Изобретение относится к области техники, связанной с обжигом природных материалов и изделий из них, и может быть использовано при производстве строительных материалов, в частности керамических кирпичей.
Известен способ сушки капиллярно-пористых материалов путем непрерывного их обдува газообразным теплоносителем (А.С. №1698224 А1, кл. С 04 В 33/30, F 26 B 3/04).
Известен способ сушки кирпича-сырца и керамических камней (Сайбулатов С.Ж. Производство керамического кирпича. - М.: Стройиздат. 1989.-с.: 200 ил. - (Повышение мастерства рабочих строительства и промышленности строительных материалов) - двухстадийный способ сушки, предусматривающий импульсную (ритмичную) сушку теплоносителя в период усадки, когда обдув изделий теплоносителем чередуется с прекращением подачи теплоносителя, и непрерывную подачу в процессе досушки изделий.
Однако каждый из упомянутых способов позволяет контролировать только завершение или промежуточные стадии процесса сушки по мере уменьшения содержания влаги в высушиваемом кирпиче. Образование трещин, выкрашивание и иные механические разрушения в кирпичах перечисленные методы не выявляют, что не позволяет своевременно выводить из дальнейшего процесса бракованные изделия (кирпичи) и менять режим сушки или режим приготовления компонентов сырца и собственно формования при обнаружении брака в изделиях.
Известен способ сушки строительных изделий, включающий операцию вакуумирования, необходимую для интенсификации процесса [Авторское свидетельство СССР № 316675, кл. С 04 В 41/30,1970].
Недостатком такого способа являются сложность устройства для его реализации и повышенная энергоемкость.
Известен способ сушки строительной керамики путем конвекционного нагрева изделий теплоносителем и отвода водяных паров [Лыков А.В Теория сушки. М.: «Энергия»-1968, с.136-147].
Однако режим сушки по зонам устанавливают без учета структурных изменений, происходящих в керамических изделиях при их сушке, что приводит к снижению скорости сушки и не позволяют полностью исключить сушильные трещины на кирпиче-сырце, изготовленном пластическим формованием, так как при конвективных способах сушки возникают значительные влажностные градиенты по толщине и объему изделия, особенно в поверхностной его зоне. Низкое качество подверженных сушке по указанному способу керамических изделий связано с тем, что при конвективных способах сушки ввиду испарения влаги с поверхностных слоев изделия без учета структурных изменений, происходящих кирпиче – сырце невозможно избежать высоких влажностные и температурных градиентов, которые и приводят к трещинообразованию.
Наиболее близким по технической сущности является способ, заключающийся в загрузке отформованного сырца – кирпича на вагонетки, в подаче загруженных кирпичом тележек в сушильную камеру, в разогреве и увлажнении их смесью потоков горячего и холодного воздуха, в регулировании скорости потоков горячего или холодного воздуха степенью открытия заслонок горячего или холодного воздуха, в перемещении вагонеток по сушилке, в измерении температуры теплоносителя и кирпича, во взвешивании тележки с кирпичом на каждой из позиций, в сравнении веса кирпича с задатчиком снижения веса, в сравнении температуры с задатчиком температуры и в использовании результатов контроля для автоматического управления процессом сушки (патент РФ №2267725, опубл. 10.01.2006, МПК8. Бюл. №01).
Недостаток этого способа состоит в том, что реализация системы автоматического управления сложна, так как диктует необходимость для каждого из датчиков проводной системы передачи информации в систему управления, требует множество различных электронных блоков для обработки информации и выработки управляющих команд на приводы заслонок. Кроме того способ-прототип не обеспечивает равномерности сушки кирпича, что снижает его качество.
Задачей изобретения является упрощение способа и обеспечение условий для равномерной сушки всего кирпича на тележке.
Поставленная задача решается за счет того, что в способе сушки кирпича, заключающемся в загрузке отформованного сырца – кирпича на вагонетки, в подаче загруженных кирпичом тележек в сушильную камеру, в разогреве и увлажнении их смесью потоков горячего и холодного воздуха, в регулировании скорости потоков горячего или холодного воздуха степенью открытия заслонок горячего или холодного воздуха, в перемещении вагонеток по сушилке, в измерении температуры теплоносителя и кирпича, во взвешивании тележки с кирпичом на каждой из позиций, в сравнении веса кирпича с задатчиком снижения веса, в сравнении температуры с задатчиком температуры и в использовании результатов контроля для автоматического управления процессом сушки, при этом автоматическое управление процессом сушки осуществляют с использованием нечеткой логики, для чего в систему сушки дополнительно вводят маршрутизатор с антенной, регулируемые блоки управления приводами заслонок, нечеткий контроллер, содержащий блок базы знаний (правил), блок фаззификации, логический блок, блок дефаззификации, блок принятия решений и выработки управляющих воздействий. Для реализации способа снимают опорные графики изменения температуры кирпича, влагосодержания в кирпиче, скорости сушки типового технологического процесса, протекающего в нормальном заданном технологической документацией режиме, и вводят указанные графики в блок базы знаний в виде правил нечеткого контроллера, измеряют в процессе процесса сушки влажность кирпича, путем непрерывного контроля разности веса кирпича на разных позициях, результаты измерений подают через маршрутизатор с антенной на вход устройства нормировки, в котором определяют скорость испарения влаги и перепад температуры между средой и кирпичом, эти данные передают в нечеткий микроконтроллер, где их фаззифицируют, обрабатывают в логическом устройстве на основе базы знаний (правил) микроконтроллера, после чего полученные данные дефаззифицируют, преобразуют их в управляющие воздействия, которые поступают на вход приводов заслонок горячего и холодного воздуха и корректируют режимы работы упомянутых приводов в оптимальном направлении процесса, при котором для исключения или предотвращения возникновения трещин в кирпиче, соблюдается динамическое равновесие между количеством испаренной с поверхности кирпича влаги и её количеством, подходящей из кирпича к его поверхности влаги под действием диффузионных процессов.
