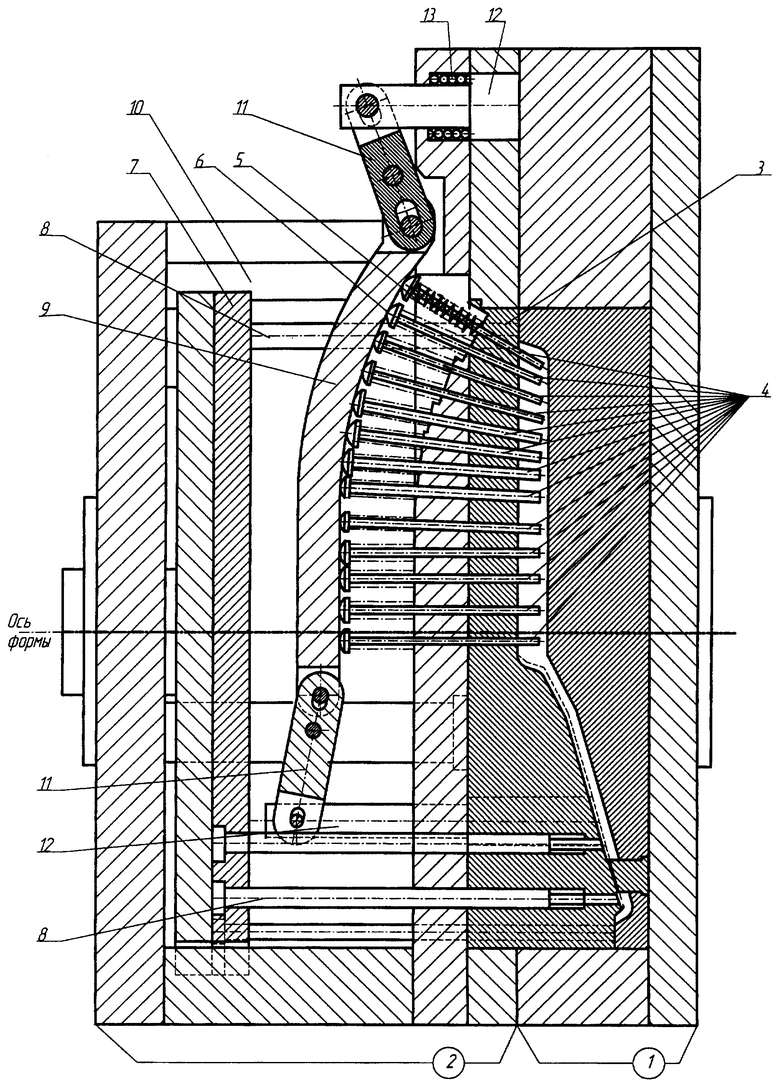
Литьевая форма для изготовления изделий с поднутрениями, содержащая неподвижную часть, подвижную часть, включающую в себя матрицу с рабочей полостью и каналами, оформляющие элементы, размещенные в каналах матрицы с возможностью перемещения в них, устройство для перемещения оформляющих элементов и плиту с выталкивателями, отличающаяся тем, что устройство для перемещения оформляющих элементов является общим для всех оформляющих элементов и состоит из ползуна, имеющего профильную дуговую поверхность, со стойками, жестко зафиксированными в подвижной части перпендикулярно плоскости разъема формы и имеющими направляющие пазы, штоков, снабженных пружинами и одним концом упирающихся в неподвижную часть литьевой формы, а другим концом каждый из которых кулисно соединен с коромыслом, вторым концом каждое коромысло кулисно соединено с ползуном, при этом оформляющие элементы снабжены упругими элементами и через полусферические подпятники опираются на профильную дуговую поверхность ползуна, а каналы матрицы расположены под углами от 0 до 30° к оси литейной формы.
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ С ПОДНУТРЕНИЯМИ ИЗ ПЛАСТИЧЕСКИХ МАСС | 1990 |
|
RU2015902C1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ С ПОДНУТРЕНИЯМИ | 1991 |
|
RU2015904C1 |
| Литьевая форма для изготовления полимерных изделий | 1983 |
|
SU1111852A1 |
| Литьевая форма для изготовления полимерных изделий с двухсторонними поднутрениями | 1978 |
|
SU716840A1 |
| US 4327051 A, 27.04.1982 | |||
| ИНСТРУМЕНТ ДЛЯ БУРЕНИЯ И РАСШИРЕНИЯ ШПУРОВ | 0 |
|
SU353035A1 |

