Изобретение относится к области композиционных материалов на основе гибридных связующих горячего формования, преимущественно пултрузионным методом. Изобретение может быть использовано в строительной, авиационной, автомобильной, аэрокосмической, железнодорожной и других отраслях промышленности.
Проблема создания новых композиционных материалов на основе гибридных связующих горячего формования является чрезвычайно актуальной, так как технология изготовления (преимущественно методом пултрузии) длинномерных профильных изделий из армированных пластиков для строительства и мостостроения и других отраслей хозяйствования выдвигает особые требования к полимерньм материалам, используемым в непрерывном процессе вытяжки. Для этих целей в отечественной и зарубежной практике в качестве основы связующего широко используется эпоксивинилэфирная смола (ЭВС), отверждаемая по радикальному механизму под действием перекисных инициаторов. ЭВС является крупнотоннажным, сравнительно недорогим продуктом, обладающим такими достоинствами, как высокая химическая и гидролитическая стойкость.
Известны композиционные материалы, получаемые пултрузионным методом (композиционные пултрудаты), на основе гибридных связующих, включающие наполнитель (как правило армирующий и(или) дисперсный), эпоксивинилэфирную смолу (ЭВС) с перекисным инициатором отверждения в качестве основы связующего и модификатор связующего (1. Standarts for pultruded composite structural profiles. EPTA, Holland, 1994; 2. Справочник по композиционным материалам. М.: Машиностроение, 1988; 3. Р. Dijkink. The Influence of Resin Type on the Properties of Carbon Fibre Reinforced Pultrudates. 5-th World Pultrusion Conference, Berlin, 2000. Conference Proceedings EPTA. P.I; 4. Ю.Г. Кленин, Т.Г. Сорина. Винилэфирные смолы в пултрузионной технологии. Материалы 3-ей Международной конференции “Теория и практика изделий из композиционных материалов и новых металлических сплавов”. Москва, 2003. С.80). Общими существенными признаками, совпадающими с предлагаемым техническим решением, являются следующие - композиционный материал на основе гибридного связующего горячего отверждения включает наполнитель, эпоксивинилэфирную смолу (ЭВС) с перекисным инициатором отверждения в качестве основы связующего, а также модификатор.
Недостатком известных композиций является малая жизнеспособность, значительные усадки, характерные для виниловых мономеров, и связанная с ними склонность к трещинообразованию как основному каналу диссипации внутренних напряжений, невысокая адгезия связующих к стекловолокну и в силу этого невысокие механические характеристики (особенно при сжатии и сдвиге).
Наиболее близким по технической сущности к заявляемому изобретению, выбранным за прототип, является композиционный материал на основе гибридного связующего, включающий армирующий стеклонаполнитель и эпоксивинилэфирную смолу, при этом в качестве модификатора связующего использован малеинизированный полибутадиеновый каучук (5. Т.Г.Сорина, Д.К.Поляков, А.П.Коробко, Т.В.Пенская. Винилэфирные смолы для пултрузионной технологии. Электротехника. 2002. №4. С.49). Общими существенными признаками, совпадающими с предлагаемым техническим решением, как и у других аналогов, являются следующие - композиционный материал на основе гибридного связующего горячего отверждения включает наполнитель, эпоксивинилэфирную смолу (ЭВС) с перекисным инициатором отверждения в качестве основы связующего, а также модификатор. Однако, в отличие от других аналогов, использование малеинизированного полибутадиенового каучука в качестве модификатора позволяет повысить стойкость к трещинообразованию.
Недостатками композиции по прототипу являются малая жизнеспособность связующего, высокая вязкость, обусловленная наличием малеинизированного каучука, невысокие механические свойства композиционного материала и большое влагопоглощение. Малая жизнеспособность определяется чрезвычайно высокой реакционной способностью двойных связей ЭВС, отверждаемой по радикальному механизму под действием перекисного инициатора wpew-бутилпербензоата (ТБПБ). Кроме того, система подвержена быстрому физическому старению, проявляющемуся в расслоении компонентов на отдельные фазы. Невысокие механические характеристики материала связаны с невысокой адгезией связующего к стекловолокну. Повышенное влагопоглощение связано с наличием межфазных границ матрица - модификатор (пористость).