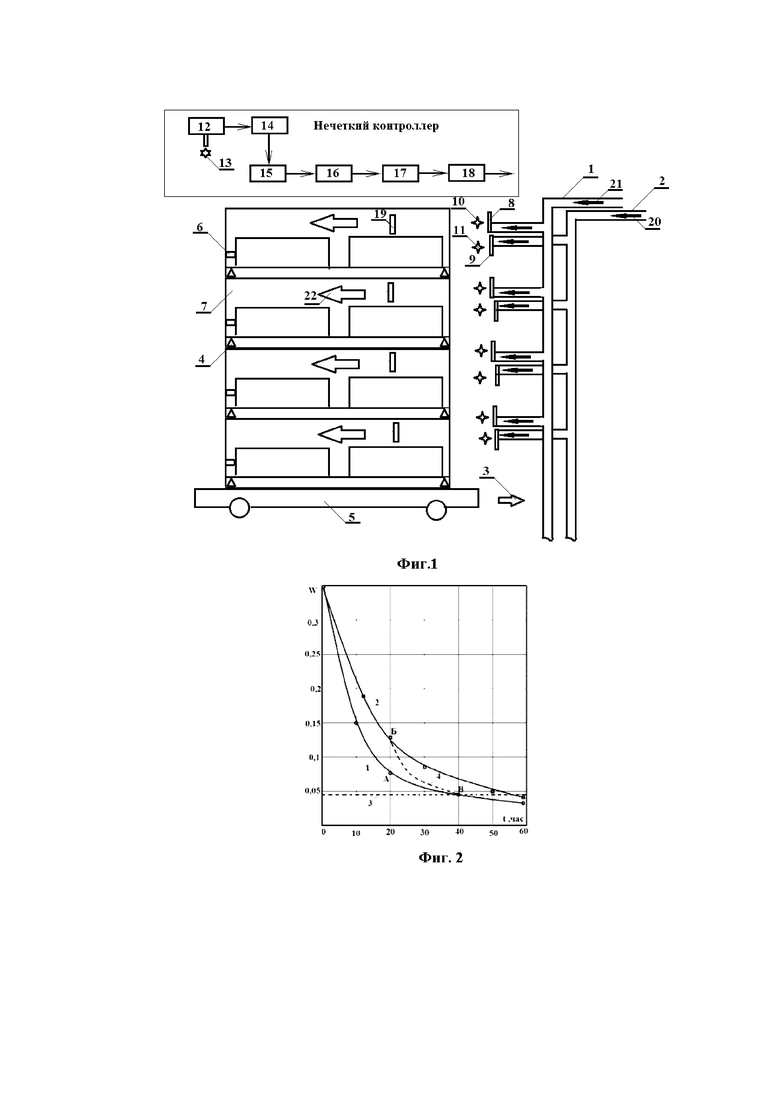
На фиг.1 схематически представлен процесс сушки кирпичей. На фиг. 1 введены следующие обозначения: 1 - воздуховод горячего воздуха; 2 - воздуховод холодного воздуха; стрелками (позиция 3) обозначено направление перемещения тележек; 4- датчики веса; 5 - вагонетки с сырьем; 6 - датчики температуры и влажности кирпича; 7 –воздушные прослойки между слоями кирпича; 8 и 9 заслонки горячего воздуха и увлажнителя, соответственно; 10 и 11 - вентиляторы горячего и холодного воздуха, соответственно; 12 - маршрутизатор с антенной 13; 14 - блок базы знаний и правил; 15- блок фаззификации; 16 - логическое устройство; 17 - блок дефаззификации; 18- регулируемый блок управления приводами заслонок; 19 - датчики температуры и влажности среды; 20 - направление движения теплоносителя; 21 - направление движения увлажнителя; 22 - направление движение смеси теплоносителя и холодного воздуха в воздушной прослойке.
На фиг. 2 представлены графики изменения влагосодержания кирпича в процессе сушки. На фиг 2 введены следующие обозначения: 1 – прогнозируемый процесс сушки; 2 – реальный процесс сушки; 3 – желаемый процесс сушки; 4 – корректируемый процесс сушки.
