Изобретение относится к литейному производству, в частности к литью под давлением цветных металлов и сплавов, и может быть использовано в пресс-формах литья по выплавляемым моделям, пpи изготовлении пенополистироловых моделей и пластмассовых изделий с получением поднутряемых частей.
Обычно поднутряемые части отливок оформляются в подвижных ползунах, что увеличивает габариты пресс-формы и снижает число гнезд.
Известна конструкция формы для отливки деталей с наружными выступами и поднутрениями в двух половинках вкладышей [1].
Вкладыши извлекают из формы вместе с отливкой и отделяют от нее вне машины с помощью дополнительного приспособления, что увеличивает трудоемкость.
Известна форма для литья под давлением деталей с поднутрением с использованием боковых колодок, передвигаемых выталкивателями по наклонным пазам направляющих при совмещении цикла выталкивания отливки [2].
При этом боковые колодки не способствуют увеличению числа гнезд, создаются затруднения с подводом металла по литниковой системе.
Наиболее близкой по технической сущности и достигаемому эффекту является литьевая форма, содержащая подвижную часть с выталкивающей плитой и выталкивателем отливки из рабочего гнезда формы, оформляющим поднутрение в отливке, состоящим из двух секторов (половинок) и имеющим бурт и расширяющиеся части с наклонными поверхностями [3].
В начале процесса при впрыскивании материала сектора сжимаются плитой и переджвижной вспомогательной плитой, а разводятся при раскрытии формы от взаимодействия с поперечным клином. Необходимость вспомогательной плиты, перемещаемой под действием пружин, и размещение поперечного клина усложняют конструкцию, увеличивают трудоемкость изготовления пресс-формы.
Целью изобретения является упрощение конструкции пресс-формы.
Это достигается тем, что в пресс-форме, содержащей неподвижную часть и подвижную часть с выталкивающей плитой и выталкивателем отливки, оформляющим поднутрение в отливке, состоящим из двух половинок и имеющим бурт и расширяющиеся части с наклонными поверхностями, половинки выталкивателя зафиксированы друг относительно друга посредством цилиндрического элемента, например штифта, и имеют угловые срезы по плоскости их соприкосновения, проходящей от штифта к бурту, бурт выполнен с закругленным торцом, а в подвижной части выполнены наклонные плоскости для взаимодействия с наклонными поверхностями расширяющихся частей выталкивателя.
Другое отличие состоит в том, что срезы на выталкивателе выполнены под углом, обеспечивающим освобождение поднутрений отливки от выталкивателя.
Кроме того, радиус закрепления торца бурта выталкивателя равен расстоянию от центра штифта до опорной поверхности выталкивающей плиты.
С целью надежности работы пресс-форма снабжена механизмом опережающего выталкивания отливки.
