Фрезерный станок относится к области станкостроения, а именно к станкам, предназначенным для ремонта буксовых проемов рамы боковой тележки грузового вагона в условиях вагонного депо.
Рама боковая тележки грузового вагона служит для восприятия нагрузок, передаваемых от кузова вагона. Одним из основных мест, подлежащих ремонту, являются буксовые проемы рамы боковой тележки грузового вагона.
Ремонт буксовых проемов рамы боковой включает наплавку изношенных мест, а именно наплавку направляющих поверхностей для букс с последующей механической обработкой наплавленной части до чертёжных размеров, установленных в технологической инструкции по ремонту.
Ремонт горизонтальной (опорной) поверхности буксового проема заключается в механической обработке поверхности с последующей установкой на опорную поверхность пластины с ушками, предназначенными для крепления к опорной поверхности.
Известен горизонтально-фрезерный станок с продольным и поворотным столами, инструментальным магазином и ЧПУ 6305Ф4, предназначенный для обработки поверхностей простого и сложного профиля в корпусных деталях в условиях мелкосерийного и серийного производства (Ничков А.Г., Фрезерные станки, Москва “Машиностроение”, 1984 г., с.110, 111).
Горизонтально-фрезерный станок 6305Ф4, включает станину, продольный и поворотный столы, стойку с вертикальными направляющими, ползун с салазками, горизонтальный шпиндель, пульт управления, привод шпинделя.
Ползун вместе со шпинделем совершает по направляющим салазок горизонтальное движение. Вертикальное перемещение ползуна обеспечивается перемещением салазок по вертикальным направляющим стойки.
Недостатком фрезерного станка является неэффективность и нерентабельность его применения в условиях вагонного депо применительно к ремонту буксовых проемов рамы боковой тележки грузового вагона.
Наиболее близким по технической сущности и достигаемому результату является фрезерный станок ФБ - 02, предназначенный для фрезерования скосов надрессорной балки тележки грузового вагона при осуществлении ремонта в вагонном депо (см. Станок специальный фрезерный ФБ - 02. Руководство по эксплуатации, 34892 РЭ, “НПО “Экспериментальный завод”, г. Реж, 1998 г.).
Фрезерный станок включает балку, представляющую собой станину, жестко установленную на раме, каретку, перемещающуюся по горизонтальным направляющим станины, привод станка, привод вертикальной фрезы, устройство для позиционирования, выполненное в виде поворотной балки с прижимами, цилиндром и штырем для установки обрабатываемого изделия, ползун со шпиндельной головкой, в которой вертикально установлен шпиндель с фрезой, механизм подъёма и опускания фрезы. Ползун со шпиндельной головкой установлен с возможностью перемещения по горизонтальным направляющим каретки, расположенньм перпендикулярно направляющим рамы.
Перед обработкой скосов надрессорной балки осуществляют регулировку положения фрезы по отношению к обрабатываемой поверхности, а после их обработки производят замеры обрабатываемой поверхности при помощи шаблона.
Недостатком известного фрезерного станка является необходимость проведения неоднократных замеров обрабатываемой поверхности для достижения чертежных размеров, что снижает производительность станка за счет увеличения времени обработки скосов надрессорной балки тележки грузового вагона.
Технический результат заявляемого изобретения заключается в повышении производительности фрезерного станка за счет снижения времени на обработку рамы боковой тележки грузового вагона (далее - изделия) с обеспечением точности обработки и возможности обработки рам различных типоразмеров.
