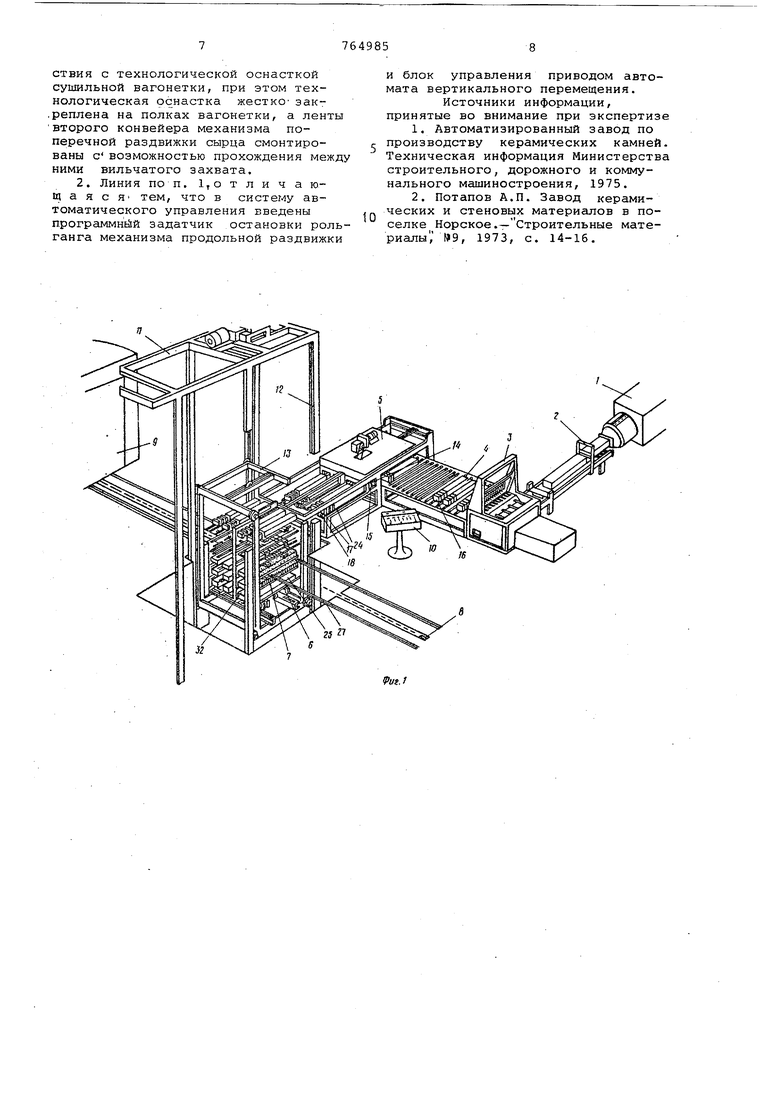
набжена автоматом вертикального шагового перемещения сушильных вагонеток, выполненным из проотранственной рамы с направляющими для перемещения в них клети, несущей сушильную вагонетку, при этом авто мат комплектования и раздвижки сырца состоит из механизма продоль раздвижки, выполненного в виде ро ганга с чередующимися неприводными и приводными роликами, привод которых имеет импульсное включение, смонтированного перпендикулярно механизму продольной раздвижки, механизма поперечной J aздвижки сырца, состоящего из установленны на подъемной раме двух ленточных к вейеров, общим приводным валом и со шкивами меньшего и большего диаметра, а автомат-укладчик сырца выполнен в виде смонтированных на подъемной раме направляющих с уста новленной в них приводной тележко несущей вильчатый захват для взаимодействия с технологической оснасткой сушильной вагонетки, при этом технологическая оснастка жестко закреплена на полках вагоне ки, а ленты второго конвейера механизма поперечной раздвижки сырца смонтированы с возможностью про хождения между ними вильчатого захвата. Кроме того, в систему автоматического управления могут быть введены программный задатчик остановк рольганга механизма продольной р движки и блок управления приводом подъемника автомата вертикального шагового перемещения сушильной вагонетки. На фиг. 1 изображена автоматическая линия, общий вид; на фиг. 2 кинематическая схема узлов и механизмов; на фиг. 3 - схема управлен линии. Автоматическая линия содержит ленточный пресс 1, однострунный автомат 2 отрезки мерного бруса, многострунный автомат 3 резки кирпича, автомат 4 комплектования и раздвижки сырца, автомат-укладчик сырца, сушильные вагонетки б с ком плектом технологической оснастки (рейки, рамки) 7, толкатель 8 вагонеток, сушило 9, систему 10 автоматического управления (пульт управления) и автомат 11 вертикального шагового перемещения сушильной вагонетки 6, выполненный в виде пространственной рамы с направляющими 12, в которых установлена подъемная клеть 13. Автомат 4 комплектования и раздвижки сырца состоит из механизма 14 продольной раздвижки, выполненн в виде рольганга с чередующимися п водными 15 и неприводными роликами 16 и связанного с ним механизма 1 поперечной раздвижки сырца, который смонтирован на подъемной раме 18 и представляет собой два последовательно установленных ленточных конвейера 19 и 20, имеющих общий приводной вал 21, причем приводной шкив 22 второго конвейера 20 выполнен с большим диаметром, чем приводной шкив первого конвейера 19. Автомат-укладчик 5 сырца смонтирован на подъемной раме 23, имеющей направляющие 24 с установленной в ных приводной тележкой 25 с приводом 26, несущей вильчатый захват 27. Подъемные рамы 18 и 23 (см.фиг.2) перемещаются при помощи рычажных, механизмов 28 и 29 и исполнительных цилиндров 30 и 31. Технологическая оснастка (рейки, рамки) 7 жестко закреплены на полках 32 сушильной вагонетки 6, а вильчатый захват 27 смонтирован с возможностью прохождения между несущими лентами второго конвейера 20 механизма 17 поперечной раздвижки сырца и жестко закрепленными рейками сушильной вагонетки. При этом система 10 автоматического управления линии содержит блок 33 программного задатчика остановки привода 34 рольганга механизма 14 продольной раздвижки сырца с элементами логики ИЛИ-НЕ (на чертеже не показаны) и датчиком 35 контроля положения разрезанного бруса, датчиком 36 контроля величины шага при импульсном включении привода 34 рольганга механизма продольной, раздвижки сырца 14, датчиком 37 - контроля исходного положения механизма продольной раздвижки и датчиком 38 контроля верхнего положения ленточных конвейеров 19 и 20, ajтакже блок 39 управления приводом 40 подъемника автомата вертикального шагового перемещения сушильной вагонетки с элементами логики ИЛИ-НЕ (на чертеже .