(54) ФРЕЗЕРНО-РА СТОЧНЫЙ СТАНОК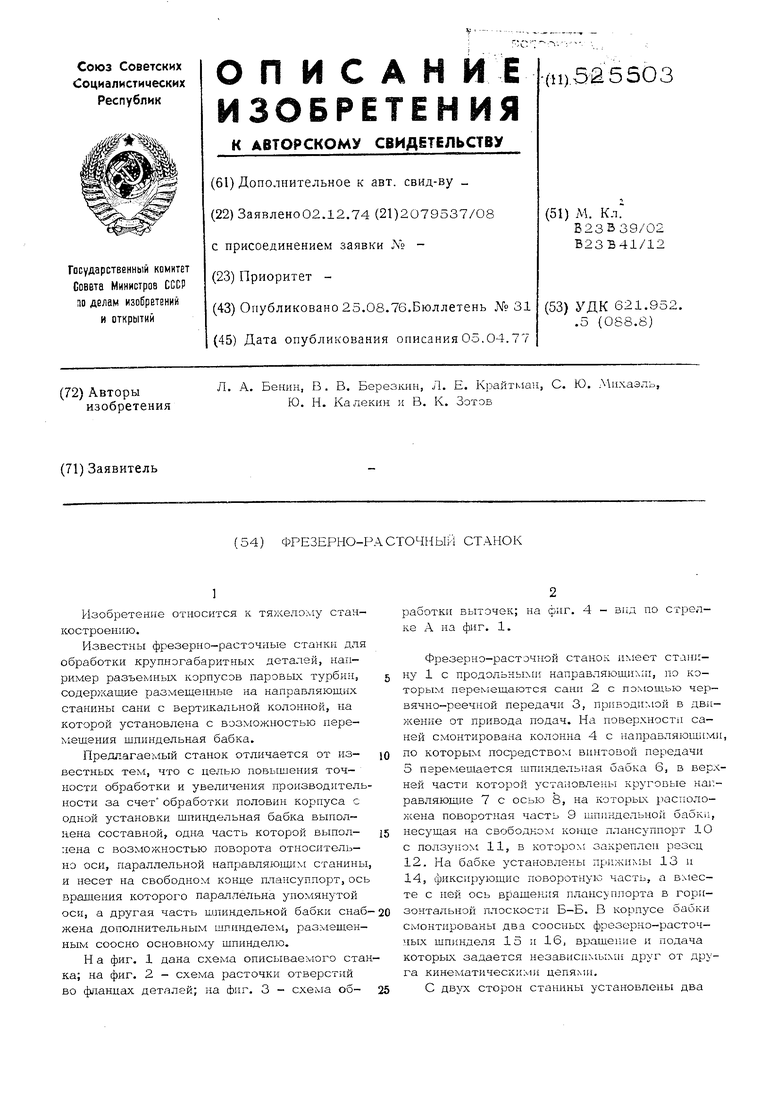
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок с числовым программным управлением | 1978 |
|
SU699740A1 |
| Многоцелевой станок с ЧПУ | 1986 |
|
SU1712127A1 |
| УНИВЕРСАЛЬНЫЙ СТАНОК | 1991 |
|
RU2022758C1 |
| Двухсторонний торце-фрезерный станок | 1980 |
|
SU942906A1 |
| Металлорежущий станок | 1989 |
|
SU1664465A1 |
| Шпиндельная бабка | 1983 |
|
SU1096050A1 |
| ВЕРТИКАЛЬНЫЙ ШЛИФОВАЛЬНЫЙ СТАНОК С ЧПУ | 1988 |
|
RU2111845C1 |
| РАСТОЧНОЙ СТАНОК | 1970 |
|
SU279298A1 |
| Шпиндельная бабка | 1990 |
|
SU1780937A1 |
| Станок для обработки ручьев валковпильгЕРСТАНА | 1969 |
|
SU296364A1 |
Изобретение относится к тяжелому станкостроению.
Известны фрезерно-расточные станки для обработки крупногабаритных деталей, например разъемных корпусов паровых турбин, содержащие размещеннлле на направляющих станины сани с вертикальной колонной, на которой установлена с возможностью перемещения щпиндельная бабка.