Технической задачей, на решение которой направлено предлагаемое изобретение, является улучшение технологических характеристик композиции (повышение жизнеспособности и смачивающей способности, снижение вязкости связующего, повышение скорости протяжки) и улучшение механических характеристик композиционного материала при сохранении и даже некотором повышении уровня его физико-химических свойств (в частности, теплостойкости, химической и гидролитической стойкости).
Для решения данной технической задачи композиционный материал на основе гибридного связующего горячего отверждения, включающий наполнитель, эпоксивинилэфирную смолу (ЭВС) с перекисным инициатором отверждения в качестве основы связующего и модификатор, в качестве модификатора для связующего содержит, по крайней мере, одну эпоксидную смолу с ангидридным отвердителем и имидазольным катализатором отверждения, при этом на 100 мас.ч. эпоксивинилэфирной смолы берут 70-110 мас.ч. эпоксидной смолы с ангидридным отвердителем при их соотношении в смеси от 100:75 до 100:100, а также 0.4-0.9 мас.ч. имидазольного катализатора.
Следует отметить, что использование других катализаторов отверждения эпоксидных смол (например, диметилдодециламина) в составе модификатора не даёт положительного результата.
Отличительными признаками предлагаемого технического решения, которые совместно с совпадающими существенными признаками прототипа, являются:
применение в качестве модификатора для связующего смеси, по крайней мере, одной эпоксидной смолы с ангидридным отвердителем и имидазольным катализатором отверждения, при этом на 100 мас.ч. эпоксивинилэфирной смолы берут 70-110 мас.ч. эпоксидной смолы с ангидридным отвердителем при их соотношении в смеси от 100:75 до 100:100, а также 0.4-0.9 мас.ч. имидазольного катализатора.
Указанное различие заявляемого композиционного материала и по прототипу позволяет реализовать следующие преимущества заявляемого композиционного материала по сравнению с материалом по прототипу:
1. Применение модификатора с пониженной вязкостью и высокой смачивающей способностью приводит к лучшему импрегнированию армирующего волокна, повышению плотности (уменьшению пористости) композиционного материала и уменьшению влагопоглощения.
2. По этой же причине улучшается адгезия связующего к армирующему волокну, что оказывает благоприятное влияние на механические свойства композитов.
3. Использование модификатора, реакция взаимодействия компонентов которого протекает с высокой энергией активации (то есть с очень низкой скоростью при комнатной температуре) позволяет увеличить живучесть связующего до 5-6 суток (т.е. в 2-2.5 раза).
4. Исследование процесса отверждения предлагаемого связующего в динамическом режиме методом дифференциальной сканирующей калориметрии (ДСК) со скоростью нагрева 10 К/мин показывает его сложный характер. Теплота реакции образования полимера имеет вид несимметричной кривой, которая представляет сумму теплот двух экзотермических реакций с максимумами при температурах 143 и 163°С. Первый из них относится к преимущественной реакции полимеризации ЭВС, второй - к отверждению эпоксидной смолы. Это означает, что отверждение смеси двух смол (базовой и модификатора) приводит к образованию двухфазного продукта, представляющего собой систему с морфологией взаимопроникающих сеток (ВПС), то есть систему механически переплетённых цепей разной химической природы. Двухфазное связующее с морфологией ВПС обеспечивает более высокие механические характеристики композита, особенно показатель прочности при межслоевом сдвиге. На последний можно оказывать дополнительное влияние подбором соответствующих аппретов для армирующих волокон.
5. Эпоксидная каркасная фаза обеспечивает протекторный эффект по отношению к гидролитически неустойчивым сложноэфирным группам, что является дополнительным фактором повышения гидролитической стойкости предлагаемого гибридного связующего.
6. Использование эпоксидного модификатора вместо известного позволяет в 2-2.5 раза увеличить скорость формования изделий в пултрузионном процессе (т.е. увеличить скорость протяжки) и тем самым увеличить производительность процесса.
В заявляемом композиционном материале кроме широко распространённой эпоксидиановой смолы ЭД-20 в качестве одного из компонентов модификатора могут использоваться другие эпоксидиановые смолы или смеси ЭД-20 с другими эпоксидиановыми смолами (например, с ЭД-24 или ЭД-16) или с галогенсодержащими эпоксидиановыми смолами (например, УП-631), а также с эпоксидными смолами другой химической природы, в том числе с имеющими более двух эпоксидных групп в одной молекуле. К таким эпоксидным смолам относятся, например, лапроксиды (би- и трифункциональные); трифункциональные эпоксисмолы - триглицидиловый эфир циануровой кислоты (смола ЭЦ), триглицидиловые эфиры алкилсиланов, продукты конденсации эпихлоргидрина с трифенолом (смола ЭТФ) или с n-аминофенолом (смола УП-610); циклоалифатические смолы, например, УП-650Т; полифункциональные смолы - эпоксидированные фенолоальдегидные (ЭФА, с 2-5 эпоксигруппами в одной молекуле), эпоксиноволачные смолы (например, ЭН-6, УП-642, УП-643). Использование смесей эпоксидных смол позволяет регулировать как начальную вязкость композиции, так и свойства (такие, как тепло-, термо-, атмосферостойкость) конечных продуктов.
