(5) УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ПОЛИМЕРНЫХ ПОКРЫТИЙ НА ДЛИННОМЕРНЫЕ ИЗДЕЛИЯ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ нанесения полимерного порошкового покрытия и устройство для его осуществления | 1980 |
|
SU887028A1 |
| Способ зарядки частиц порошков полимеров в коронном разряде и устройство для его осуществления | 1980 |
|
SU930806A1 |
| Установка для нанесения полимерных порошковых покрытий на токопроводящие изделия | 1983 |
|
SU1123743A1 |
| Устройство для нанесения покрытия на внутреннюю поверхность труб | 1980 |
|
SU942807A1 |
| Установка для нанесения покрытий на изделия | 1977 |
|
SU703154A1 |
| Пневмовинтовой питатель для подачи порошковых материалов | 1980 |
|
SU880920A1 |
| Состав для борирования стальных изделий | 1988 |
|
SU1571102A1 |
| Способ химико-термической обработки стальных изделий | 1989 |
|
SU1659527A1 |
| Способ изготовления металлического трубопровода с защитным полимерным покрытием | 1986 |
|
SU1386784A1 |
| Экструзионная головка | 1984 |
|
SU1356006A1 |
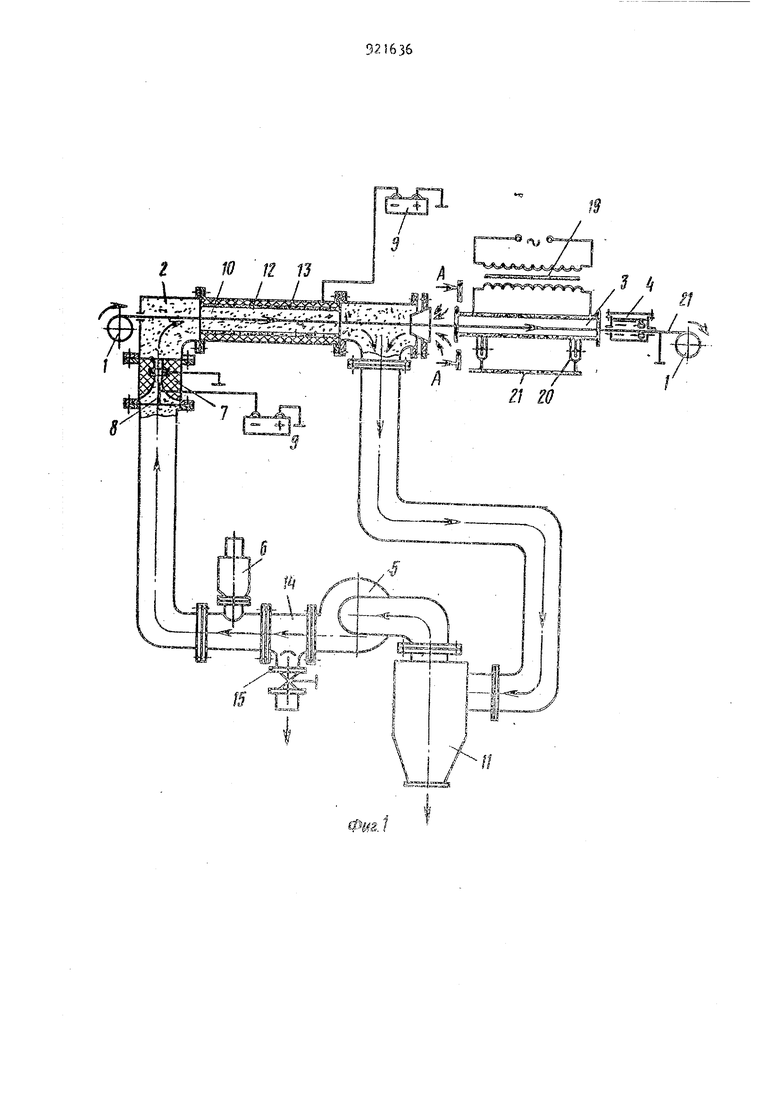
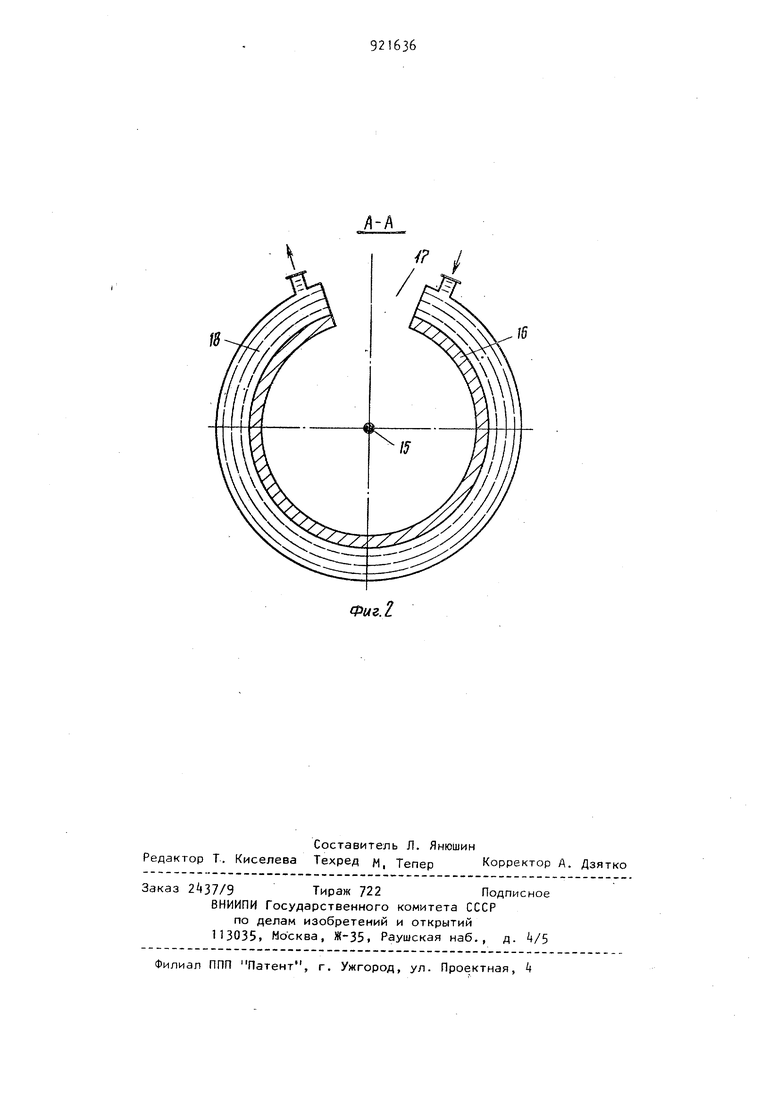
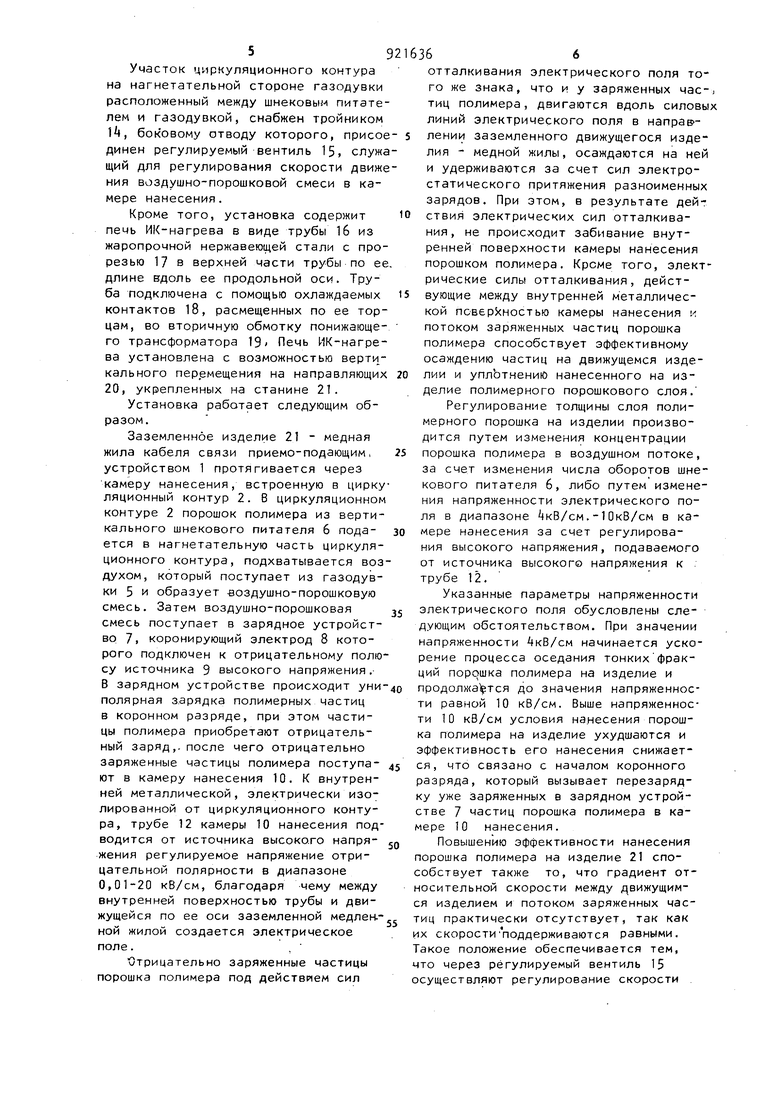
Изобретение относится к технике нанесения полимерных покрытий в элект ростатическом поле на длинномерные изделия и может найти применение для нанесения покрытия на токопроводящие жилы кабелей связи. Известна установка для нанесения полимерного порошкового покрытия на длинномерные изделия, содержащая при емо-подающее устройство, устройство для нане.