Предлагаемый станок отличается от известных тем, что с целью повышения точности обработки и увеличения производительности за счет обработки половин корпуса с одной установки шпиндельная бабка выполнена составной, одна часть которой выполпена с возможностью поворота относительно оси, параллельной направляюшд-1м станины, и несет на свободном конце плансуппорт, ось вращения которого параллельна упомянутой оси, а другая часть шпиндельной бабки снабжена дополнительным шпинделем, размещенным соосно основному шпинделю,
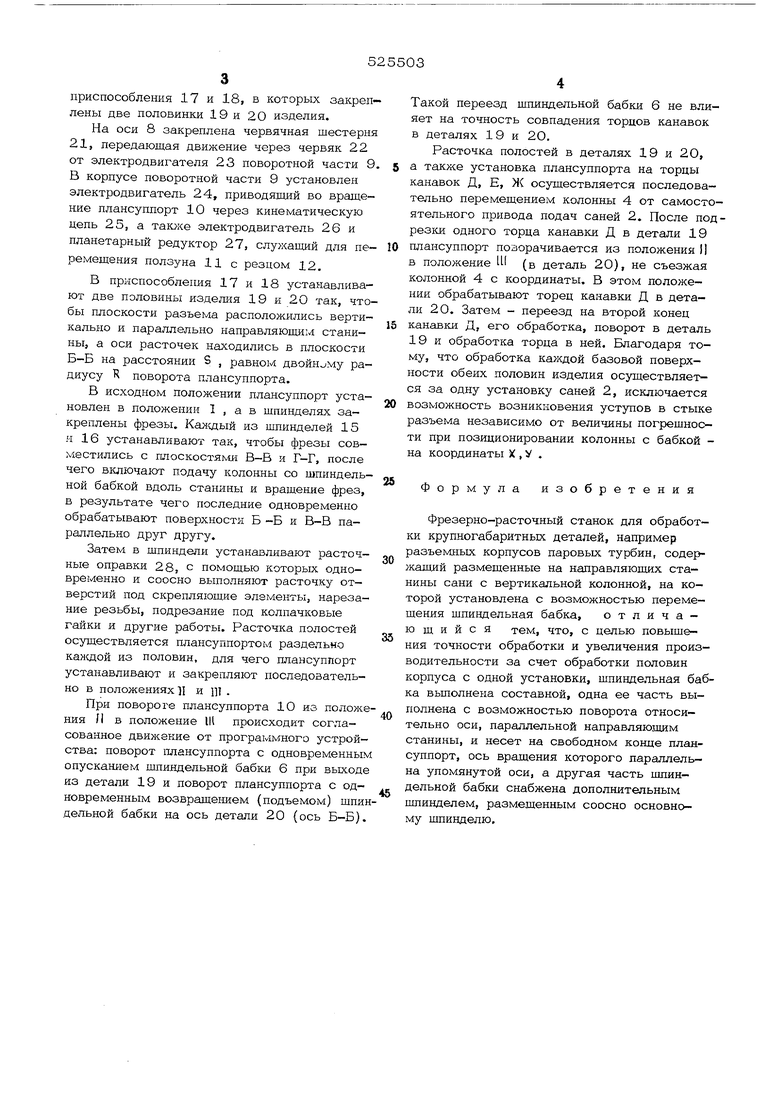
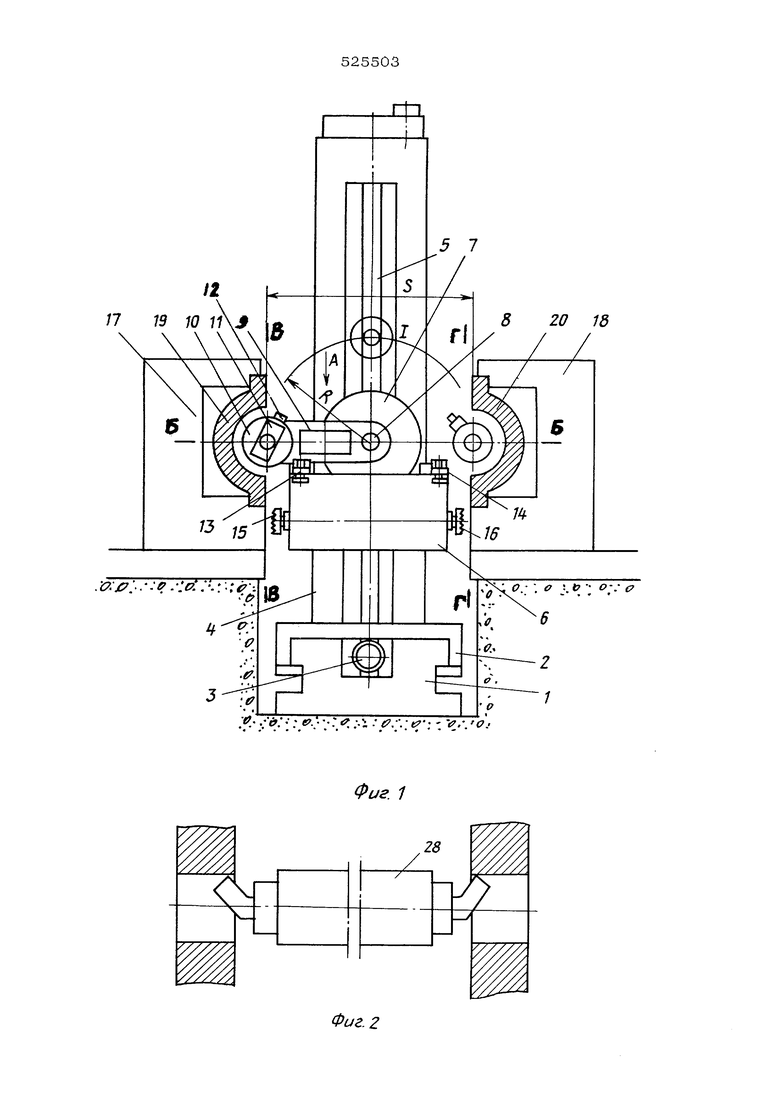
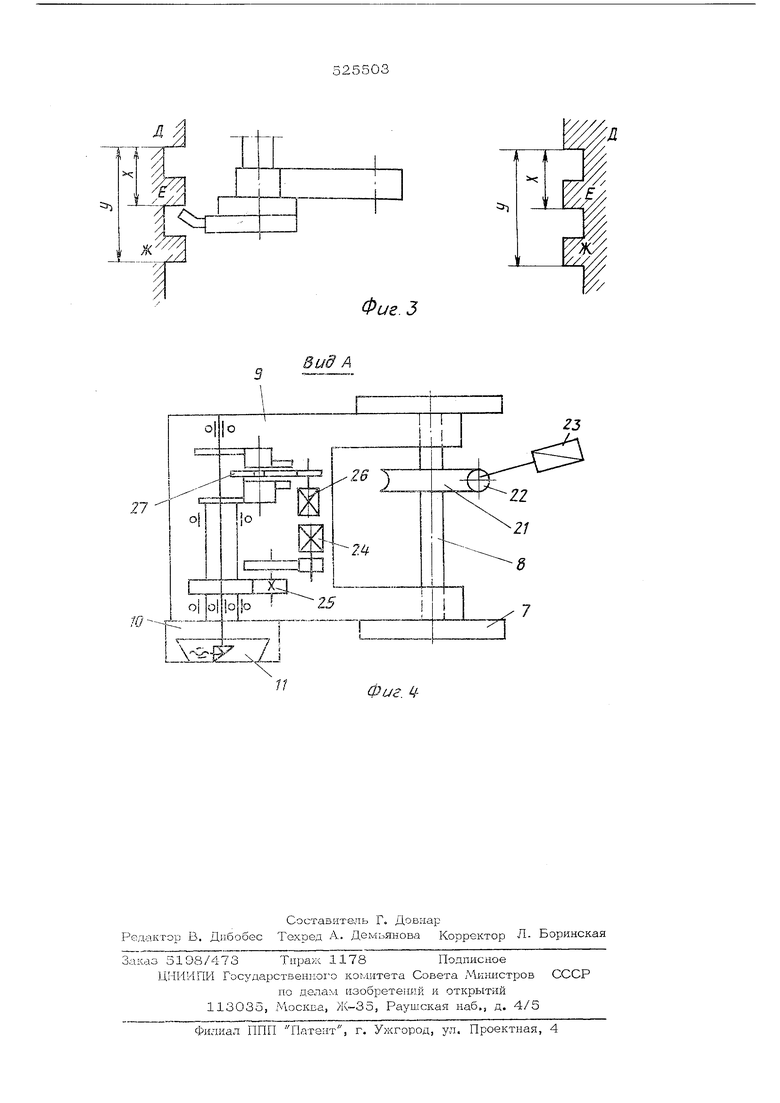
Н а фиг. 1 дана схема описываемого станка; на фиг. 2 - схема расточки отверстий во фланцах деталей; на фиг. 3 - схема обработки выточек; на фиг. 4 - вид по стрелке А на фиг. 1.