Указанный технический результат достигается тем, что во фрезерном станке, содержащем станину с горизонтальными направляющими, раму, жестко соединенную со станиной, ползун со шпиндельной головкой, в которой вертикально установлен шпиндель с фрезой, привод станка, привод вертикальной фрезы и устройство для позиционирования с прижимами для фиксации обрабатываемого изделия, установленное на раме, согласно изобретению, устройство для позиционирования выполнено в виде съемного основания, снабженного боковыми стойками, на которых установлены прижимы для фиксации, и, по крайней мере, тремя центральными стойками, две из которых расположены на одной прямой, проходящей параллельно продольной оси съемного основания, и снабжены закрепленным на них с возможностью поворота центрирующим элементом, при этом между центральными и боковьми стойками расположены регулируемые по высоте опоры и элементы выравнивания уровня обрабатываемой горизонтальной поверхности, причем на каждой из боковых стоек дополнительно установлены элементы для регулирования положения изделия вдоль продольной оси съемного основания и элементы для регулирования положения изделия перпендикулярно продольной оси съемного основания, рама снабжена штырями для улавливания съемного основания и устройством для регулирования положения съемного основания, расположенным вдоль рамы и выполненным в виде тяги, на одном конце которой жестко закреплен маховичок, снабженный подпружиненным фиксатором с ручкой, а на другом конце, снабженном резьбой, установлена гайка и соединенный с ней центральный штырь, причем на нижней поверхности съемного основания, взаимодействующей с верхней поверхностью рамы, выполнены пазы под штыри и посадочное гнездо под центральный штырь, по бокам рамы расположены ограничители перемещения съемного основания, а ползун со шпиндельной головкой установлен вдоль горизонтальных направляющих станины, шпиндельная головка дополнительно снабжена двумя параллельными горизонтальными шпинделями, установленными поперек её движения в плоскости, перпендикулярной вертикальному шпинделю, и приводом горизонтальных шпинделей, причем на каждом горизонтальном шпинделе с противоположных сторон установлено по одной фрезе.
Центрирующий элемент выполнен в виде П - образной рамки с ручкой.
Регулируемые по высоте опоры выполнены в виде закрепленного на съемном основании болта, а элементы выравнивания уровня обрабатываемой горизонтальной поверхности выполнены в виде вертикальной прямоугольной пластины.
Каждая из боковых стоек выполнена П - образной формы, элементы для регулирования положения изделия вдоль продольной оси съемного основания выполнены в виде болта, а элементы для регулирования положения изделия перпендикулярно продольной оси съемного основания выполнены в виде двух боковых прижимов с болтами.
Выполнение устройства для позиционирования в виде съемного основания, снабженного боковыми стойками, на которых установлены прижимы, и, по крайней мере, тремя центральными стойками, позволяет установить и закрепить изделие на позиционирующее устройство для обработки буксовых проемов.
Установка на каждой из боковых стоек дополнительных элементов для регулирования положения изделия вдоль продольной оси съемного основания в виде болта и элементов для регулирования положения изделия перпендикулярно оси съемного основания в виде двух боковых прижимов с болтами, а также расположение между центральными и боковыми стойками регулируемых по высоте опор и элементов выравнивания уровня обрабатываемых горизонтальных поверхностей позволяет регулировать положение изделия, обеспечить ему заданное положение и тем самым точную установку обрабатываемых поверхностей относительно фрез перед обработкой.
Снабжение съемного основания центральными стойками, две из которых расположены на одной прямой, проходящей параллельно продольной оси съемного основания, и снабжены закрепленным на них с возможностью поворота центрирующим элементом, выполненным в виде П - образной рамки с ручкой, позволяет обеспечить контроль за правильной установкой положения изделия на подвижном основании.
Снабжение рамы штырями для улавливания съемного основания и устройством для регулирования положения съемного основания, выполнение на нижней поверхности съемного основания, взаимодействующей с верхней поверхностью рамы, пазов под штыри и посадочного гнезда под центральный штырь, расположение по бокам рамы ограничителей перемещения съемного основания позволяет установить съемное основание с закрепленным на нем изделием на раму станка с обеспечением точного расположение обрабатываемых поверхностей по отношению к фрезам шпиндельной головки, что обеспечивает точность механической обработки, исключает дополнительные замеры и повторную механическую обработку, следовательно, снижает время на обработку изделия.