сения на изделие порошка полимера, выполненное в виде вертикальной камеры, с встроенными в нее распылителями порошка, в которых установлены зарядные устройства - высо ковольтные электроды, подключенные к источнику высокого напряжения. Сие тема подачи порошка полимера включает в себя шнековый питатель с камеро взвихрения, соединительные трубопроводы и газодувку. Кроме того, установка включает устройство для термимеского формирования порошкового полимерного покрытия п Однако известная установка не позволя ет эффективно наносить порошок полимера на движущееся изделие в виду значительной потери пороюка в камере нанесения, а также из-за образования значительного градиента относительной скорости между движущимся изделием и потоком заряженных частиц. Кроме тогоf запуск установки сложен и трудоемок из-за того, что ввод изделий в устройство термического фор мирования, выполненное в виде печи ИК-нагрева, осуществляют вручную, протягивая изделие сквозь устройство с торцов. Следует отметить также,что при работе подобных установок возможны обрывы движущейся- с большой скоростью жилы кабеля, в результате чего возникает необходимость в частых пусках-остановах установки. Непроизводительные потери времени достигает значительных величин (порядка нескольких часов на один пусктостанов) ,, что снижает производительность устат новки. Наиболее близкой по технической сущности и достигаемому результату к изобретению является установка для нанесения полимерных покрытий на длинномерные изделия, содержащая приеио-подающее устройство, циркуляционный контур, включающий соединенные воздуховодами газодувку питатель, камеру нанесения и зарядный узел с коронирующим электродом, источник высокого напряжения и печь ИК-нагрева zJ . Недостатками известной установки являются малая эффективность нанесения порошка полимера на движуи4ееся изделие. Это обстоятельство связано с образованием в камере нанесения ци куляционного контура значительного градиента относительной скорости меж ду воздушно-порошковой смесью и