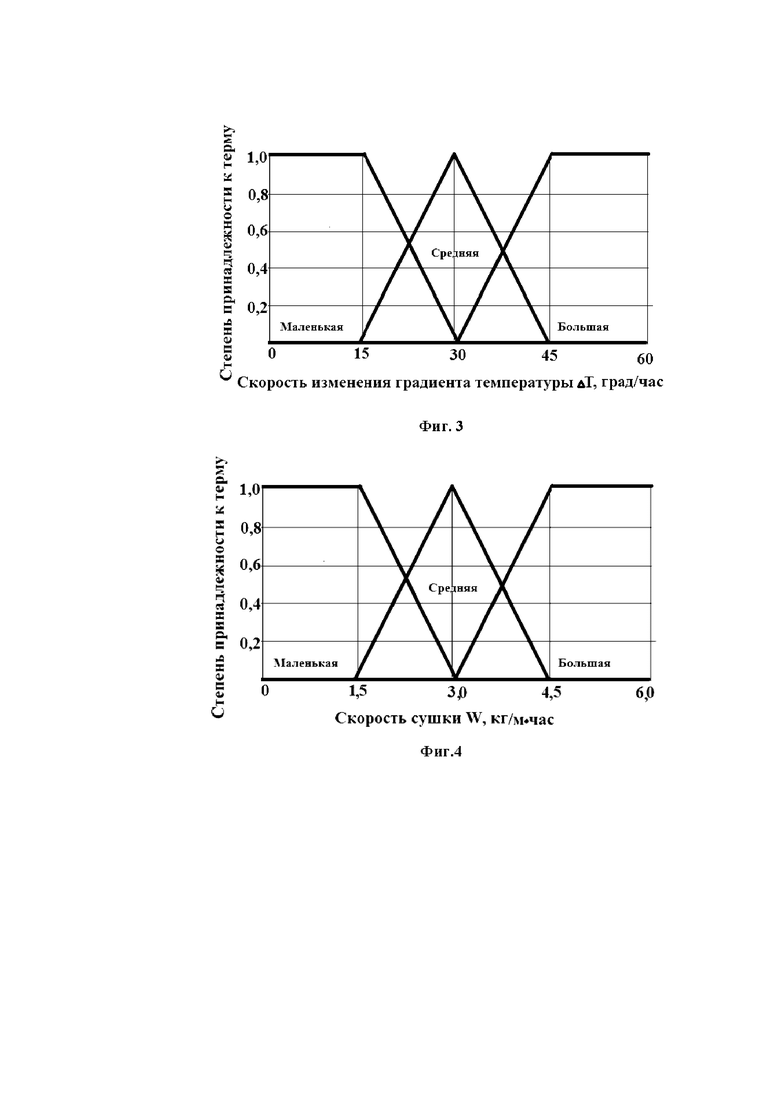
На фиг. 3 приведены термы для входной переменной «влажность», а на фиг. 4 - для входной переменной «температура».
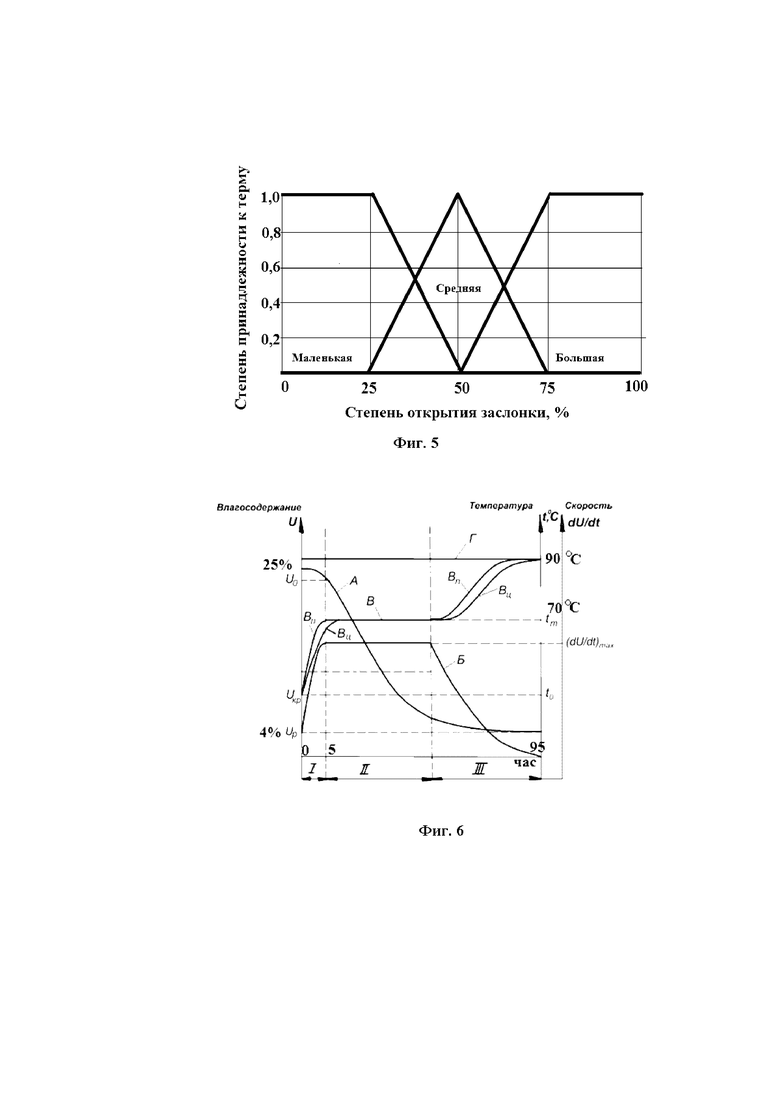
На фиг. 5 приведены нечеткие выходные термы управления перемещением заслонок горячего и холодного воздуха.
