Предлагаемое изобретение относится к оборудованию для производства строительных материалов. Оно может найти применение на заводах по выпуску керамических изделий.
При разработке современных технологических линий используются САУ, выполненные на базе микропроцессорной и компьютерной техники (см. В.С.Зорохович. Микропроцессорная и компьютерная техника для автоматизации заводов промышленности строительных материалов// Строительные материалы. - 2003. - N 1. - с.14-16).
Известна линия формования, сушки и садки керамических изделий, содержащая ленточный пресс, автомат двухстадийной резки и укладки сырца на технологическую оснастку с подавателем оснастки и ускоряющим рольгангом, многоярусные блоки сушил, разрузчик с челночным сталкивателем, пакетоформующее устройство с садчиком на печные вагонетки (а.с. СССР №1621310, опубликованное в 1992 г., МПК7 В 28 В 15/00).
Недостатком данного устройства является то, что оно не обеспечивает требуемое качество сушки керамических изделий.
Наиболее близким по технической сущности является устройство, содержащее сушильную камеру, тележки подачи кирпича в сушильную камеру, воздуховод подачи горячего воздуха, воздуховод подачи холодного воздуха, смеситель горячего и холодного воздуха, воздуховоды подачи воздуха непосредственно в сушильную камеру, заслонка подачи холодного воздуха, заслонка подачи горячего воздуха, распределенная заслонка (а.с. СССР №1497015, МПК4 В 28 В 15/00, Бюл. №28, 1988 г.).
Недостаток этого устройства состоит в том, что оно не обеспечивает равномерности сушки кирпича.
Задачей изобретения является повышение производительности процесса и качества керамических изделий путем автоматизации процесса сушки.
Поставленная цель достигается тем, что в известное устройство, содержащее сушильную камеру, тележки подачи кирпича в сушильную камеру, воздуховод подачи горячего воздуха, воздуховод подачи холодного воздуха, смеситель горячего и холодного воздуха, воздуховоды подачи воздуха непосредственно в сушильную камеру, заслонку подачи холодного воздуха, заслонку подачи горячего воздуха, распределенную заслонку, систему автоматического управления, причем система автоматического управления включает в себя датчик температуры, датчик влажности, датчик положения тележки подачи кирпича, концентратор, передатчик, установленные на тележках подачи кирпича в сушильную камеру, на заслонке горячего воздуха установлен привод управления заслонкой горячего воздуха, на заслонке подачи холодного воздуха установлен привод управления заслонкой подачи холодного воздуха, на распределенных заслонках установлены приводы управления распределенных заслонок и приемники, блок управления приводами заслонки подачи горячего воздуха, заслонки подачи холодного воздуха и распределенных заслонок, причем выход воздуховода подачи горячего воздуха через заслонку подачи горячего воздуха, а выход воздуховода подачи холодного воздуха через заслонку подачи холодного воздуха соединены с входом смесителя горячего и холодного воздуха, выход которого через распределенные заслонки соединен с входами воздуховодов подачи воздуха непосредственно в сушильную камеру, выходы которых соединены с входами сушильной камеры, на тележке подачи кирпича в сушильную камеру установлены датчик температуры, выход которого подключен к первому входу концентратора, датчик влажности, выход которого подключен к второму входу концентратора, датчик положения тележки подачи кирпича, выход которого подключен к третьему входу концентратора, выход концентратора подключен к входу передатчика, выход передатчика подключен к входу приемника, выход которого подключен к входу блока управления приводами заслонки подачи горячего воздуха, заслонки подачи холодного воздуха и распределенных заслонок, выходы которого подключены к входу привода управления заслонкой подачи холодного воздуха, выход которого соединен с входом заслонки подачи холодного воздуха, к входу привода управления заслонкой подачи горячего воздуха, выход которого соединен с входом заслонки подачи горячего воздуха, входам приводов управления распределенными заслонками, выходы которых соединены с входами распределенных заслонок, выходы которых соединены с входами сушильной камеры.
В устройстве автоматизированной линии сушки керамических изделий тележки подачи кирпича, сушило, датчики температуры и влажности, передатчики, распределенные заслонки используются по своему прямому назначению и широко известны в строительстве. Однако совокупность соединений, указанная выше, в патентной и научно-технической литературе не обнаружены.