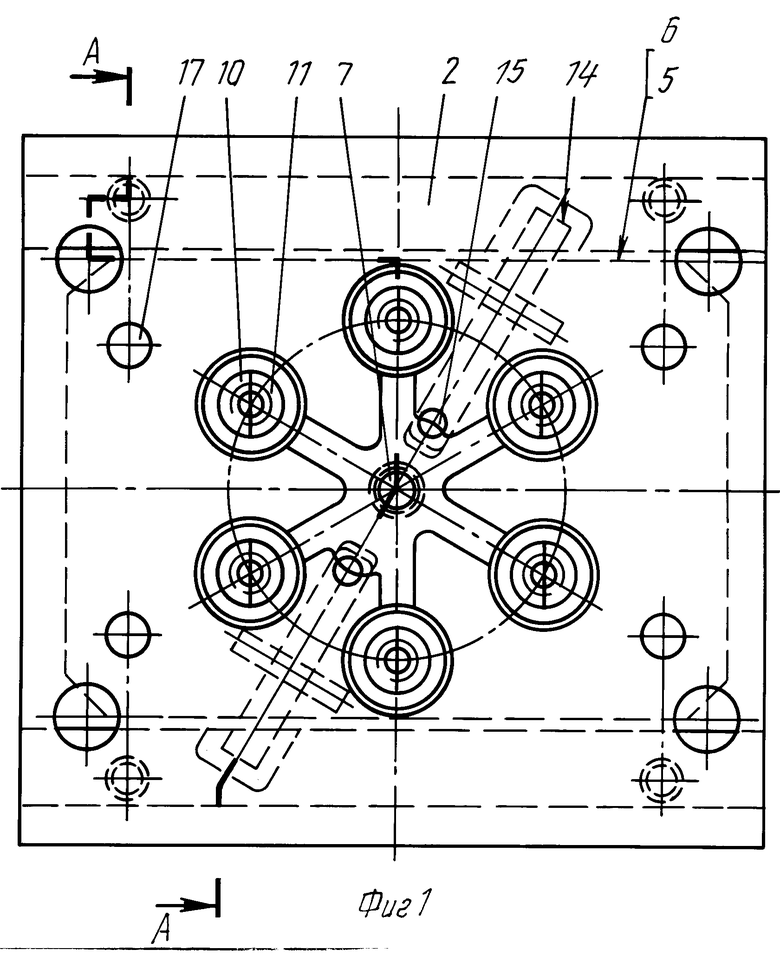
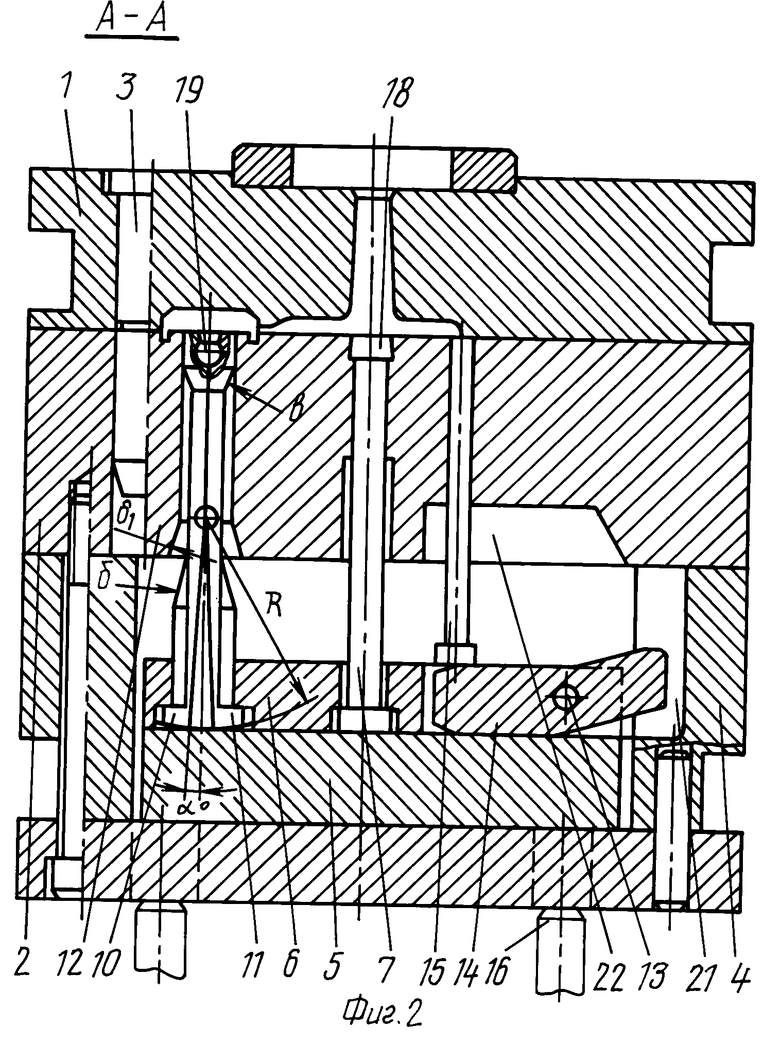
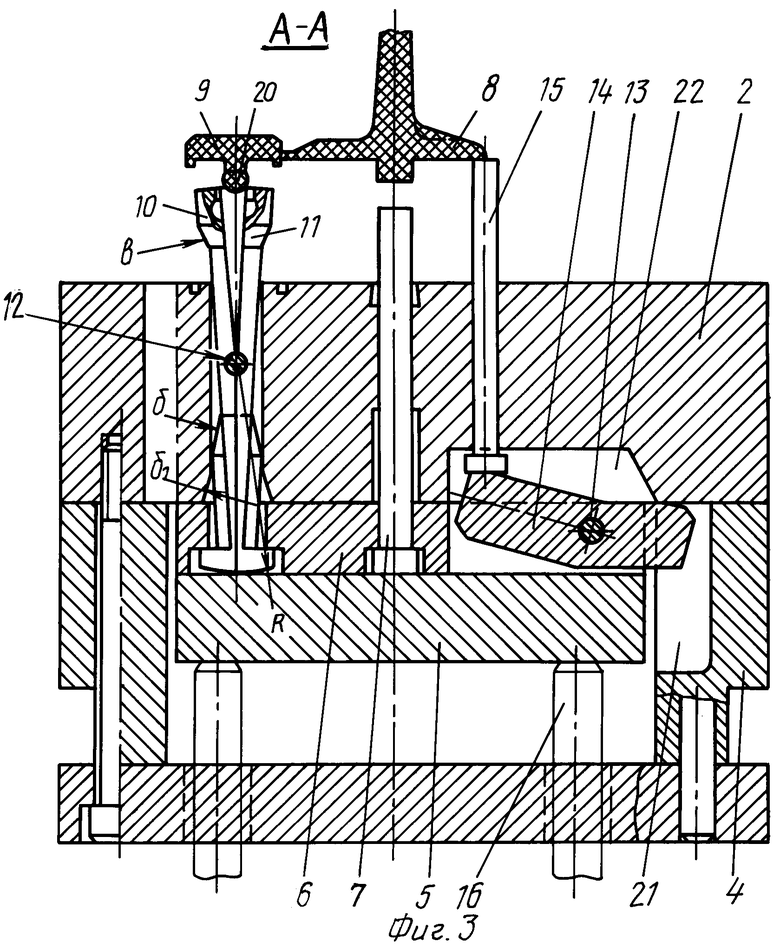
На фиг.1 показана многогнездная пресс-форма, вид на подвижную часть: на фиг. 2 - разрез А-А на фиг.1, рабочее положение пресс-формы; на фиг.3 - то же, в момент окончания выталкивания отливки.
Пресс-форма состоит из неподвижной 1 и подвижной 2 частей, центрирующихся с помощью направляющих колонок 3. Внутри подвижной части между стойками 4 размещены выталкивающие плиты 5 и 6 с толкателем 7 литника 8 и выталкивателем отливки 9, состоящим из двух половинок 10 и 11, фиксируемых штифтом 12, а также с механизмом опережающего выталкивания отливки, имеющим поворотный вокруг оси 13 двуплечий рычаг 14, воздействующий на дополнительный толкатель 15. Система толкания приводится в движение от упоров 16 машины и возвращается в исходное положение контртолкателями 17.
Пресс-форма работает следующим образом.
После запрессовки металла пресс-форма раскрывается, при этом литник 8 и отливка 9 остаются в подвижной части за счет поднутрения 18 литника и поднутрения 19 в половинках выталкивателя.
В конце раскрытия пресс-формы упоры 16 машины приводят в движение выталкивающие плиты 5 и 6, а толкатели 7, 10, 11 и 15 одновременно отделяют литник с отливками от подвижной части.