На фиг. 6. Представлены опорные графики изменения параметров сушки кирпича, предписанные правильным технологическим процессом. На фиг. 6 введены следующие обозначения: А – изменение влагосодержания (кривая сушки); Б – кривая скорости сушки; В – кривая температуры; Г – температура теплоносителя; U0 – начальное влагосодержание; Up – равновесное влагосодержание; Uкр – критическое влагосодержание; t0 – начальная температура сушки; tm – температура мокрого термометра; Bn – температура поверхности кирпича; Bц – температура центра материала.
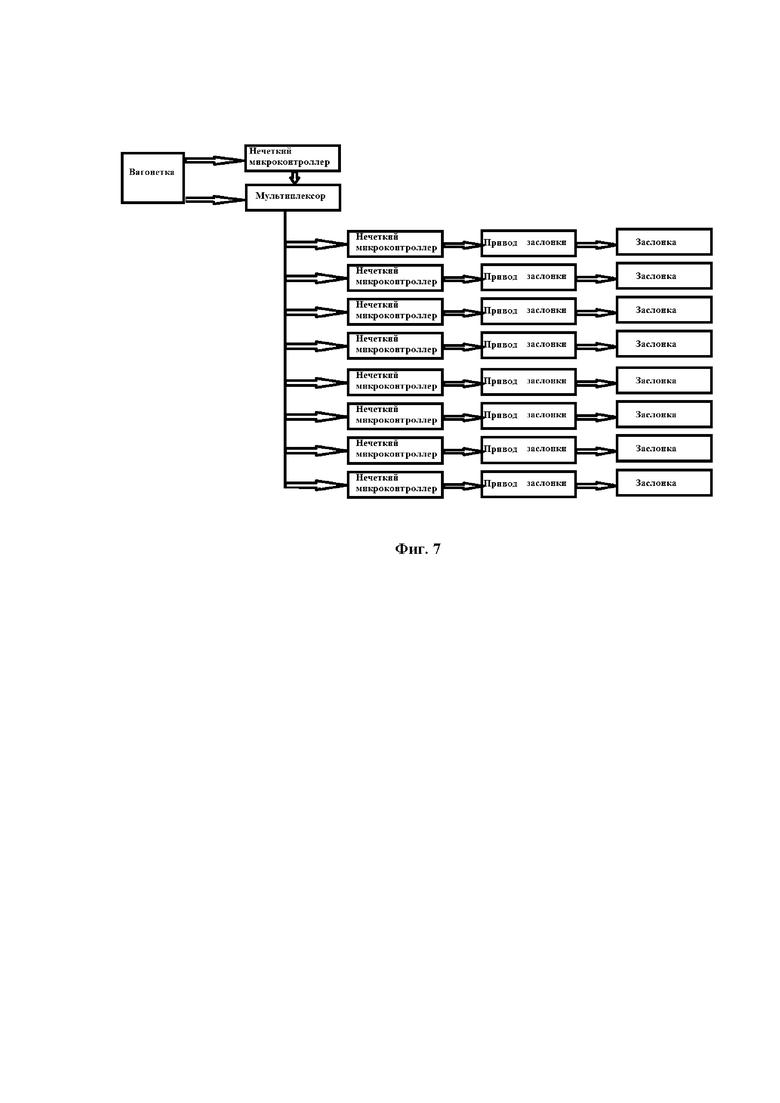
На фиг. 7 показана реализация данной схемы способа нечеткого управления сушкой кирпича.
Сущность изобретения заключается в следующем.
Современный технологический процесс производства керамического кирпича отличается высокой степенью сложности, изготовление которого включает в себя следующие основные этапы: подготовка смеси; формовка кирпича; сушка кирпича и обжиг.
Одним из наиболее ответственных и трудоемких является технологический этап сушки кирпича. Этот технологический процесс характеризуются высокой сложностью и множеством факторов, оказывающих влияние на качество выпускаемой продукции.
Научные исследования и практика показывает, что целесообразно управлять процессом сушки посредством изменения параметров теплоносителя. Возможные управляющие воздействия, основные дестабилизирующие факторы и показатели качества технологического процесса следующие:
факторы, характеризирующие сырье как объект сушки: химический состав
- глины, геометрические размеры;
- возможные управляющие воздействия: расход теплоносителя, его температура, расход воздуха, температура и влажность воздуха;
- основные возмущающие воздействия: начальная влажность воздуха, начальная температура сырья, нестабильность удельной массы сырья, неравномерность подачи воздуха;
- оперативные показатели: отсутствие повреждений, потеря массы, температура на выходе.
Керамические кирпичи, изготовленные пластическим методом, содержит влагу, которая должна быть удалена, чтобы придать им механическую прочность и подготовить к обжигу. Соблюдение технологии сушки и выдержка контрольных параметров процесса в высокой степени влияют на качество конечной продукции. Именно после сушки отбраковывается значительная часть высушенного кирпича - сырца, которая поступит уже в другое производство как отходы от производства керамического кирпича. Сушку кирпича производят только конвективным методом, т.е. методом при котором влага испаряется вследствие теплового обмена между изделием и теплоносителем. Теплоносителем для сушки служит горячий воздух, отбираемый из зоны охлаждения туннельной печи. Этот теплоноситель движется от вентилятора туннельной печи по трубопроводу 1 (фиг.1 направление движения показано стрелкой 20), затем забирается вторым вентилятором и подается в сушила. Отбор теплоносителя производится двумя вентиляторами. Количество подачи теплоносителя по туннелям регулируется степенью открытия шиберов 8 на подаче и отборе теплоносителя, а также вентиляторами 10 .