В качестве отвердителя модификатора наряду с наиболее часто используемым изометилтетрагидрофталевым ангидридом (изо-МТГФА) могут быть также использованы и другие ангидриды и полиангидриды, например, фталевый (ФА), гексагидрофталевый (ГГФА), метилгексагидрофталевый (МГГФА), малеиновый (МА), полималеиновый (ПМА) ангидрид с n=3-10, а также их смеси. Использование разных ангидридов или их смесей позволяет варьировать свойства жидких и отверждённых композиций.
В качестве катализаторов отверждения модификатора выбраны имидазол (ИМ) и его производные 2-этил-4-метилимидазол (ЭМИМ) и 1-метилимидазол (МИМ).
Связующее заявляемого композиционного материала может быть использовано для изготовления композиционных изделий не только методом пултрузии, но и любым известным методом формования: литьем, заливкой, пропиткой под давлением, намоткой. Из перечисленных методов пултрузионный является наиболее производительным, поскольку формование и отверждение в нём объединены фактически в одну стадию.
Композиционными материалами по предлагаемому изобретению могут быть как армированные пластики (стекло-, угле-, базальтопластики), так и дисперсно-наполненные пластики или их комбинация. В первом случае в качестве наполнителей используют непрерывные нити (стеклоровинг, стекложгуты, стеклоленты, углеродные, базальтовые волокна). Во втором случае - порошки или короткие волокна различной химической природы. Среди порошкообразных наполнителей особое место занимают порошкообразные антипирены, например тригидрат алюминия, придающие изделиям стойкость к воздействию пламени.
Таким образом, анализ уровня техники позволяет сделать вывод о том, что предлагаемый композиционный материал соответствует критерию “новизна” и обладает существенными признаками, позволяющими признать заявляемое решение соответствующим критерию “изобретательский уровень”.
Предлагаемое техническое решение может быть использовано во всех отраслях, где применяются композиционные материалы, например, в строительной, авиационной, автомобильной, аэрокосмической, железнодорожной и т.д., а значит соответствует критерию “промышленно применимо”.
Сущность изобретения может быть проиллюстрирована конкретньми примерами выполнения.
Для подтверждения предполагаемых свойств нового композиционного материала свойства жидких и отверждённых композиций характеризовали с помощью стандартных или общепринятых методик. Конверсию эпоксидных групп определяли методом ИК спектроскопии по полосам поглощения при 4520 и 920 см-1. Конверсию ненасыщенных групп - по полосе 1632 см-1. Вязкость свежеприготовленного связующего определяли по стандарту ТМ 2013 при 23°С в мПа·с. Жизнеспособность связующего определяли как время, прошедшее с момента приготовления связующего до момента, когда, после хранения при 25°С, условная вязкость связующего, определяемая вискозиметром ВЗ-1 (ГОСТ 8420-57) достигнет 170 секунд при 25°С. Стандарт AITM 3-0008 использован для определения времени гелеобразования, температуры (Тпик) и времени (τпик) появления экзотермического пика (по кривой гель-тестирования навески образца). Прочность при одноосном растяжении, изгибе и сжатии, а также модуль при изгибе определяли в соответствии со стандартом ISO 178, прочность при межслоевом сдвиге - по стандарту ISO 14130 с помощью универсальной испытательной машины фирмы Инстрон (модель 6022), Теплостойкость характеризовали температурой стеклования (ТС) в соответствии с AITM 1-0003. Влагопоглощение измеряли по увеличению массы образца в воде за 24 часа при 25°С (ГОСТ 4650-65).
Примеры 1-29 иллюстрируют возможность получения гибридного связующего для пултрузионного формования армированных композитов.
Примеры 30-32 демонстрируют возможность использования наряду с ЭД-20 других эпоксидных смол и их смесей в сочетании с другими отвердителями и катализаторами.