Фрезерно-растэчпой станок станину 1 с пpoдoль Iы ПI направляющими, по которым перемещаются санп 2 с помощью чер- вячно-реечной передачи 3, приводимой в движение от привода подач. На noeepxHocTii саней смонтирована колонна 4 с направляющим по которым посредством винтовой передачи 5 перемешается шпиндельная бабка 6, в верхней части которой установлены круговые направляющие 7 с осью 8, на которььх расположена поворотная часть 9 шп1П1дельной бабки, несущая на свободном конце плансуппорт 1О с ползуном 11, в котором закреплен резец 12. На бабке установлены л :1ижи ч;ы 13 и 14, фиксирующие поворотную часть, а вместе с пей ось вращения плансуппорта в горизонтальной плоскости Б-Б. В корпусе бабки смонтированы два соосньсх фрезерно-расточных щпинделя 15 и 16, враще1П1е и подача которых задается независимыми друг от друга кинематическими .
С дата сторон станины установлены два приспособления 17 и 18, в которых закреп лены две половинки 19 и 20 изделия. На оси 8 закреплена червячная шестерня 21, передающая движение через червяк 22 от электродвигателя 23 поворотной части 9 В корпусе поворотной части 9 установлен электродвигатель 24, приводящий во вращение плансуппорт 10 через кинематическую цепь 25, а электродвигатель 26 и планетарный редуктор 27, служащий для перемещения ползуна 11с резцом 12. В приспособления 17 и 18 устанавливают две половины изделия 19 и 20 так, что бы плоскости разъема расположились вертикально и параллельно направляющим станины, а оси расточек находились в плоскости Б-Б на расстоянии S , равном двойному радиусу R поворота плансуппорта. В исходном положении плансуппорт установлен в положении 1 , а в шпинделях закреплены фрезы. Калсдый из шпинделей 15 и 16 устанавливают так, чтобы фрезы совместились с плоскостяьш В-В и Г-Г, после чего включают подачу колонны со шпиндельной бабкой вдоль станины и вращение фрез, в результате чего последние одновременно обрабатывают поверхности Б -Б и В-В параллельно друг другу. Затем в шпиндели устанавливают расточные оправки 28, с помощью которых одновременно и соосно выполняют расточку отверстий под скрепляющие элементы, нарезание резьбы, подрезание под колпачковые гайки и другие работы. Расточка полостей осуществляется плансуппортом раздельно каждой из половин, для чего плансуппорт устанавливают и закрепляют последовательно в положениях Ц и ЦТ . При повороте плансуппорта 10 из положе ния fl в положение III происходит согласованное движение от программного устройства: поворот плансуппорта с одновременным опусканием шпиндельной бабки 6 при выходе из детали 19 и поворот плансуппорта с одповременным возвращением (подъемом) шпи дельной бабки на ось детали 20 {ось Б-Б). Такой переезд шпиндельной бабки 6 не влияет на точность совпадения торцов канавок в деталях 19 и 20. Расточка полостей в деталях 19 и 20, а также установка плансуппорта на тордъ канавок Д, Е, Ж осуществляется последовательно перемещением колонны 4 от самостоятельного привода подач саней 2. После подрезки одного торца канавки Д в детали 19 плансуппорт поворачивается из положения 1| в положение (в деталь 20), не съезжая колонной 4 с координаты. В этом положении обрабатывают торец канавки Д в детали 20. Затем - переезд на второй конец канавки Д, его обработка, поворот в деталь 19 и обработка торца в ней. Благодаря тому, что обработка каждой базовой поверхности обеих половин изделия осуществляется за одну установку саней 2, исключается возможность возникновения уступов в стыке разъема независимо от величинъг погрешности при позиционировании колонны с бабкой на координаты )(, У . Формула изобретения Фрезерно-расточный станок для обработки крупногабаритных деталей, например разъемнъ1х корпусов паровъ1Х турбин, содержащий размещенные на направляющих станины сани с вертикальной колонной, на которой установлена с возможностью перемещения шпиндельная бабка, отличающийся тем, что, с целью повышения точности обработки и увеличения производительности за счет обработки половин корпуса с одной установки, шпиндельная бабка вьшолнена составной, одна ее часть выполнена с возможностью поворота относительно оси, параллельной направляющим станины, и несет на свободном конце плансуппорт, ось вращения которого параллельна упомянутой оси, а другая часть шпиндельной бабки снабжена дополнительным шпинделем, размещенным соосно основному шпинделю. /7 19 10 l :a:jff ..-: , &.- . c ;.i . г,, Фиг. 1 8 20 Id с..
.28
2
Ч.
У
)
Фиг.З
Вид А
27
23
Фиг. Ц