Снабжение рамы штырями для улавливания съемного основания и выполнение устройства для регулирования положения съемного основания в виде тяги, на одном конце которой жестко закреплен маховичок, снабженный подпружиненным фиксатором с ручкой, а на другом конце, снабженном резьбой, установлена гайка и соединенный с ней центральный штырь, и выполнение на нижней поверхности съемного основания, взаимодействующей с верхней поверхностью рамы, пазов под штыри и посадочного гнезда под центральный штырь, обеспечивает возможность обработки изделия любого типоразмера за счет регулирования положения съемного основания при его установке на раму в зависимости от типоразмера изделия и точного расположения обрабатываемых поверхностей буксового проема по отношению к фрезам шпиндельной головки, что приводит к точности обработки, исключает дополнительные замеры обрабатываемой поверхности, сокращает время на обработку и повышает производительность фрезерного станка независимо от типоразмера изделия.
Установка ползуна со шпиндельной головкой вдоль горизонтальных направляющих станины, выполнение позиционирующего устройства в виде съемного основания, установленного на раме и снабженного элементами для регулирования положения изделия, снабжение шпиндельной головки дополнительно двумя параллельными горизонтальными шпинделями, установленными поперек её движения в плоскости, перпендикулярной вертикальному шпинделю, и приводом горизонтальных шпинделей, а также установление на каждом горизонтальном шпинделе с противоположных сторон по одной фрезе, обеспечивает точность обработки трех поверхностей буксового проема изделия с достижением чертежных размеров за один ход шпиндельной головки, что сокращает время на обработку и повышает производительность фрезерного станка.
Технических решений, совпадающих с совокупностью существенных признаков заявляемого изобретения, не выявлено, что позволяет сделать вывод о соответствии изобретения условию патентоспособности “новизна”.
Существенные признаки заявляемого изобретения, предопределяющие получение указанного технического результата, явным образом не следуют из уровня техники, что позволяет сделать вывод о соответствии изобретения условию патентоспособности “изобретательский уровень”.
Условие патентоспособности “промышленная применимость” подтверждено на примере конкретного выполнения станка для обработки буксовых проемов изделия.
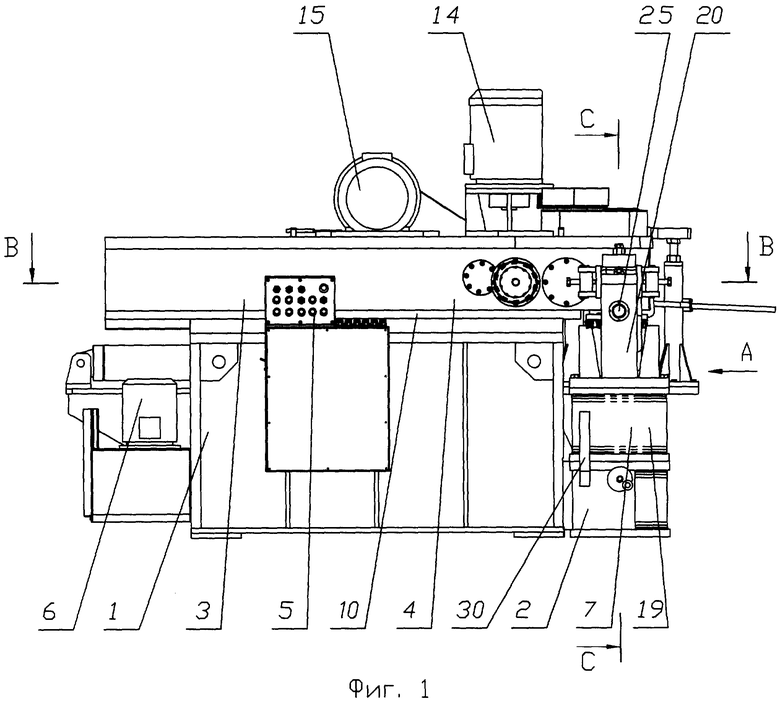
Сущность изобретения поясняется чертежами, где на фиг.1 изображен общий вид станка, вид сбоку;
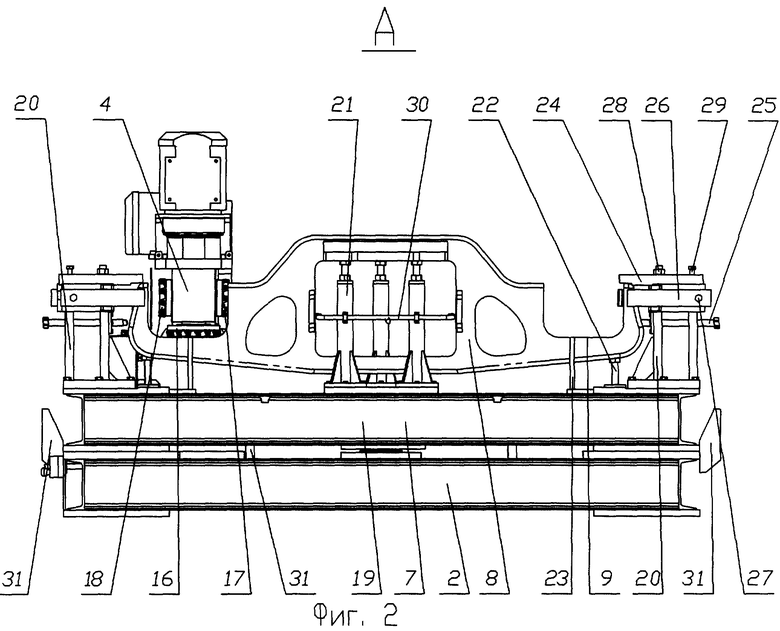
на фиг.2 - вид по стрелке “А” на фиг.1;
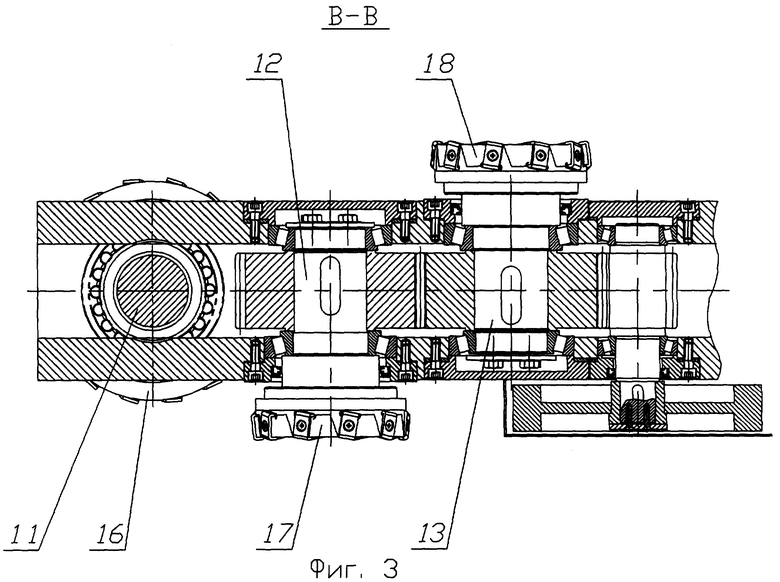
на фиг.3 - разрез по “В-В” на фиг 1;
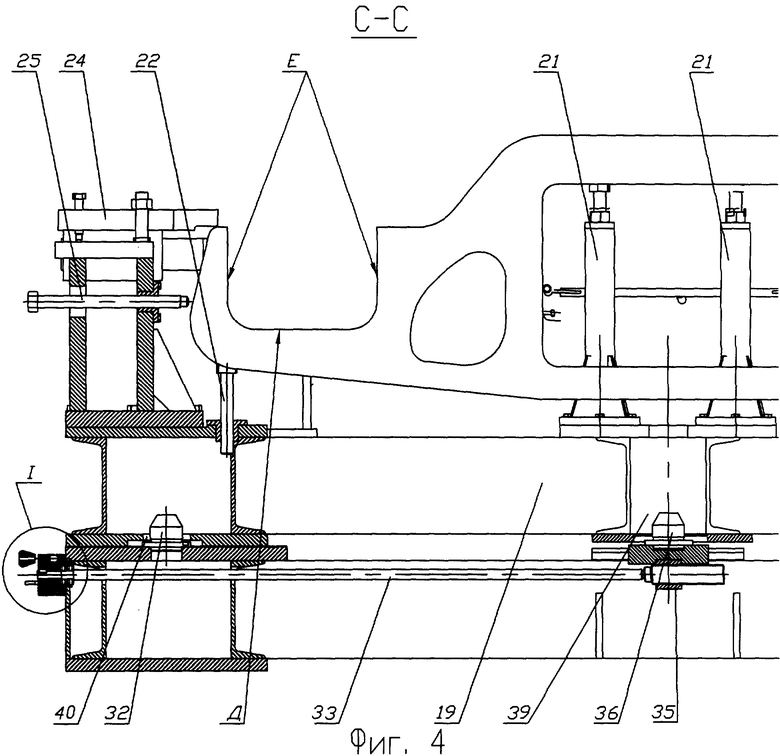