Примеры 33-38 показывают нецелесообразность или невозможность получения гибридных связующих с компонентньм составом, находящимся за пределами заявляемых интервалов компонентов.
Примеры 39-46 иллюстрируют возможности получения стеклопластиков пултрузионньм методом при использовании связующих по примерам 4, 6, 10, 15, 20, 24, 26,30.
Примеры 47-49 иллюстрируют возможность получения композиционных материалов пултрузионньм методом, армированных различными непрерывными волокнами.
Примеры 1-29 иллюстрируют возможность получения гибридного связующего для пултрузионного формования армированных композитов. В качестве модификатора использована трёхкомпонентная смесь эпоксидиановой смолы ЭД-20, отвердителя - изо-МТГФА и катализатора - ЭМИМ.
Связующее готовят последовательным прибавлением при перемешивании к 100 мас.ч. ЭВС 1 мас.ч. ТБПБ и рассчитанного количества трёхкомпонентного модификатора. Модификатор приготавливают последовательным добавлением к предварительно нагретой до 40-50°С ЭД-20 при интенсивном перемешивании отвердителя изо-МТГФА и катализатора ЭМИМ. В подготовленное таким образом связующее при интенсивном перемешивании вводят технологические добавки: 3.8 мас. % стеарата цинка и 0.28 мас.% BYK А-555 (проценты добавок берут от общей массы связующего). Состав компонентов модификатора и их соотношение приведены в табл. 1.
Неотверждённые композиции длительное время сохраняют свойства, позволяющие использовать их в качестве связующих для получения армированных пластиков: жизнеспособность при комнатной температуре составляет от 2-2.5 суток (при 0.9 мас.ч. катализатора) до 4-5 и более суток (при 0.4 мас.ч. катализатора).
Полученные в примерах 1-29 композиции отверждают в течение 4 минут при 140°С (условия, моделирующие отверждение в фильере пултрузионной установки) и затем 90 минут при 170°С (условия термообработки вне фильеры). Конверсия эпоксидных групп отверждённых композиций составляет 98-100 %, конверсия двойных связей - 96-98 %.
Свойства неотверждённых связующих приведены в табл. 2. В этой же таблице приведён также важнейший технологический параметр - скорость протяжки.
* Связующее в кювете при гель-тестировании находится при начальной температуре 140°С, соответствующей температуре на входе в фильеру пултрузионной установки.
** Для сравнения: связующее на ЭВС без модификатора позволяет осуществлять процесс формования со скоростью протяжки 1.5 м/мин, а чисто эпоксидное связующее - со скоростью 0.1-0.2 м/мин.
Примеры 30-32 демонстрируют возможность использования наряду с ЭД-20 других эпоксидных смол и их смесей в сочетании с другими отвердителями и катализаторами. Композиции получают по аналогии с примерами 1-29. Состав модификатора приведен в табл. 3.
(48.6+41.4)
Неотверждённые композиции так же, как и в примерах 1 -29, сохраняют живучесть в течение не менее 3 суток. Отверждение композиций осуществляют по аналогии с примерами 1-29. Конверсия эпоксидных групп отверждённых композиций составляет 97-100 %, двойных связей - 96-98 %. Свойства неотверждённых связующих приведены в табл.2.
Примеры 33-38 показывают нецелесообразность или невозможность получения гибридных связующих с компонентным составом, находящимся за пределами заявляемых интервалов компонентов. Связующие получают по аналогии с примерами 1-29. Состав компонентов модификатора и их соотношение приведены в табл. 4.
Отверждение композиций осуществляют по аналогии с примерами 1-29.
Отверждённое связующее по примеру 33 обладает свойствами, аналогичными свойствам отверждённой не модифицированной смолы ЭВС, то есть повышенной склонностью к трещинообразованию. Связующее по примеру 34 представляет собой, по существу, эпоксидное связующее, модифицированное эпоксивинилэфирной смолой (т.е. содержит более 50 % модификатора). Кроме того, системы с повышенным содержанием эпоксидного компонента проявляют пониженную химическую стойкость к щелочным средам и не обеспечивают высокой скорости протяжки. (При 120 мас.ч. эпоксидного модификатора на 100 мас.ч. ЭВС в композиции скорость протяжки составляет только 0.50 м/мин). Связующие по примерам 35 и 37 имеют низкую конверсию эпоксигрупп, по примеру 36 - повышенную пористость, по примеру 38 - пониженную живучесть.