движущимся ему навстречу изделием. Мелкие фракции порошка быстрее оседают на изделие, чем крупные, которые остаются в циркуляционном контуре и накапливаются в нем.. При этом средни диаметр частиц порошка полимера растет со временем работы устаноЕжи,изза этого изменяются условия на-; несения порошка на изделие, что снижает эффективность процесса нанесения и отрицательно сказывается на ка честве получаемого полимерного покры тия. Требуется периодическая останов ка и очистка установки от крупных частиц, что снижает ее производитель ность. Кроме того, печь ИК-нагрева не позволяет осуществить ввод (вывод) изделия в нее, без отключения от источника тока, что приводит к нарушению режима термического формирования покрытия и потерям времени. Цель изобретения - повышение эф({ективностм процесса нанесения порош ка полимера. Поставленная цель достигается тер что в установке для нанесения полимерных покрытий на длинномерные изде ЛИЯ, содержащей приемо-подающее уст ройство, циркуляционный контур,вклю чающий соединенные воздуховодами газодувку, питатель, камеру нанесения и зарядный узел с коронирующим элек родом, источник высокого напряжений и печь ИК-нагрева, камера нанесения выполнена в виде горизонтально расположенной металлической грубы,электроизолированной от смежных элементов циркуляционного контура и соединенной с полюсом источника высокого напряжения, к которому подключен коронирующий электрод, при этом вход камеры нанесения,соединен с выходным патрубком зарядного узла, а на выходе камера соединена трубопроводом с циклоном, которым снабжена установка,выходной патрубок которого связан с газодувкой, причем на нагнетательной линии циркуляционного контура,расположенной между газодувкой и питателем, установлен тройник, боковой отвод которого