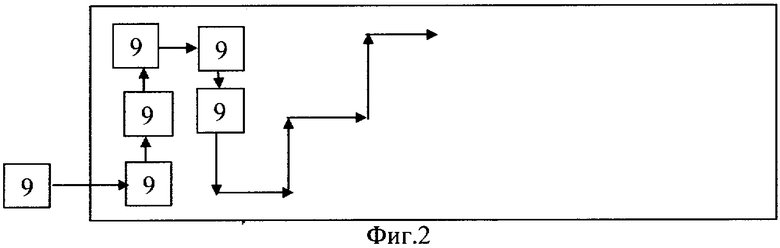
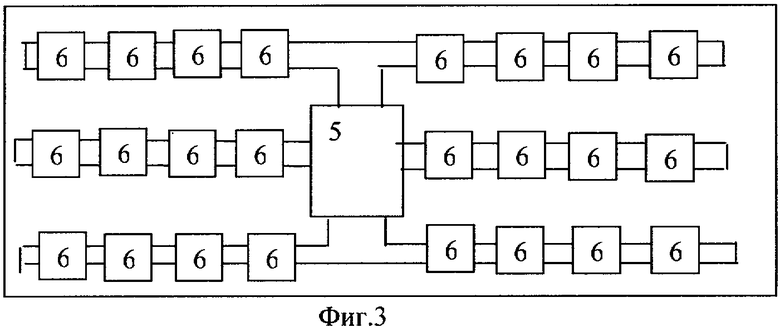
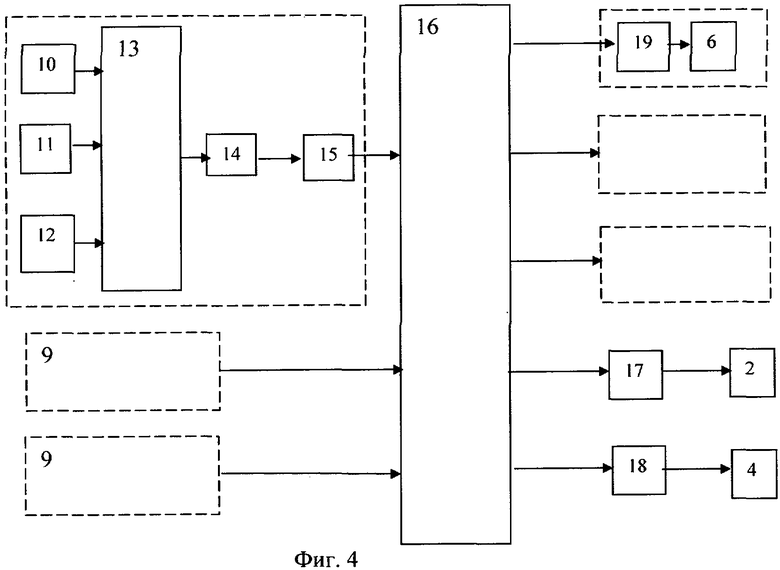
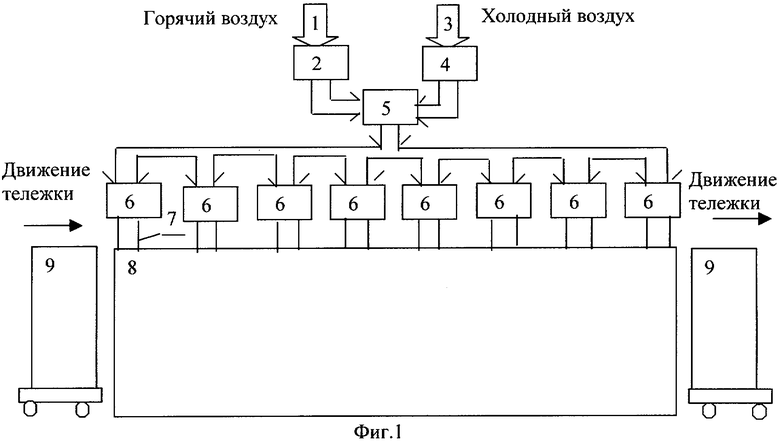
Сущность предлагаемого изобретения поясняется чертежами, где на фиг.1 представлена сушильная камера, на фиг.2 представлено движение тележки в сушильной камере, на фиг.3 представлен вид сверху сушильной камеры, а на фиг.4 представлена структурная схема.
