Изобретение относится к литейному производству, в частности к литью под давлением изделий с глухими полостями и поднутрениями, расположенными под углом к плоскости разъема матриц.
Целью изобретения является расширение номенклатуры отливок.
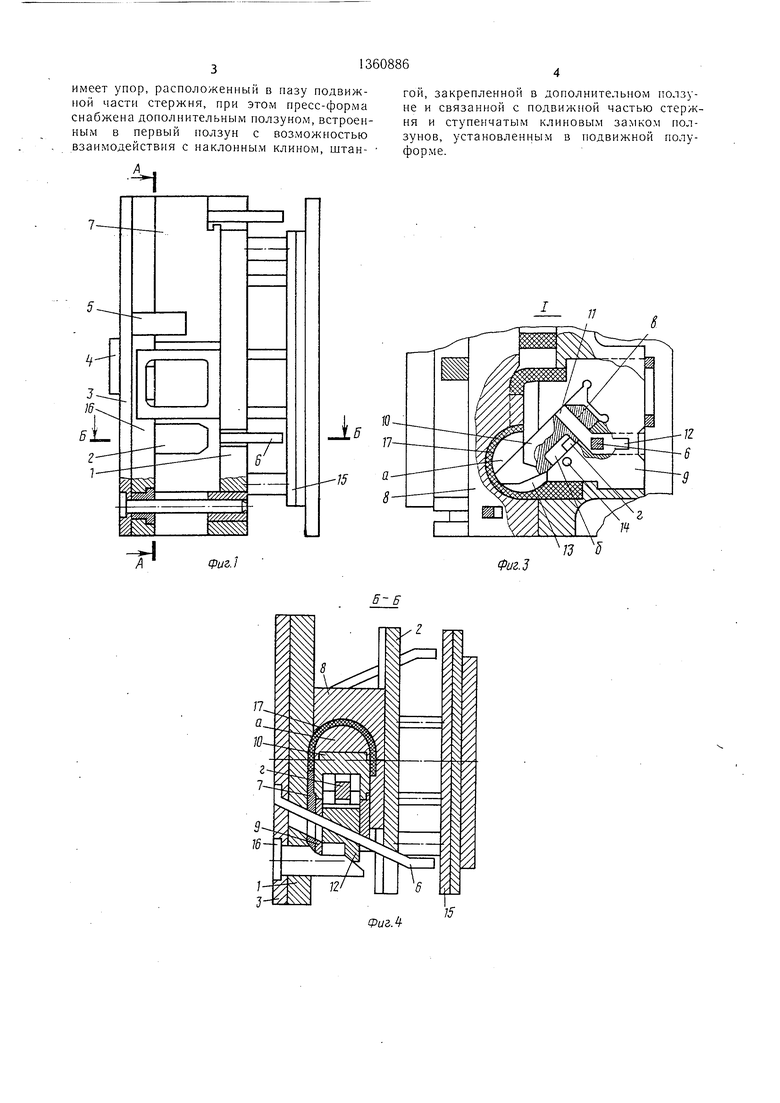
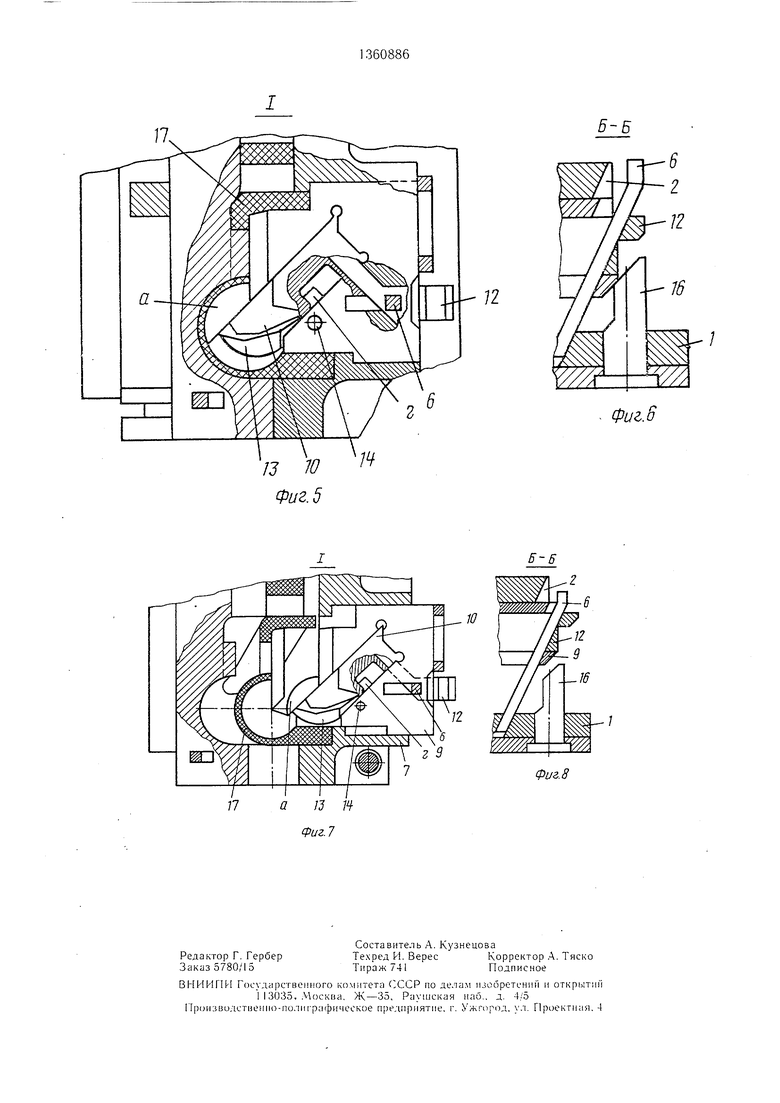
На фиг. 1 изображена пресс-форма, общий вид; на фиг. 2 - разрез А-А на фиг. 1; ,на фиг. 3 - узел I на фиг. 2, положение элементов стержня в момент формирования отливок; на фиг. 4,- разрез Б-Б на фиг.. 1; на фиг. 5 - узел I на фиг. 2, момент сборки и извлечения стержня в закрытой форме; на фиг. 6 - разрез Б-Б на фиг. 1, положение деталей стержня и замкового механизма, .момент извлечения стержня в закрытой форме (показан частично); на фиг. 7 - узел I на фиг. 2, момент движения полуформ совместно со стержнем; на фиг. 8 - разрез Б - Б на фиг. 1, положение замкового механизма в момент движения полуформ (показан частично).
Литейная форма содержит подвижную 1 и неподвижную 2 полуформы, -плиту 3 с литниковой втулкой 4, оснащенную ограничителями 5 и наклонными клинья.ми 6, и матрицы 7 и 8, перемещающиеся в плоскости разъема неподвижной полуформы 2, ползун 9, встроенный в полуформе и снабженный жесткой частью а стержня, подвижную часть 10 стержня, перемещающуюся в ползуне 9 и имеющую глухой паз б (фиг. 3) и отверстие в для прохода наклонной штанги 11, закрепленной на дополни- тельно.м ползуне 12 и перемещающейся под углом по отношению к направлению хода части 10 стержня, шарнирную часть 13 стержня, выполняющую поднутрения и установленную в ползуне 9 на оси 14 с возможностью поворота на некоторый угол с помощью упора г, взаимодействующего с пазом б части 10, выталкивающую плиту 15, ступенчатый клиновой замок 16, установленный в подвижной полуформе 1, взаимодействующий с ползунами 9 и 12.