снабжен вентилем для регулирования скорости движения воздушно-порошковой смеси в камере нанесения . Для снижения затрат времени на пуско-наладочные работы печь ИК-нагрева выполнена с прорезью в верхней части для ввода изделия и установлена на опорах с возможностью вертикального перемещения, причем на торцах печи, установлены контакты для подключения во вторичную обмотку понижающего трансформатора, На фиг, i показана схема установки; на фиг. 2 - разрез А-А на фиг. 1. Установка (фиг, 1) содержит приемо-подающее устройство 1 для орга-НИ38ЦЦ.И движения изделия (медной жилы кабеля связи), циркуляционный кон тур 2, печь ИК-нагрева 3, устройство для охлаждения изделия, выполненное в виде ванны Ц. -Циркуляционный контур включает газодувку 5. шнековый питатель 6, зарядное устройство 7 с коронирующим электродом 8, подключенное к источнику 9 высокого напряжения, камеру 10 нанесения и циклон 11. Камера нанесения порошка полимера на изделие выполнена электрически изолированной от циркуляционного контура, в виде двухслойной горизонтальной трубы с внутренней металлической трубой 12, помещенной в наружной трубе f;.; выполненной из полиэтилена. Присоединительные электроизолирующие фланцы на наружной трубе выполнены из текстолита и установлены на резьбе. Внутренняя, электрически изолированная от циркуляционного контура, металлическая труба подключена к полюсу регулируемого источника высокого напряжения, к которому подключен коронирующий электрод 8.
Участок циркуляционного контура на нагнетательной стороне газодувки расположенный между шнековым питателем и газодувкой, снабжен тройником И, боковому отводу которого, присое динен регулируемый вентиль 15, служащий для регулирования скорости движения воздушно-порошковой смеси в камере нанесения.