Для сопоставления свойств известного гибридного связующего и по предлагаемому изобретению в табл. 2 приведены характеристики связующего по прототипу (смола ЭВС-9133 с 10 % малеинизированного полибутадиенового каучука). Сопоставление их свойств показывает, что предлагаемое гибридное связующее (примеры 1-29) обладает преимуществами по сравнению с известным по таким важным показателям, как вязкость и реакционная способность, что позволяет использовать его в качестве связующего при пултрузионном формовании изделий. (Оптимальное время гелеобразования составляет 115-125 с, Тпик и τпик - 230-240°С и 145-145 с, соответственно).
Примеры 39-46 иллюстрируют возможности получения стеклопластиков пултрузионным методом при использовании связующих по примерам 4, 6, 10, 15, 20, 24, 26, 30. Физико-механические свойства пултрузионных стеклопластиков приведены в табл. 5. (Состав наполнителя: стеклолента + ровинг - 55 мас.%, Аl(ОН)3 - 40 мас.ч.).
Таблица наглядно показывает, что предлагаемый композиционный материал обладает лучшими механическими свойствами и меньшим водопоглощением по сравнению с известным. Предлагаемый композиционный материал имеет некоторое преимущество и по теплостойкости.
Гибридное связующее по предлагаемому изобретению совместимо и с другими обычно используемыми армирующими наполнителями, пластификаторами, антипиренами и технологическими добавками.
Примеры 47-49 иллюстрируют возможность получения композиционных материалов пултрузионным методом, армированных различными непрерывными волокнами. Для получения композитов взято связующее по примеру 15. Механические свойства полученных композитов приведены в табл. 6.
Из таблицы видно, что модифицированное связующее по предлагаемому изобретению обеспечивает существенное улучшение механических характеристик армированных пластиков (особенно прочности при сжатии и сдвиге) с тремя типами армирующих волокон.
В табл. 7 приведены сравнительные данные о гидролитической и химической стойкости композиционного образца по прототипу и образца по предлагаемому изобретению (пример 48). Для этого образцы выдерживали в течение 30 суток при комнатной температуре в щелочной, нейтральной (дистиллированная вода) и кислой средах. Испытания проводили при комнатной температуре.
Из таблицы следует, что предлагаемый композиционный материал является более стойким к агрессивным средам по сравнению с известным.
Таким образом, совокупность полученных результатов показывает, что по основным показателям композиционный материал по предлагаемому изобретению имеет преимущества по сравнению с известньм.
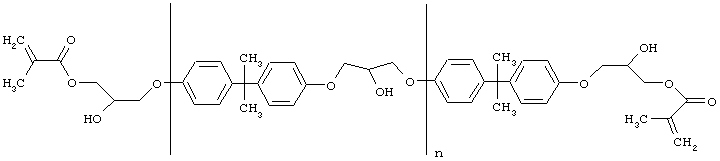
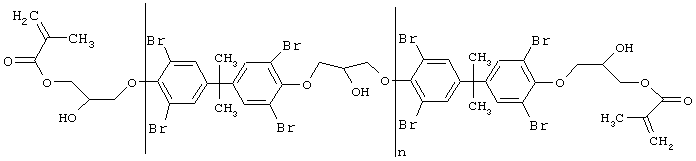
Поскольку все эпоксивинилэфирные смолы отверждаются по радикальному механизму (перекисным отвердителем), а различия состоят лишь в том, какое сырье было использовано как компонент при синтезе смолы, в данном композиционном материале может быть использована любая из них, например:
- бисфенол А (марка смолы ЭВС-9133, Palatal A430):
- тетрабромбисфенол А (марка смолы Atlac 750):
- эпоксиноволачная смола (марка смолы Atlac 590):
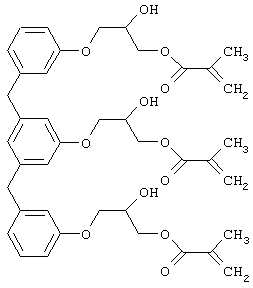
Информация о химическом составе всех приведенных смол (ЭВС-91133 является аналогом смолы марки Palatal A430) взята из проспекта фирмы DSM Composite Resin.
Так, предлагаемый композиционный материал может иметь, например, следующий состав:
Примеры использования различных винилэфирных смол в связующих для композиционных материалов.