Автоматизированная линия сушки керамических изделий содержит воздуховод подачи горячего воздуха 1, соединенный через заслонку подачи горячего воздуха 2, а воздуховод подачи холодного воздуха 3, соединенный через заслонку подачи холодного воздуха 4 с входом смесителя горячего и холодного воздуха 5, выход которого через распределенные заслонки 6 соединен с входами воздуховодов подачи воздуха непосредственно в сушильную камеру 8, выходы которых соединены с входами сушильной камеры 8, на тележке 9 подачи кирпича в сушильную камеру установлены датчик температуры 10, выход которого подключен к первому входу концентратора 13, датчик влажности 11, выход которого подключен к второму входу концентратора 13, датчик положения тележки подачи кирпича 12, выход которого подключен к третьему входу концентратора 13, выход концентратора 13 подключен к входу передатчика 14, выход передатчика 14 подключен к входу приемника 15, выход которого подключен к входу блока управления приводами заслонки подачи горячего воздуха, заслонки подачи холодного воздуха и распределенных заслонок 16, выходы которого подключены к входу привода управления заслонкой подачи холодного воздуха 18, выход которого соединен с входом заслонки подачи холодного воздуха 4, к входу привода управления заслонкой подачи горячего воздуха 17, выход которого соединен с входом заслонки подачи горячего воздуха 2, входам приводов управления распределенными заслонками 19, выходы которых соединены с входами распределенных заслонок 6, выходы которых соединены с входами сушильной камеры 8.
Автоматизированная линия сушки керамических изделий работает следующим образом.
Тележка 9 с влажным кирпичом поступает в сушильную камеру 8, при этом процесс сушки управляется изменением положения именно той заслонки, под которой находится тележка в данный момент времени.
Информация о температуре с датчика температуры 10 и влажности с датчика влажности 11 в области нахождения тележки подачи кирпича в сушильную камеру 8 через концентратор 13 и передатчик 14 по радиоканалу подаются на приемник 15 и блок управления приводами заслонки подачи горячего воздуха, заслонки подачи холодного воздуха и распределенных заслонок 16. Блок управления приводами заслонки подачи горячего воздуха, заслонки подачи холодного воздуха и распределенных заслонок 16 формирует сигнал для привода управления распределенными заслонками 19 именно той распределенной заслонки 6, где в настоящее время находится тележка 9 подачи кирпича в сушильную камеру 8, формирует управляющие сигналы для привода управления заслонкой подачи горячего воздуха 17, для привода управления заслонкой подачи холодного воздуха 18, исходя из общего объема расхода воздуха, определяемого положением всех распределенных заслонок 6, а также температурой подаваемого воздуха под распределенными заслонками 6.
Таким образом, подача воздуха на каждую тележку 9 подачи кирпича в сушильную камеру 8 определяется именно тем значением температуры и влажности, которые измеряются в месте нахождения тележки.
Применение предлагаемой автоматизированной линии позволило снизить процент брака, уменьшить энергозатраты на 5%, повысить производительность на 3%.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИНИЯ ПРОГРАММНОЙ СУШКИ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 2004 |
|
RU2255861C1 |
| СПОСОБ СУШКИ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 2015 |
|
RU2615201C2 |
| СПОСОБ СУШКИ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 2020 |
|
RU2751325C1 |
| АВТОМАТИЗИРОВАННАЯ СИСТЕМА КОНТРОЛЯ СУШКИ КИРПИЧА | 2006 |
|
RU2322345C1 |
| АВТОМАТИЗИРОВАННАЯ СИСТЕМА КОНТРОЛЯ СУШКИ КИРПИЧА | 2004 |
|
RU2267725C1 |
| СПОСОБ СУШКИ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 2020 |
|
RU2743979C1 |
| СПОСОБ КОНТРОЛЯ СУШКИ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 2020 |
|
RU2738532C1 |
| СПОСОБ КОНТРОЛЯ СУШКИ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 2020 |
|
RU2763651C1 |
| СПОСОБ СУШКИ ОТФОРМОВАННОГО КИРПИЧА-СЫРЦА | 2020 |
|
RU2742163C1 |
| Термоэлектрическая сушилка | 2020 |
|
RU2749682C1 |
Изобретение относится к области производства керамических изделий, более точно к автоматизации линий сушки кирпича. Техническим результатом является повышение производительности процесса и качества сушки керамических изделий. Для этого линия содержит сушильную камеру, тележки подачи кирпича в сушильную камеру, воздуховод подачи горячего воздуха, воздуховод подачи холодного воздуха, смеситель горячего и холодного воздуха, воздуховоды подачи воздуха непосредственно в сушильную камеру, заслонку подачи холодного воздуха, заслонку подачи горячего воздуха, распределенную заслонку, систему автоматического управления. Причем система автоматического управления включает в себя датчик температуры, датчик влажности, датчик положения тележки подачи кирпича, концентратор, передатчик, установленные на тележках подачи кирпича в сушильную камеру, на заслонке горячего