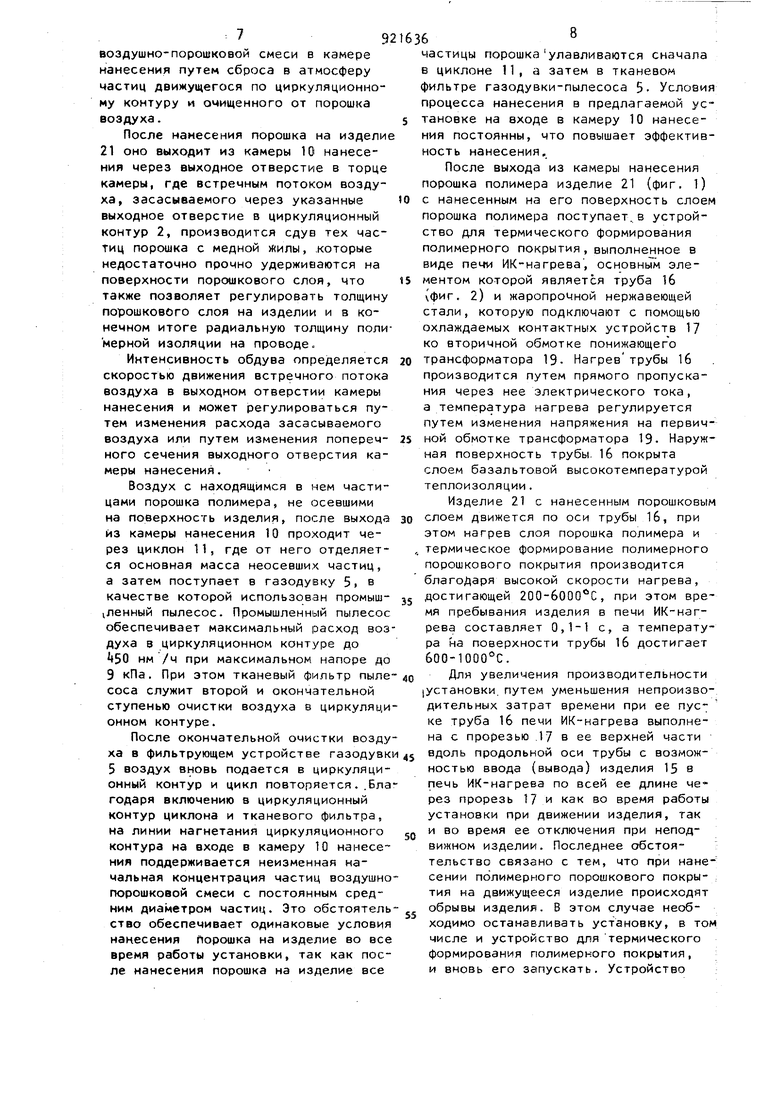
Кроме того, установка содержит печь ИК-нагрева в виде трубы 16 из жаропрочной нержавеюсцей стали с прорезью 17 в верхней части трубы по ее длине вдоль ее продольной оси. Труба подключена с помощью охлаждаемых контактов 18, расмещенных по ее торцам, во вторичную обмотку понижающего трансформатора 19/ Печь ИК-нагрева установлена с возможностью верти кального перемещения на направляющих 20, укрепленных на станине 21.
Установка работает следующим образом.
Заземленное изделие 21 - медная жила кабеля связи приемо-подающим, устройством 1 протягивается через камеру нанесения, встроенную в циркуляционный контур 2. В циркуляционном контуре 2 порошок полимера из вертикального шнекового питателя 6 подается в нагнетательную часть циркуляционного контура, подхватывается воздухом, который поступает из газодувки 5 и образует -воздушно-порошковую смесь. Затем воздушно-порошковая смесь поступает в зарядное устройство 7, коронирующий электрод 8 которого подключен к отрицательному полюсу источника 9 высокого напряжения .В зарядном устройстве происходит униполярная з.арядка полимерных частиц в коронном разряде, при этом частицы полимера приобретают отрицательный заряд,, после чего отрицательно заряженные частицы полимера поступают в камеру нанесения 10. К внутренней металлической, электрически изолированной от циркуляционного контура, трубе 12 камеры 10 нанесения подводится от источника высокого напряжения регулируемое напряжение отрицательной полярности в диапазоне 0,01-20 кВ/см, благодаря чему между внутренней поверхностью трубы и движущейся по ее оси заземленной медлен.ной жилой создается электрическое поле.,
Отрицательно заряженные частицы порошка полимера под действием сил
отталкивания электрического поля того же знака, что и у заряженных час тиц полимера, двигаются вдоль силов линий электрического поля в направ лении заземленного движущегося изделия - медной жилы, осаждаются на не и удерживаются за счет сил электростатического притяжения разноименных зарядов. При этом, в результате действия электрических сил отталкивания, не происходит забивание внутренней поверхности камеры нанесения порошком полимера. Кроме того, электрические силы отталкивания, действующие между внутренней металлической поверхностью камеры нанесения и потоком заряженных частиц порошка полимера способствует эффективному осаждению частиц на движущемся изделии и уплЬтнениЮ нанесенного на изделие полимерного порошкового слоя. Регулирование толщины слоя полимерного порошка на изделии производится путем изменения концентрации порошка полимера в воздушном потоке, за счет изменения числа оборотов шнекового питателя 6, либо путем изменения напряженности электрического поля в диапазоне IKB/CM.-1 ОкВ/см в камере нанесения за счет регулирования высокого напряжения, подаваемого от источника высокого напряжения к трубе 12,
Указанные параметры напряженности электрического поля обусловлены следующим обстоятельством. При значении напряженности кВ/см начинается ускорение процесса оседания тонких фракций порошка полимера на изделие и продолжа)ртся до значения напряженности равной 10 кВ/см. Выше напряженности 10 кВ/см условия на.несения порошка полимера на изделие ухудшаются и эффективность его нанесения снижается, что связано с началом коронного разряда, который вызывает перезарядку уже заряженных в зарядном устройстве 7 частиц порошка полимера в камере 10 нанесения.