на фиг.4 - разрез по “С-С” на фиг.2;
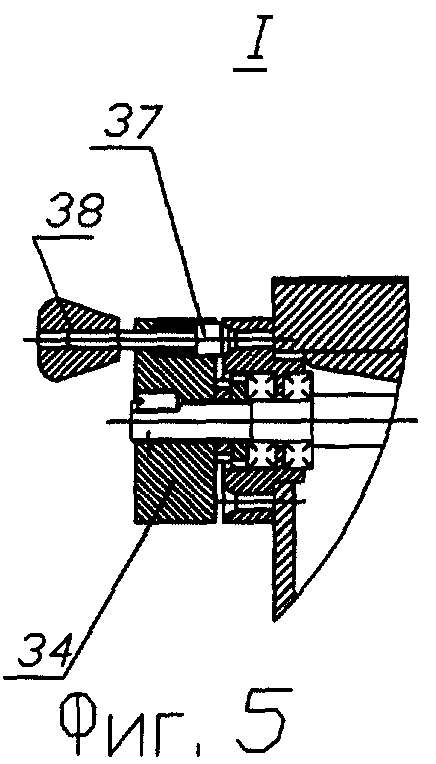
на фиг.5 - вынос 1 на фиг.4.
Фрезерный станок для обработки буксовых проемов изделия включает станину 1 с рамой 2, ползун 3 со шпиндельной головкой 4, пульт 5, гидропривод 6, устройство для позиционирования 7 изделия 8 с двумя буксовыми проемами 9 (фиг.2).
Ползун 3 со шпиндельной головкой 4 установлен на станине 1 с возможностью перемещения по горизонтальным направляющим 10.
Шпиндельная головка 4 включает вертикальный шпиндель 11 и два параллельно установленных относительно друг друга горизонтальных шпинделя 12, 13 (фиг.3). На шпиндельной головке 4 установлены приводы 14, 15. Вертикальный шпиндель 11 работает от привода 14, а горизонтальные шпиндели 12, 13 - от привода 15.
На каждом из трех шпинделей 11, 12, 13 установлено по одной фрезе 16, 17 и 18 соответственно, при этом на вертикальном шпинделе 11 установлена фреза 16 для обработки горизонтальной (опорной) поверхности “Д” буксового проема 9 изделия 8. На горизонтальных шпинделях 12, 13 для обработки направляющих поверхностей “Е” буксового проема 9 установлены правая фреза 17 и левая фреза 18. Фрезы 17, 18 на горизонтальных шпинделях 12, 13 взаимозаменяемы.
На раму 2, жестко соединенную со станиной 1 и расположенную перпендикулярно направляющим 10 станины 1, установлено устройство для позиционирования 7 изделия 8.