После выхода верхней расширяющейся части половинок 10 и 11 выталкивателя из своих гнезд начинают взаимодействовать нижние расширяющиеся наклонные поверхности б с наклонными плоскостями б1 подвижной части, при этом хвостовые части половинок 10 и 11 выталкивателя сжимаются до соприкосновения по плоскостям угловых срезов (αо), одновременно разводя на соответствующий угол верхние части половинок 10 и 11, освобождая поднутряемый элемент 20 отливки 9.
В конце цикла выталкивания хвостовик двуплечего рычага 14, размещаемый в вырезе 21 стойки 4, упирается в ограничитель (на фиг.2 и 3 - в плоскость подвижной части), обеспечивается поворот вокруг оси 13 другого конца рычага, его размещение в вырезе 22 подвижной части и опережающее движение дополнительного толкателя 15 на величину, необходимую для вывода поднутряемого элемента 20 отливки из поднутряющейся полости 19 в торце половинок 10 и 11 выталкивателя.
После удаление литника с отливками пресс-форма закрывается. Контртолкатели 17 и дополнительный толкатель 15, упирающиеся в плоскость неподвижной части, возвращают в исходное положение выталкивающие плиты 5 и 6 и двуплечий рычаг 14 механизма опережения, а также толкатель 7 литника и половинки 10 и 11, сжимающиеся в верхней части за счет взаимодействия поверхности b с подвижной частью.
Пресс-форма готова к следующему циклу.
Использование изобретения обеспечивает получение поднутряемых элементов отливок без применения ползунов с наклонными клиньями или вкладышей с удалением их вместе с отливкой и последующей их установкой в форму. Это упрощает конструкцию пресс-формы, уменьшает ее габариты, а при сохранении габаритов позволяет увеличить число рабочих гнезд, что повышает производительность и надежность работы пресс-формы в автоматическом режиме.
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для литья под давлением | 1983 |
|
SU1117121A1 |
| ПРЕСС-ФОРМА ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 1990 |
|
RU2010667C1 |
| Пресс-форма для литья под давлением | 1979 |
|
SU772707A1 |
| ЛИТЬЕВАЯ ФОРМА | 1991 |
|
RU2029681C1 |
| Литьевая форма для изготовления изделий с поднутрениями из пластических масс | 2017 |
|
RU2664874C1 |
| ЛИТЬЕВАЯ ФОРМА | 1991 |
|
RU2011523C1 |
| Пресс-форма для литья под давлением | 1982 |
|
SU1068221A1 |
| Литьевая форма для изготовления полимерных изделий с поднутрениями | 1987 |
|
SU1463498A1 |
| Пресс-форма для литья под давлением отливок с поднутрениями | 1983 |
|
SU1098660A1 |
| Пресс-форма для штамповки из жидкого металла отливок с поднутрениями | 1985 |
|
SU1321516A1 |
Использование: литейное производство, в частности литье под давлением цветных металлов и сплавов. Цель изобретения - упрощение конструкции пресс-формы. Пресс-форма состоит из неподвижной и подвижной частей, центрирующихся с помощью направляющих колонок. Внутри подвижной части размещены выталкивающие плиты и выталкиватель отливки, состоящий из двух половинок, фиксируемых штифтом. После запрессовки металла пресс-форма раскрывается и в конце раскрытия толкатель литника, половинки и дополнительный толкатель одновременно отделяют литник с отливками от подвижной части. В конце цикла выталкивания хвостовик двухплечего рычага упирается в ограничитель (плоскость подвижной части), происходит поворот вокруг оси другого конца рычага, его размещение в вырезе и опережающее движение дополнительного толкателя для вывода поднутряемого элемента отливки из поднутряющейся полости в торце половинок. После удаления литника с отливками пресс-форма закрывается. 3 з.п. ф-лы, 3 ил.
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Дубов К.Х | |||
| и др | |||
| Литьевые формы для деталей из термопластов | |||
| Каталог-справочник.М.: ЦНИИЭстроймаш, 1978, с.200, рис.136в. | |||