Пресс-форма работает следующим образом.
Исходное положение: форма закрыта, подвижная 1 и неподвижная 2 полуформы с матрицами 7 и 8 и ползуном 9 находятся в сомкнутом положении, а ступенчатый замок 16 упирается в торцы ползунов 12 и 9.
Наклонная щтанга 11 фиксирует часть 10 стержня. В таком положении полость формы заполняется расплавом 17. После затвердевания расплава 17 и кристаллизации его форму раскрывают. При этом ступенчатый замок 16 освобождает ползун 12 (фиг. 3, 4 и 6), а наклонный клин 6 вытягивает его из ползуна 9, причем последний находится в исходно.м положении, так как упирается в уступ замка 16. Штанга 11, перемещаясь в окне в части 10, вытягивает часть 10 из отливки 17. Часть 10 в ходе движения упирается пазом б в упор г шарнирной части 13 стержня и поворачивает ее на
угол, обеспечиваюший беспрепятственное извлечение из отливки (фиг. 5 и 6). Замок 16 совместно с подвижной полуформой 1 отходит и освобождает ползун 9 (фиг. 7 и 8), а ползун 9 совместно со сложенным стержнем извлекается из отливки наклонным клином 6, при этом матрицы 7 и 8 придерживаются ограничителями 5 и находятся в со.мкну- том положении. Затем ограничители 5 отходят и освобождают матрицы 7 и 8, которые под действием наклонных клиньев 6 разводятся в стороны и полностью раскрываются. Под действием выталкивающей плиты 15, оснащенной выталкивателями, извлекают из полости формы отливку 17.