Устройство для позиционирования 7 выполнено в виде съемного основания 19. На съемном основании 19 установлены две боковые стойки 20 П - образной формы, три центральных стойки 21, регулируемые по высоте опоры, выполненные в виде болта 22, и элементы выравнивания уровня обрабатываемой горизонтальной поверхности “Д” буксового проема 9, выполненные в виде вертикальной прямоугольной планки 23, по горизонтальной поверхности которой регулируют положение обрабатываемой горизонтальной поверхности “Д”.
Каждая из боковых стоек 20 снабжена верхним прижимом 24 для фиксации обрабатываемого изделия 8, элементом для регулирования положения изделия 8 вдоль продольной оси съемного основания 19, выполненным в виде установочного болта 25, и элементом для регулирования положения изделия 8 перпендикулярно продольной оси съемного основания 19, выполненным в виде двух боковых прижимных пластин 26 с болтами 27. Верхний прижим 24 снабжен гайкой 28 и болтом 29.
На двух центральных стойках 21, расположенных на одной прямой, проходящей параллельно продольной оси съемного основания 19, установлен с возможностью поворота центрирующий элемент 30, выполненный в виде П - образной рамки с ручкой.
По бокам трех сторон рамы 2 расположены ограничители перемещения 31 съемного основания 19.
Рама 2 снабжена штырями 32 для улавливания съемного основания 19 и устройством для регулирования положения съемного основания 19, расположенным вдоль рамы и выполненным в виде тяги 33, установленной с возможностью поворота (фиг.4).
На одном конце тяги 33 жестко закреплен маховичок 34. На другом конце тяги 33, снабженном резьбой, установлена гайка 35, соединенная с центральным штырем 36. Маховичок 34 снабжен подпружиненным фиксатором 37 с ручкой 38 (фиг.5).
На нижней поверхности съемного основания 19 выполнено гнездо 39 для центрального штыря 36 и пазы 40 под штыри 32 рамы 2.
Фрезерный станок работает следующим образом.
Для механической обработки буксовых проемов 9 изделия 8 его устанавливают на съемное основание 19 устройства для позиционирования 7, для чего опускают на центральные стойки 21 и опоры 22.
При помощи болтов 27 и прижимов 26 регулируют положение изделия 8 в направлении, перпендикулярном продольной оси съемного основания 19.
При помощи опор 22 регулируют положение горизонтальных поверхностей “Д” изделия по высоте, при этом ориентиром служит горизонтальная поверхность вертикальной прямоугольной пластины 23, которая должна совпадать с плоскостью фрезы при установке съемного основания 19 на раму 2.
Болтами 25 регулируют положение изделия 8 вдоль продольной оси съемного основания 19 до тех пор, пока центратор 30 не войдет в центральный проем изделия 8. Затем поджимают верхние прижимы 24 при помощи гайки 28, при этом болтом 29 обеспечивают горизонтальное положение прижима 24.
При помощи ручки 38 маховичок 34 поворачивают в положение, соответствующее выбранному номеру изделия 8, и стопорят подпружиненным фиксатором 37. При этом тяга 33 поворачивается и перемещает гайку 35 и соединенный с ней центральный штырь 36 в положение, соответствующее положению для установки на раму съемного основания 19 с изделием 8. В зависимости от типоразмеров изделия 8 отличаются расстоянием между серединами буксовых проемов 9.
При помощи кран-балки (на чертеже не показан) устанавливают устройство для позиционирования 7 с изделием 8 на раму 2 станины 1, обеспечивая контакт с ограничителями перемещения 31. Опускают съемное основание 19 на раму 1, при этом штыри 32 входят в пазы 40, а центральный штырь 36 входит в гнездо 39 съемного основания 19.
Обработка буксового проема 9 осуществляется следующим образом.
На пульте 5 включают гидропривод 6 и приводы 14, 15, при этом ползун 3 и шпиндельная головка 4 перемещаются по горизонтальным направляющим 10 станины 1.
Вертикальная фреза 16, а затем правая и левая фреза 17, 18, поочередно по мере продвижения шпиндельной головки 3, обрабатывают горизонтальную (опорную) “Д” и направляющие “Е” поверхности буксового проем 9.