Повышению эффективности нанесения порошка полимера на изделие 21 способствует также то, что градиент относительной скорости между движущимся изделием и потоком заряженных частиц практически отсутствует, так как их скоростиподдерживаются равными. Такое положение обеспечивается тем, что через регулируемый вентиль 15 осуществляют регулирование скорости воздушно-порошковой смеси в камере нанесения путем сброса в атмосферу частиц движущегося по циркуляционному контуру и очищенного от порошка воздуха. После нанесения порошка на изделие 21 оно выходит из камеры 10 нанесения через выходное отверстие в торце камеры, где встречным потоком воздуха, засасываемого через указанные выходное отверстие в циркуляционный контур 2, производится сдув тех частиц порошка с медной жилы, которые недостаточно прочно удерживаются на поверхности порошкового слоя, что также позволяет регулировать толщину порошкового слоя на изделии и в конечном итоге радиальную толщину поли мерной изоляции на проводе. Интенсивность обдува определяется скоростью движения встречного потока воздуха в выходном отверстии камеры нанесения и может регулироваться путем изменения расхода засасываемого воздуха или путем изменения поперечного сечения выходного отверстия камеры нанесения. Воздух с находящимся в нем частицами порошка полимера, не осевшими на поверхность изделия, после выхода из камеры нанесения 10 проходит через циклон 11, где от него отделяется основная масса неосевших частиц, а затем поступает в газодувку 5. в качестве которой использован промыш1ленный пылесос. Промышленный пылесос обеспечивает максимальный расход воз духа в циркуляционном контуре до SO нм /ч при максимальном напоре до 9 кПа. При этом тканевый фильтр пыле coca служит второй и окончательной ступенью очистки воздуха в циркуляци онном контуре. После окончательной очистки аозду ха в фильтрующем устройстве газодувк 5 воздух вновь подается в циркуляционный контур и цикл повторяется. .Бла годаря включению в циркуляционный контур циклона и тканевого фильтра, на линии нагнетания циркуляционного контура на входе в камеру 10 нанесения поддерживается неизменная начальная концентрация частиц воздушно порошковой смеси с постоянным средним диаметром частиц. Это обстоятель ство обеспечивает одинаковые условия нанесения Порошка на изделие во все время работы установки, так как после нанесения порошка на изделие все частицы порошкаулавливаются сначала в циклоне 11, а затем в тканевом ильтре газодувки-пылесоса 5. Условия процесса нанесения в предлагаемой установке на входе в камеру 10 нанесения постоянны, что повышает эффективность нанесения. После выхода из камеры нанесения порошка полимера изделие 21 (фиг, 1) с нанесенным на его поверхность слоем порошка полимера поступает.в устройство для термического формирования полимерного покрытия, выполненное в виде печи ИК-нагрева, основным элементом которой является труба 16 (фиг. 2) и жаропрочной нержавеющей стали, которую подключают с помощью охлаждаемых контактных устройств 17 ко вторичной обмотке понижающего трансформатора 19- Нагревтрубы 16 производится путем прямого пропускания через нее электрического тока, а температура нагрева регулируется путем изменения напряжения на первичной обмотке трансформатора 19. Наружная поверхность трубы. 