Скорость теплоносителя в типовых туннелях составляет 2–3 м/сек, относительная влажность — 85–92%. В заявляемом способе эта скорость может изменятся регулируемыми вентиляторами 10. Температура теплоносителя: начальная— 30–35o, конечная — 50–56o.
Процесс сушки характеризуется следующими основными факторами:
- скоростью перемещения влаги внутри материала;
- скоростью влагоотдачи с поверхности материала в окружающую среду;
- усадочными напряжениями, обусловленными неравномерным распределением влажности внутри материала.
В результате испарения влаги с поверхности изделия влага из глубинных слоев перемещается на его поверхность. Этот процесс называют внутренней диффузией.
Наилучшие условия сушки создаются при одинаковой скорости внешней и внутренней диффузий.
Процесс сушки делится на три периода: нагрева изделий, постоянной скорости сушки и замедленной скорости сушки. Изменение характеристик процесса сушки, предписанных регламентом технологической документации, схематически приведен на графиках фиг. 6 В период нагрева тепло, подводимое к материалу теплоносителем, расходуется на подогрев изделия от начальной температуры до температуры теплоносителя.
В первый период сушки удаление влаги происходит с постоянной интенсивностью:
m=
где m –интенсивность испарения кг/м2ч; W – испаренная влага, кг; F – площадь поверхности испарения, м2; τ- время испарения, ч.
Сушка кирпича в сушильных камерах происходит при температуре от 90 до 100oС.
Продольная циркуляция теплоносителя в системах сушилки обеспечивается вентиляторами 10 и 11. Регулирование его количества и скорость перемещения по туннелю осуществляется с помощью вмонтированных у перекрытия сушилки заслонок 8 и 9 и вентиляторов 10 и 11. Регулируемые вентиляторы обеспечивают его циркуляцию в поперечном направлении каналов агрегата, равномерно обдувая сырец. В сушильной камере размеры кирпича в результате усадки уменьшаются (на 5-10%). Нагретый воздух отсасывается из обжиговой печи отжига кирпича эксгаустером (вентилятором) и подаётся в сушильную камеру. Благодаря постепенному подъёму температуры, в закрытой сушильной камере с течением времени образуются испарения воды без заметного движения воздуха. Это весьма благоприятно влияет на сушку кирпича, особенно из чувствительных к режиму сушки глин в первый период.
Сырец нагревается во влажном воздухе, подаваемым из воздуховода 2 (фиг.1) через заслонки (шиберы) 9 и регулируется вентиляторами 11, за счет чего преждевременного высыхания его поверхности не происходит, а влага равномерно испаряется из всей массы сырца.
Время сушки кирпича-сырца в сушильной камере составляет 85-95 часов.
Схема туннельной сушилки, реализующей заявляемый способ, с системой воздуховодов горячего и холодного воздуха 1 и 2, датчиков веса 4, вагонеток 5, датчиков температуры кирпича и влажности сырья 6 показана на фиг. 1.
Заслонки подачи холодного и горячего воздуха 8 и 9 оснащены приводами управления. Горячий и холодный воздух при помощи регулируемых вентиляторов 10 и 11 подается в сушилку таким образом, чтобы корректировать потерю влаги в разных частях сушилки. Потоки горячего и холодного воздуха регулируются степенью открытия заслонок 8 и 9. Чем больше открыта заслонка, тем больший объем воздуха проходит через открытую заслонку в сушильную камеру. Горячий и холодный воздух через открытые заслонки 8 и 9 поступает в смеситель, где смешиваясь, приобретает требуемую на данный момент времени температуру и влажность.
Перед загрузкой сырья в сушилку измеряется его влажность в установке датчиком 6. В процессе сушки, вагонетки 5 взвешиваются в начале, в середине на разных позициях и в конце сушилки с помощью датчиков веса 4, и по полученным данным рассчитывается влагосодержание кирпича на любой из позиций тележек в сушилке в любой момент времени. Температура, влажность и расход воздуха также измеряется датчиками 19.
Для управления процессом сушки иногда используется математическая модель потери массы сырья по результатам измерения изменения массы Мк. Интенсивность сушки корректируется с использованием контрольных измерений массы вагонеток с сырьем так, чтобы достигалось необходимое влагосодержание в конце технологического процесса при отсутствии дефектов (растрескивания, расслаивания, снижения прочности).
Структура модели динамики среднеобъемного влагосодержания кирпича описывается зависимостью вида:
W(τ)= 
где A, T, С – коэффициенты идентификации, зависящие от условий процесса, τ - текущее время.
Изменение влагосодержания кирпича-сырца в процессе сушки, в упрощенном виде происходит так, как показано на фиг. 2.
Качество процесса управления оценивается функционалом:
J(τ)=∆W
где ∆W – желаемое изменения влагосодержания в процессе сушки; mн– начальная масса сырья; mк– конечная масса сырья; m0– масса абсолютно сухого сырья.
Для расчета коэффициентов идентификации при τ = 0 получаем:
A +C =∆W (0), (4)
Используя уравнение баланса:
получим второе равенство для вычисления коэффициентов А и С:
где τц - продолжительность сушки.