Использование заявляемого изобретения позволит:
- повысить качество изделий за счёт повышения механической прочности (и в первую очередь прочности на сжатие и сдвиг), снижения водопоглощения и повышения химической стойкости,
- повысить производительность процесса за счёт повышения скорости формования изделий,
- удешевить продукцию за счёт увеличения жизнеспособности композиции и снижения непланируемого брака.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭПОКСИДНАЯ КОМПОЗИЦИЯ | 2001 |
|
RU2189997C1 |
| ЭПОКСИДНАЯ КОМПОЗИЦИЯ | 2003 |
|
RU2252229C2 |
| ЭПОКСИДНАЯ КОМПОЗИЦИЯ | 2008 |
|
RU2404213C2 |
| Полимерная композиция для пропитки при изготовлении стекло - органо - углепластиков | 2016 |
|
RU2620806C1 |
| НОВЫЕ КАТАЛИЗАТОРЫ СО СТАБИЛИЗИРУЮЩИМ ЭФФЕКТОМ ДЛЯ ЭПОКСИДНЫХ КОМПОЗИЦИЙ | 2014 |
|
RU2559492C1 |
| Эпоксидное связующее для композитных материалов | 2021 |
|
RU2788335C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЭПОКСИДНОЙ КОМПОЗИЦИИ С ПОВЫШЕННОЙ СТОЙКОСТЬЮ К РАСТРЕСКИВАНИЮ, ЭПОКСИДНАЯ КОМПОЗИЦИЯ И ИЗДЕЛИЕ | 2009 |
|
RU2405795C1 |
| ЭПОКСИДНАЯ КОМПОЗИЦИЯ АНГИДРИДНОГО ОТВЕРЖДЕНИЯ С ПРИМЕНЕНИЕМ ЛАТЕНТНОГО ИНИЦИАТОРА И-120У | 2011 |
|
RU2496810C2 |
| ЭПОКСИДНОЕ СВЯЗУЮЩЕЕ ДЛЯ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2007 |
|
RU2327718C1 |
| Эпоксидное связующее для производства самозатухающих стеклопластиков методом пултрузии | 2016 |
|
RU2614701C1 |
Изобретение относится к области композиционных материалов, которые могут быть использованы в строительной, авиационной, автомобильной, аэрокосмической, железнодорожной и других отраслях промышленности. Композиционный материал выполнен из композиции на основе гибридного связующего горячего отверждения - эпоксивинилэфирной смолы в количестве 100 мас.ч. с перекисным инициатором отверждения, модификатора и армирующего наполнителя. Модификатор содержит, по крайней мере, одну эпоксидную смолу в количестве 70-110 мас.ч. с ангидридным отвердителем при их соотношении в смеси от 100:75 до 100:100 и имидазольный катализатор отверждения в количестве 0,4-0,9 мас.ч. Изобретение позволяет улучшить технологические характеристики, например, повысить жизнеспособность и смачиваемую способность связующего, снизить его вязкость, повысить скорость протяжки, а также улучшить механические характеристики композиционного материала при сохранении и некотором повышении уровня его физико-химических свойств, в частности теплостойкости, химической и гидролитической стойкости. 7 табл.
Композиционный материал, выполненный из композиции на основе гибридного связующего горячего отверждения - эпоксивинилэфирной смолы с перекисным инициатором отверждения, модификатора и армирующего наполнителя, отличающийся тем, что в качестве модификатора содержит, по крайней мере, одну эпоксидную смолу с ангидридным отвердителем и имидазольным катализатором отверждения, при этом на 100 мас.ч. эпоксивинилэфирной смолы берут 70-110 мас.ч. смеси эпоксидной смолы с ангидридным отвердителем при их соотношении в смеси от 100:75 до 100:100, а также 0,4-0,9 мас.ч. имидазольного катализатора.
| ЖУРНАЛ ЭЛЕКТРОТЕХНИКА | |||
| ВИНИЛЭФИРНЫЕ СМОЛЫ ДЛЯ ПУЛТРУЗИОННОЙ ТЕХНОЛОГИИ, 2002, №4, с.49 | |||
| US 6515081 А, 04.02.2004 | |||
| СОСТАВ СВЯЗУЮЩЕГО ДЛЯ ПОЛУЧЕНИЯ ПРЕПРЕГА | 1993 |
|
RU2105017C1 |
| Манипулятор | 1986 |
|
SU1388175A1 |