16 покрыта слоем базальтовой высокотемпературой теплоизоляции. Изделие 21 с нанесенным порошковым слоем движется по оси трубы 16, при этом нагрев слоя порошка полимера и термическое формирование полимерного порошкового покрытия производится благодаря высокой скорости нагрева, достигающей 200-бООО С, при этом время пребывания изделия в печи ИК-нагрева составляет 0,1-1 с, а температура на поверхности трубы 16 достигает 600-1000°С. Для увеличения производительности |установки. путем уменьшения непроизводительных затрат времени при ее пуске труба 16 печи ИК-нагрева выполнена с прорезью .17 в ее верхней части вдоль продольной оси трубы с возможностью ввода (вывода) изделия 15 в печь ИК-нагрева по всей ее длине через прорезь 17 и как во время работы установки при движении изделия, так и во время ее отключения при неподвижном изделии. Последнее обстоятельство связано с тем, что при нанесении полимерного порошкового покрытия на движущееся изделие происходят обрывы изделия. В этом случае необходимо останавливать установку, в том числе и устройство для термического формирования полимерного покрытия, и вновь его запускать. Устройство 99 термического формирования является наиболее инерционным элементом установки и требует для выхода на режим термического формирования в зависимости от скорости движения изделия 1-2,5 ч. После; выхода из печи ИК-нагрева изделие 21 с нанесенным на него полимерным порошковым покрытием проходит охлаждающую ванну 4 и ,поступает на приемную катушку приемо-подающе-го устройства 1. Применение установки позволяет уменьшить затраты времени на пусконаладочные работы позволяет наладить и пустить установку в работу не нару шая целостность изделия, осуществляя ввод (вывод) изделия 21 в трубу 16 печи-ИК-нагрева через прорезь 17 путем вертикального перемещения печи ИК-нагрела относительно изделия 21. Предлагаемая установка может найти применение ке только для нанесени полимерных порошковых покрытий на провода и жилы кабелей связи, но так же для нанесения покрытий на длинномерные изделия другой формы и назначения, например оптические волноводы, профильный прокат и т.п., в непрерывном цикле, способствующим высо кой производительности установки. Формула изобретения 1. Установка для нанесения полиме ных покрытий на длинномерные изделия содержащая приемно-подающее устройст во, циркуляционный контур, включающий соединенные воздуховодами газоду ку, питатель, камеру нанесения и зарядный узел с коронирующим электродом, источник высокого напряжения и печь ИК-нагрева, отличающая с я тем, что, с целью повышения эф10фективности процесса нанесения порошка полимера, камера нанесения выполнена в виде горизонтально расположенной металлической трубы, электроизолированной от смежных элементов циркуляционного контура и соединенной с полюсом источника высокого напряжения , к которому подключен коронирующий электрод, при этом вход камеры нанесения соединен с выходным патрубком загрузочного узла, а на выходе камера соединена трубопроводом с циклоном, которым снабжена уст тановка, выходной .патрубок которого связан с газодувкой, причем на нагнетательной Линии циркуляционного контура, расположенной между газодувкой и питателем, установлен тройник, боковой отвод которого снабжен вентилем для регулирования скорости движения воздушно-порошковой смеси в камере нанесения. 2. Установка по п. 1, о т л и чающаяся тем, что, с целью снижения затрат времени на пуско-наладочные работы, печь ИК-нагрева выполнена с прорезью в верхней части для ввода изделия и установлена на опорах с возможностью вертикального перемещения, причем на торцах печи установлены контакты для подключения во вторичную обмотку.понижающего трансформатора. Источники информации, принятые во внимание при экспертизе 1. Капанадзе А.А. Применение порошкового пентапласта для покрытия изделий электротехнической промышленности, - Сб. научн. трудов Свойства, переработка, применение пентапласта НПО Пластполимер, Ленинград, НИИТЭХИМ,, 1975, с. 36. 2.- Патент Японии № 42-38 5, кл. 60 В 111, опублик. 19б7 (прото гип).
15
Фиг. 2