Значение коэффициента C вычисляется в результате совместного решения зависимостей (2) и (4).
В случае несоответствия между прогнозируемым (точка А на фиг. 2) и измеренным экспериментально (точка Б на фиг.2) влагосодержанием в точке повторного взвешивания (20-ый час процесса сушки), модель корректируется. Далее, процесс сушки корректируется так, чтобы достигнуть желаемого влагосодержания (линия 3, фиг. 2) в конце процесса сушки (времени τ4 точка В, фиг. 2) по кривой 4 (фиг. 2). Для этого необходимо выбрать новое значение коэффициента модели Т и изменить параметры подаваемого в сушилку воздуха на основании зависимости ∆T =f(De, Te, 

Предложения по автоматизации кирпично-черепичного производства разработаны с целью повышения качества выпускаемой продукции и других технико-экономических показателей работы тепловых агрегатов, обеспечения оперативной технологической и аварийной сигнализации о ходе технологического процесса, требований безопасности, предупреждения о возникновении аварийных ситуаций за счёт усовершенствования системы контроля и управления. Стремительный скачок в развитии нечетких систем управления оказался не случайным. Простота разработки алгоритмов и дешевизна контроллеров нечеткой логики (Fuzzy Logic Controller, FLC), широкий диапазон применения — от бытовых приборов до управления сложными промышленными процессами — и высокая эффективность нечеткого подхода заставляют проектировщиков все чаще прибегать к этой технологии. При этом происходит подключение человеческой интуиции и опыта оператора.
Управление процессом сушки с применением нечеткой логики по заявляемому способу осуществляется следующим образом.
Загруженная кирпичом-сырцом вагонетка 5 поступает в сушильную камеру, где измеряется датчиками 6 температура и влажность кирпича. Тележка с кирпичом взвешивается на весах (датчик веса 4). Через открытые заслонки 8 и 9 в сушильную камеру поступает горячий воздух (позиция 20)и холодный воздух (позиция 21) из воздуховодов 1 и 2.Потоки горячего и холодного воздуха смешиваясь поступают в сушильную камеру. Температура и влажность смеси теплоносителя, поступающей в сушильную камеру (позиция 22) регулируется потоками холодного и горячего воздуха степенью открытия заслонок 8 и 9. По высоте вагонетки кирпич может прогреваться неравномерно, что отрицательно может сказываться на его качестве. Для того, чтобы этого не происходило в заявляемом способе предлагается загружать кирпич в вагонетку таким образом, чтобы между горизонтальными слоями кирпича были образованы воздушные прослойки 7. Это можно сделать при помощи специально подготовленных кассет, снабженных тензодатчиками 4 и датчиками температуры и влажности 6. Кирпич-сырец предварительно укладывается в кассету, которая после укладки в неё кирпича загружается в вагонетку 5. Для равномерного прогрева кирпича по высоте тележки температура и влажность смеси горячего и холодного воздуха регулируется до требуемой величины степенью открытия заслонок 8 и 9, установленных на разных уровнях по высоте тележки. Теплоноситель в сушильную камеру поступает из печи отжига кирпича. Кирпич на вагонетке 5 прогревается до температуры теплоносителя. Температура теплоносителя измеряется датчиками температуры 19, а температура кирпича датчиком 6. Прогрев кирпича до температуры носителя на первом этапе сушки необходимо производить относительно плавно, линейно увеличивая скорость этого подъёма. Такой процесс прогрева нужен для того, чтобы избежать возникновения трещин в кирпиче при резком подъеме температуры. После того, как температура кирпича на первой позиции сравнялась с температурой теплоносителя(фиг. 6 кривая В), тележка 5 перемещается на следующую позицию. Направление перемещения тележки указано стрелками 3. На следующей позиции тележки вновь производятся те же измерения, что и на первой позиции.
Все полученные данные о процессе с каждой позиции передаются на беспроводной маршрутизатор 12 с антенной 13, и из него передается в нечеткий микроконтроллер. Поступившая в микроконтроллер информация поступает блок 14, где хранится база знаний и заложены правила нечеткого управления регулируемыми вентиляторами 10 и 11 подачи горячего и холодного воздуха.
Регулировка температуры и влажности на той или иной позиции нужна для того, чтобы изменять температуру и влажность в туннеле и в кирпиче. Это происходит следующим образом. Если влажность внутри кирпича при какой то его температуре меньше, чем вне его, (градиент отрицательный), удаление влаги из кирпича происходить не будет. Более того, процесс будет происходить наоборот, т.е. будет происходить дополнительное увлажнение кирпича. В этом случае нужно повысить точку росы воздуха, для чего температуру воздуха нужно повысить. При повышении температуры воздуха при неизменной в нем массе влаги, его относительная влажность будет снижаться. Градиент влажности между кирпичом и средой также будет снижаться. При выравнивании относительных влажностей в кирпиче и среде начнется испарение влаги из кирпича. Либо наоборот, понизить температуру кирпича, оставив неизменным температуру и влажность окружающей среды. В этом случае точка росы в кирпиче снизится, понизится и относительная влажность в кирпиче. Но так как температуру кирпича нельзя изменить внутри кирпича, а можно только воздушным потоком, то второй вариант отпадает. Поэтому для того, чтобы начался процесс испарения влаги из кирпича к нему нужно усилить подвод горячего воздуха. Это можно обеспечить изменением скорости притока горячего воздуха, либо увеличением его объема, либо увеличением одновременно обоих параметров. Указанный процесс можно обеспечить изменением степени открытия заслонок 8 и 9. В случае, если влажность внутри кирпича будет выше, чем влажность окружающей среды, при большом градиенте влага начнет так интенсивно покидать кирпич, что в нем могут возникать трещины. Для того чтобы трещины не возникали нельзя резко повышать градиент влажности. Это нужно делать плавно. В данном случае, нужно увеличить приток холодного воздуха к кирпичу с определенной скоростью. При этом точка росы воздушной массы снизится, а относительная влажность воздуха повысится. Наилучшие условия для сушки кирпича достигаются при равенстве влажностей внутри кирпича и вне его. При этом медленное повышение температуры воздуха приведет к плавной и качественной сушке кирпича.