не показаны и датчиком 41 ко.нтроля величины шага подъемника, датчиком 42 контроля исходного. положения подъемника, датчиком 43 - контроля исходного, положения вильчатого захвата 27, а также фотодатчик 44 фактического положения полок сушильной вагонетки перед загрузкой и устройство 45 остановки перемещаемой клети 13. Блок 39 включающий элементы логикиИЛИ-НЕ (на чертеже не показаны) обеспечивает двухрежимную работу привода 49 подъемника автомата вертикального шагового перемещения сушильной вагонетки: в рабочем режиме по скорости перемещениявагонетки и на ползучей скорости . Механическая часть системы 10 автоматического управления состоит из зубчатого диска 45 и флажка 46, закрепленных на выходном валу 47 привода 34 рольганга механизма 14 продольной раздвижки сырца. Диск 45 имеет четыре зубца, а флажок 46один зубец,которые взаимодействуют соответственно с датчиками 36 и 37 (см. фиг. 3). Автоматическая линия работает следующим образом. При выходе разрезанного бруса из многострунного автомата 3 срабатыва датчик 35 и подает сигнал на включе ние привода 34 рольганга механизма продольной раздвижки сырца 14. Шаг раздвижки определяется диском 45, а исходное положение рольганга - флажком 46, которые соответственно взаимодействуют с датчиками 35 и 3 При этом сигналы проходят через бло 33 с элементами логики ИЛИ-НЕ (на чертеже не показаны), и выдается команда на привод 34 механизма продольной раздвижки сырца 14 (обратна связь показана пунктиром). После завершения продольной раздвижки сырца механизмом поперечной раздвижки сырца 17 осуществляется поперечная раздвижка рядов сырца. Датчик 38 дает сигнал на подъем конвейеров 19 и 20 и на остановку п вода 34. Датчик 38 контролирует так же верхнее положение несущих лент конвейера 19 и 20. Сырец снимается с механизма продольной раздвижки 14 за счет подъема ленточного конвейера 19 механизма поперечной раздвижки 17, а непосредственная- раздвижка сырца в поперечном направлении осуществляется за счет, ускоренного движения второго ленточного конвейера 20, имеющего приводной шкив 22 большего диаметра Со второго ленточного конвейера 20 карта изделий , переносится вильчатым захватом 27 автомата-укладчик 5 на закрепленную на полках сушил ной вагонетки технологическую оснастку (рейки) 7. При этом вильчаты захват 27 проходит между несущими лентами конвейера 20 и снимает с ни сырец. Садка кирпича-сырца на полки сушильной вагонетки 6 осуществляетс за счет снижения вильчатого захва. та и последующего его вывода через конструктивный зазор, обусловленный высотой реек, закрепленных на полках вагонетки. Перемещение вагонетки на шаг полок при. многоярусной безрамочно загрузке осуществляется автоматом 1 вертикального шагового перемещения сушильной вагонетки, а контроль фактического положения полок перед загрузкой обеспечивается средствам автоматики, в чйсттюстифотодатчиком 44. Шаг вертикального перемещения сушильной вагонетки 6 при загрузке полок сырцом определяется устройст 45 остановки подъемной клети 13. Подъем клети с сушильной вагонеткой осуществляется приводом 40 автомата вертикального шагового перемещения 11 вагонетки 6. Этот шаг, обусловленный шагом полок 32 определяется соответственно сигналами датчиков 41,42, .43, и фотодатчика 44. При этом фактическое положение полки перед загрузкой фиксируется фотодатчиком 44, а положение вильчатого захвата 27 контролируется датчиком 43. Такая схема контроля обеспечивает точное выставление полок сушильной вагонетки относительно вильчатого захвата в позиции загрузки реек сырцом. Загруженные вагонетки передвигаются толкателем 8 по рельсовому пути в сушило 9. Цикл повторяется в автоматическом режиме, а пуск,--о.