Закрытие пресс-формы осуществляется в обратном порядке. При смыкании полуформ
1 и 2 наклонные клинья 6 взаимодействуют с ползуном 12 и задвигают ее в ползун 9. Штанга 11, проходя в окне в, перемещает часть 10, которая впоследствии выходит из полости ползуна 9 и возвращает шарнирную
часть 13 в исходное положение. При дальнейшем ходе наклонного клина 6 ползун 9 совместно с собранным литейным стержнем из элементов частей а, 10 и 13 перемещаются до смыкания матриц 7 и 8, которые запирают- ся ограничителями 5 хода их, а элементы
механизма опережения работы литейного стержня, содержащего ползуны 12 и 9 запираются ступенчатым замком 16.
Наличие сборного литейного стержня, ступенчатого замкового механизма, обес- печивающего надежное запирание сборного стержня с ползуном, механизма опережения, обеспечивающего работу литейного стержня в закрытой фор.ме, позволяет отливать изделия, снабженные щаровыми поднутрениями, расположенными под любым углом к разъему и движению матриц и полуформ, позволяет изготавливать изделия со сложными поднутрениями и глухими полостями.
45
Формула изобретения
Пресс-форма для литья под давлением отливок с поднутрениями с разъемными матрицами, ползуном и стержнем, оформляющим поднутрение и подвижную полуформу
с наклонными клиньями, отличающаяся тем, что, с целью расширения номенклатуры отливок, стержень установлен под углом к направлению движения ползуна и состоит из трех частей, одна из которых жестко связана с ползуном, а другая имеет возможность перемещения внутри ползуна и выполнена с продольным глухи.м пазом, а третья шарнирно закреплена в ползуне и
имеет упор, расположенный в пазу подвижной части стержня, при этом пресс-форма снабжена дополнительным ползуном,встроенным в первый ползун с возможностью взаимодействия с наклонным клином, штан-
гой, закрепленной в дополнительном ползуне и связанной с подвижной частью стержня и ступенчатым клиновым замком ползунов, установленным в подвижной полуформе.
А.
-15
Фиг. I
Фиг.З
/ V
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для литья под давлением отливок с поднутрениями | 1988 |
|
SU1668023A1 |
| Пресс-форма для штамповки из жидкого металла отливок с поднутрениями | 1985 |
|
SU1321516A1 |
| Пресс-форма для литья под давлением деталей с внутренней сплошной резьбой | 1989 |
|
SU1692731A1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК С ПОДНУТРЕНИЯМИ ВО ВНУТРЕННЕЙ ПОЛОСТИ | 2006 |
|
RU2316410C1 |
| Пресс-форма для литья под давлением | 1978 |
|
SU772706A1 |
| Пресс-форма для литья под давлением отливок с поднутрениями | 1983 |
|
SU1098660A1 |
| Пресс-форма для литья под давлением | 1983 |
|
SU1121092A1 |
| Пресс-форма для литья под давлением | 1982 |
|
SU1068221A1 |
| Пресс-форма для изготовления моделей | 1978 |
|
SU787139A1 |
| Пресс-форма для литья под давлением | 1989 |
|
SU1696123A1 |
Изобретение относится к литейному производству, в частности к литью под давлением изделий с поднутрениями. Цель изобретения - расширение номенклатуры отливок за счет получения отливок с глухими полостя.ми, расположенными под углом к плоскости разъема формы. Пресс-форма содержит стержень, состоящий из тре.х частей, одна из которых неподвижно закреплена на ползуне 9, другая часть 10 установлена подвижно в ползуне 9. Часть 10 стержня перемещается щтангой, которая закреплена в дополнительном ползуне, перемещаемом наклонным клином 6, закрепленным в подвижной полуформе. При раскрытии формы сначала перемещается часть 10, зате.м при ходе ее на длину паза, пос.тедннй воздействует на упор части 13 и поворачивает ее вокруг оси. Часть 13 выходит из поднутрения. Затем перемещается ползун 9 и извлекает из отливки все части стержня. Последовательность перемещения ползунов обеспечивается ступенчатым клиновым замком. 8 ил. «г О 00 оо О: «д.
ФигЛ
Б-Б
12
- Фиг.б
Б-Б
Фиг. 8
| Пресс-форма для литья по выплавляемым моделям | 1982 |
|
SU1057166A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Пресс-форма для литья по выплавляемым моделям | 1984 |
|
SU1215839A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