Влажность кирпича на любой из позиций определяется по разности весов, измеренных тензодатчиками 4, влажность среды в туннеле определяется датчиками температуры и влажности 19 на каждой позиции тележки в любой момент времени. По измеренным данным вычисляется скорость сушки кирпича. Разность температуры кирпича и воздуха на каждой из позиций в любой момент времени определяется по данным датчиков температуры 6 и датчиков температуры и влажности среды 19. По этим данным определяется динамика изменения градиента температуры между средой и кирпичом.
Указанные величины (скорость сушки и градиент температур между кирпичом и средой) в заявляемом способе выбраны в качестве входных переменных для управления приводами заслонок8 и 9. Назовем эти переменные в лингвистическом выражении, как «влажность» и «температура», соответственно.
Измеренные на каждой из позиций упомянутого градиента температуры и скорости сушки поступают из блока 14 в блок фаззификации 15 нечеткого микроконтроллера.
В отличие от традиционной математики, требующей на каждом шаге моделирования точных и однозначных формулировок закономерностей (что, в свою очередь, порождает математические модели большой сложности), нечеткая логика предлагает иной подход, при котором постулируется лишь минимальный набор закономерностей. Чем сложнее объект, тем более востребованным является его управление с использованием принципов «нечеткой логики». В полной мере это относится к процессу сушки кирпича, фактически не поддающейся строгому математическому описанию ее поведения при многочисленных и динамически изменяющихся внешних обстоятельствах.
Нечеткая логика оперирует не числовыми переменными, а лингвистическими. Значениями лингвистической переменной (лингвистических аргументов) являются не числа, а слова естественного языка, называемые термами. Количество термов лингвистической переменной должно быть минимально необходимым для представления физической величины с достаточной степенью точности.
Для многих задач оправдано использование минимального количества термов — трех: два экстремальных значения (минимальное и максимальное) и среднее. Максимальное количество термов не ограничено и зависит от приложения и требуемой точности описания системы. В подавляющем большинстве случаев достаточно от трех до семи термов на каждую лингвистическую переменную.
Ключевыми понятиями нечеткой логики являются фаззификация и дефаззификация. Фаззификация — процесс преобразования точных значений входных параметров в лингвистические переменные при помощи некоторых определенных функций принадлежности. Дефаззификация — процесс, обратный фаззификации. Все системы с нечеткой логикой функционируют по показаниям измерительных приборов:
- фаззифицируются (переводятся в нечеткий формат);
- обрабатываются по специально разработанным нечетким правилам.
Главной целью системы управления вентиляцией туннелей является поддержание наилучшего баланса между влажностью и температурой среды и кирпича на разных позициях, чтобы обеспечить процесс сушки в желаемом оптимальном режиме.
Вентиляционная система туннеля должна обеспечивать такой воздушный поток, который обеспечивал бы желаемый процесс сушки кирпича-сырца. Пусть скорость сушки кирпича может принимать любые значения в диапазоне от 0 кг/м2×час до 6 кг/м2×час. Тогда, согласно положениям теории нечетких множеств, каждому значению скорости сушки может быть поставлено в соответствие некоторое число, от нуля до единицы, которое определяет степень принадлежности данного физического значения скорости сушки (допустим, 0,8 кг/м2×час) к тому или иному терму лингвистической переменной «Влажность» (фиг. 4). Например, значению скорость сушки в 0,8 кг/м2×час можно задать степень принадлежности к терму «маленькая», равную 0,2, а к терму «средняя» — 0,8 (фиг. 4). Степень принадлежности не является вероятностью, поскольку неизвестна функция распределения и отсутствует повторяемость экспериментов. Конкретное определение степени принадлежности каждого точного значения к одному из термов лингвистической переменной должно определяться посредством функции принадлежности. Ее вид может быть абсолютно произвольным, но обычно пользуются стандартными функциями (фиг.3, фиг. 4, фиг. 5.).
Стандартные функции принадлежности легко применимы к решению задач по управлению системой тоннельной вентиляции для создания наилучших условий для сушки кирпича. Однако при решении специфических задач можно выбирать более подходящую форму функции принадлежности, что позволяет добиваться лучших результатов работы системы.