становка , и контроль за работой линии прриз- водится оператором с пульта управления 10. Таким образом,осуществляется безрамочная укладка сырца на сушильные вагонетки. Формула изобретения 1. Автоматическая линия формования и сушки керамических изделий, содержащая установленные в технологической последовательности ленточный пресс, однострунный автомат отрезки мерного бруса, многострунный автомат резки кирпича, автомат комплектования и раздвижки йьлрца, автомат-у кладчик сырца, сушильные вагонетки с комплектом технологической оснастки, толкатель вагонеток, сушило и систему автоматического управления, отличающаяся тем, что, с цельюповышения эффективности производства и снижения металлоемкости, оборудования, она снабжена автоматом вертикошьного шагового перемещения сушильных вагонеток, выполненным из пространственной рамы с направляющими для перемещения в них клети, несущей сушильную вагонетку, при этом автомат комплектования и раздвижки сырца состоит из механизма продЬдтьной раздвижки, выполненного в виде рольгангас чередующимися неприводны-, ми и приводными роликами, привод ко торых имеет импульсное включение, и смонтированного перпендикулярно механизму продольной раздвижки j.. механизма поперечной раздвижки сырца, состоящего из установленных на подьемной раме двухленточных конвейеров, общим приводным валом и со шкивами, меньшего- или большего ди- аметра, .а автомат-укладчик сырца выполнен из смонтированных на подъемной раме направляющих с установленной в них приводной тележкой, несущей вильчатый за}гват для взаимодействия с технологической оснасткой сушильной вагонетки, при этом технологическая оснастка жестко эак.реплена на полках вагонетки, а ленты второго конвейера механизма поперечной раздвижки сырца смонтированы с возможностью прохождения между ними вильчатого захвата,
2. Линия по п. 1,о т л и ч а юЩ а я с Я тем, что в систему автоматического управления введены программной задатчик остановки рольганга механизма продольной раздвижки
и блок управления приводом автомата вертикального перемещения.
Источники информации, принятые во внимание при экспертизе
1.Автоматизированный завод по производству керамических камней. Техническая информация Министерства строительного, дорожного и коммунального машиностроения, 1975.
2.Потапов А.П. Завод керамических и стеновых материалов в поселке Норское.- строительные материалы, №9, 1973, с. 14-16.

| название | год | авторы | номер документа |
|---|---|---|---|
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ФОРМОВКИ И СУШКИ КЕРАМИЧЕСКОГО КИРПИЧА ПЛАСТИЧЕСКОГО ФОРМОВАНИЯ | 2013 |
|
RU2534283C2 |
| Линия формования и укладки керамических изделий на сушильную вагонетку | 1984 |
|
SU1174272A1 |
| Установка для резки и укладки кирпича на сушильные вагонетки | 1980 |
|
SU921860A1 |
| Установка для укладки кирпича на полки сушильной вагонетки | 1990 |
|
SU1784465A1 |
| Установка для резки и укладки кирпича-сырца на консольные вагонетки | 1983 |
|
SU1144888A1 |
| ЛИНИЯ ФОРМОВАНИЯ, СУШКИ И САДКИ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 1993 |
|
RU2087309C1 |
| Установка для резки и укладки кирпича-сырца на консольные сушильные вагонетки | 1981 |
|
SU1022814A1 |
| Поточная линия | 1975 |
|
SU590142A1 |
| Установка для резки и укладки кирпича на сушильные вагонетки | 1985 |
|
SU1294621A1 |
| Установка для многоструйной резки и укладки кирпича на сушильные вагонетки | 1986 |
|
SU1414653A1 |

IS
31