После обработки первого буксового проема 9 шпиндельная головка 4 возвращается в исходное положение.
Для обработки второго буксового проема 9 устройство для позиционирования 7 вместе с установленной на нем изделием 8 с помощью кран-балки (на чертеже не показан) поворачивают на 180° и, аналогично обработке первого буксового проема 9, обрабатывают второй буксовый проем 9 изделия 8.
Для обработки изделия 8 того же номера, что и предыдущее изделие, допускается его замена без снятия позиционирующего устройства 7 с рамы 2.
Таким образом, за один ход шпиндельной головки 4 достигается точность обработки трех поверхностей до чертежных размеров буксового проема 9 любых типоразмеров изделия 8 без дополнительных замеров обрабатываемой поверхности и настройки фрез, что сокращает время на обработку и повышает производительность.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ АСИММЕТРИЧНОЙ ЗАГОТОВКИ С ОДНОЙ УСТАНОВКИ, СТАНОК И УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ ЗАГОТОВКИ | 2013 |
|
RU2600685C1 |
| ПЕРЕНОСНОЙ СТАНОК ПРЕИМУЩЕСТВЕННО ДЛЯ ОБРАБОТКИ ПРОЕМОВ КЛЕТЕЙ ПРОКАТНЫХ СТАНОВ | 2000 |
|
RU2204463C2 |
| СПОСОБ ОБРАБОТКИ РАБОЧЕЙ ПОВЕРХНОСТИ ГОЛОВКИ РЕЛЬСА НА РЕЛЬСОФРЕЗЕРНОМ СТАНКЕ И РЕЛЬСОФРЕЗЕРНЫЙ СТАНОК | 2001 |
|
RU2201318C2 |
| МНОГОЦЕЛЕВОЙ СТАНОК ДЛЯ ОБРАБОТКИ МОНОЛИТНОГО ДИСКА С ЛОПАТКАМИ | 2020 |
|
RU2823036C1 |
| Продольно-строгально-фрезерный станок | 1991 |
|
SU1797526A3 |
| СПОСОБ И СТАНОК ДЛЯ ОБТОЧКИ КОЛЕСНЫХ ПАР | 2004 |
|
RU2262416C1 |
| ФРЕЗЕРНЫЙ СТАНОК | 1996 |
|
RU2111837C1 |
| Фрезерно-расточный станок | 1974 |
|
SU525503A1 |
| Станок для фрезерования коленчатыхВАлОВ | 1979 |
|
SU823014A1 |
| Полуавтоматический станок для совместной обработки грифа и корпуса музыкальных инструментов | 1986 |
|
SU1339016A1 |
Изобретение относится к области станкостроения, ремонту буксовых проемов рамы боковой тележки грузового вагона в условиях вагонного депо. Станок содержит станину с горизонтальными направляющими, раму, жестко соединенную со станиной, ползун со шпиндельной головкой, в которой вертикально установлен шпиндель с фрезой, привод станка, привод вертикальной фрезы и устройство для позиционирования с прижимами для фиксации обрабатываемого изделия, установленное на раме. Для повышения производительности шпиндельная головка дополнительно снабжена двумя параллельными горизонтальными шпинделями с приводом, причем на каждом горизонтальном шпинделе с противоположных сторон ползуна установлено по одной фрезе. 3 з.п. ф-лы, 5 ил.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Станок для обработки смежных взаимно перпендикулярных плоскостей | 1973 |
|
SU471957A1 |
| СПОСОБ ОБРАБОТКИ РАБОЧЕЙ ПОВЕРХНОСТИ ГОЛОВКИ РЕЛЬСА НА РЕЛЬСОФРЕЗЕРНОМ СТАНКЕ И РЕЛЬСОФРЕЗЕРНЫЙ СТАНОК | 2001 |
|
RU2201318C2 |
| US 3559530 A, 02.02.1971. | |||