воздуха установлен привод управления заслонкой горячего воздуха, на заслонке подачи холодного воздуха установлен привод управления заслонкой подачи холодного воздуха, на распределенных заслонках установлены приводы управления распределенных заслонок и приемники, блок управления приводами заслонки подачи горячего воздуха, заслонки подачи холодного воздуха и распределенных заслонок. Причем выход воздуховода подачи горячего воздуха через заслонку подачи горячего воздуха, а выход воздуховода подачи холодного воздуха через заслонку подачи холодного воздуха соединены с входом смесителя горячего и холодного воздуха, выход которого через распределенные заслонки соединен с входами воздуховодов подачи воздуха непосредственно в сушильную камеру, выходы которых соединены с входами сушильной камеры. Выход датчика температуры подключен к первому входу концентратора, выход датчика влажности подключен к второму входу концентратора, выход датчика положения тележки подачи кирпича подключен к третьему входу концентратора, выход концентратора подключен к входу передатчика, выход передатчика подключен к входу приемника, выход которого подключен к входу блока управления приводами заслонки подачи горячего воздуха, заслонки подачи холодного воздуха и распределенных заслонок, выходы которого подключены к входу привода управления заслонкой подачи холодного воздуха, выход которого соединен с входом заслонки подачи холодного воздуха, к входу привода управления заслонкой подачи горячего воздуха, выход которого соединен с входом заслонки подачи горячего воздуха, к входам приводов управления распределенных заслонок, выходы которых соединены с входами распределенных заслонок, выходы которых соединены с входами сушильной камеры. 4 ил.
Автоматизированная линия сушки керамических изделий, содержащая сушильную камеру, тележки подачи кирпича в сушильную камеру, воздуховод подачи горячего воздуха, воздуховод подачи холодного воздуха, смеситель горячего и холодного воздуха, воздуховоды подачи воздуха непосредственно в сушильную камеру, заслонку подачи холодного воздуха, заслонку подачи горячего воздуха, распределенную заслонку, систему автоматического управления, отличающаяся тем, что система автоматического управления включает в себя датчик температуры, датчик влажности, датчик положения тележки подачи кирпича, концентратор, передатчик, установленные на тележках подачи кирпича в сушильную камеру, на заслонке горячего воздуха установлен привод управления заслонкой горячего воздуха, на заслонке подачи холодного воздуха установлен привод управления заслонкой подачи холодного воздуха, на распределенных заслонках установлены приводы управления распределенных заслонок и приемники, блок управления приводами заслонки подачи горячего воздуха, заслонки подачи холодного воздуха и распределенных заслонок, причем выход воздуховода подачи горячего воздуха через заслонку подачи горячего воздуха, а выход воздуховода подачи холодного воздуха через заслонку подачи холодного воздуха соединены с входом смесителя горячего и холодного воздуха, выход которого через распределенные заслонки соединен с входами воздуховодов подачи воздуха непосредственно в сушильную камеру, выходы которых соединены с входами сушильной камеры, на тележке подачи кирпича в сушильную камеру установлены датчик температуры, выход которого подключен к первому входу концентратора, датчик влажности, выход которого подключен к второму входу концентратора, датчик положения тележки подачи кирпича, выход которого подключен к третьему входу концентратора, выход концентратора подключен к входу передатчика, выход передатчика подключен к входу приемника, выход которого подключен к входу блока управления приводами заслонки подачи горячего воздуха, заслонки подачи холодного воздуха и распределенных заслонок, выходы которого подключены к входу привода управления заслонкой подачи холодного воздуха, выход которого соединен с входом заслонки подачи холодного воздуха, к входу привода управления заслонкой подачи горячего воздуха, выход которого соединен с входом заслонки подачи горячего воздуха, к входам приводов управления распределенных заслонок, выходы которых соединены с входами распределенных заслонок, выходы которых соединены с входами сушильной камеры.
| Линия формования, сушки и садки керамических изделий | 1987 |
|
SU1497015A1 |
| SU 1621310 А1, 23.06.1992 | |||
| Линия сушки керамических изделий | 1984 |
|
SU1213324A1 |
| Автоматическая линия формования и сушки керамических изделий | 1978 |
|
SU764985A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ, ОБЖИГОВАЯ МНОГОЩЕЛЕВАЯ ШАХТНАЯ ПЕЧЬ ДЛЯ СТРОИТЕЛЬНЫХ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ И СУШИЛЬНАЯ КАМЕРА ДЛЯ СТРОИТЕЛЬНЫХ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 1993 |
|
RU2046708C1 |
| СПОСОБ СУШКИ ИЗДЕЛИЙ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2199810C2 |
| US 4225301 A, 30.09.1980 | |||
| GB 1112792 A, 08.05.1968. | |||