Правила выполнения фаззификации сводятся к следующим шагам. Сначала для каждого терма каждой лингвистической переменной находится числовое значение (или диапазон значений), наилучшим образом характеризующих данный терм. Этим значениям соответствует степень принадлежности, равная 1.После этого определяются значения параметров с принадлежностью «0» к данному терму. Эти значения могут быть выбраны как значение с принадлежностью «1» к соседнему терму, определенному ранее. Для промежуточных значений терм выбираются П-функции принадлежности (трапецеидальные) или Л-функции (треугольные) из числа стандартных, а для экстремальных значений, например Z-функции.
Следуя этим правилам, для лингвистических переменных «влажность» и «температура», характеризующих, соответственно, фактические значения разностей влажности и температуры среды и кирпича определим термы «норма», «средняя», «большая» и «очень большая» в соответствии с функциями принадлежности (фиг. 3 и фиг.4). В рассматриваемом примере выбраны П-функция для переменной «влажность» и П-функция для переменной «температура». Производительность вентиляционной системы туннеля является выходной лингвистической переменной, которую будем называть «мощность». Эта величина регулируется степенью открытия заслонок 8 и 9. Поскольку вид терм для «Присвоим ей следующие термы: «минимальная», «малая», «средняя», «большая» и «максимальная».
На втором этапе определяются продукционные правила, совокупность которых описывает стратегию управления, применяемую в данной задаче. Большинство нечетких систем используют продукционные правила для описания зависимостей между лингвистическими переменными. Типичное продукционное правило состоит из антецедента («ЕСЛИ...») и консеквента («ТО...»). Антецедент может содержать более одной посылки. В этом случае они объединяются посредством логических связок «И» или «ИЛИ». Например, в рассматриваемой задаче: «ЕСЛИ “влажность” = “максимальная” И “температура” = “максимальная”, ТО «мощность» = “средняя”».
Выходы нечетких узлов можно объединять с помощью нечеткого мультиплексора — компонента, который подключает одну из нескольких входных линий к выходной линии по внешней команде. Благодаря этому достигается более гладкий переход между множеством получающихся после обработки базы правил рекомендаций.
Таким образом, результатом выполнения всех шагов нечеткого вывода является определение нечеткой выходной, или управляющей переменной. Чтобы исполнительное устройство смогло отработать полученную команду, необходим третий, последний этап — этап избавления от нечеткости, который называется дефаззификацией.
На этом этапе осуществляется переход от нечетких значений величин к определенным физическим параметрам, которые могут служить командами исполнительному устройству. В простых случаях результатом нечеткого логического вывода является один из термов выходной переменной, с которым связывается определенная команда исполнительного устройства.
В рассматриваемом примере терму «маленькая» выходной лингвистической переменной «мощность» зададим команду «открыть заслонку на 16,7 %», терму «средняя» — «открыть заслонку на 50,1%»; терму «большая» — «открыть заслонку на 83,75%»; терму «максимальная» — «открыть заслонку на 100 %». Для каждой заслонки 8 и 9 горячего и холодного воздуха лингвистическая переменная «мощность» будет одной и той же, но степень открытия каждой из заслонок 8 и 9 определяется правилами и данными заложенными в блок 14 нечеткого микроконтроллера.
В более сложных случаях результатом логического вывода может быть несколько термов выходной переменной. Тогда, найдя предварительно функцию принадлежности выходной величины, необходимо определить степень ее принадлежности к соответствующим термам, после чего можно найти окончательное значение выходного параметра. Для устранения нечеткости окончательного результата существует несколько методов, которые приводятся в специальной литературе. В рамках рассматриваемой заявки можно упомянуть только, что самый простой из них — метод наибольшего значения, который заключается в том, что правило дефаззификации выбирает максимальное из полученных значений выходной переменной. А наиболее часто используется метод центра тяжести (метод центроида), когда окончательное значение определяется как проекция центра тяжести фигуры, ограниченной функциями принадлежности выходной переменной с допустимыми значениями.
Микроконтроллер, реализующий нечеткую логику, состоит из следующих частей (фиг.1): блока базы знаний 14, блока фаззификации 15, логического устройства16, и блока дефаззификации 17.
Блок фаззификации 15 преобразует четкие величины, измеренные на выходе объекта управления, в нечеткие величины, описываемые лингвистическими переменными в базе данных. Логическое устройство 16 использует нечеткие условные правила, заложенные в базе знаний, для преобразования нечетких входных данных в требуемые управляющие воздействия, которые носят также нечеткий характер. Блок дефаззификации 17 преобразует нечеткие данные с выхода логического устройства в четкую величину, которая используется для управления приводами заслонок 8 и 9сушильной камеры.
Пример конкретного выполнения. По заявляемому способу сушили отформованный кирпич сырец, который размещали на транспортной тележке (вагонетке) 5, которую через входную дверь загружали в сушильную камеру. После загрузки вагонетки 5 с сырым отформованным кирпичом в сушильную камеру и измеряли датчиком 6 влажность кирпича сырца, датчиком 4 вес вагонетки и исходную температуру кирпича датчиком 6.
Предварительно экспериментально снимались опорные графики типового процесса сушки (фиг. 6). Под опорными графиками понимались такие зависимости изменения скорости сушки, влажности и температуры теплоносителя и кирпича, при которых создавался нормальных ход процесса сушки кирпича, обеспечивающий отсутствие брака из-за трещин, которые могли бы возникнуть в кирпиче при нарушении режимов сушки, и одинаковую, равномерную степень высушенности кирпича в тележке. Эти графики приведены на фиг. 6. Графики были занесены в блок знаний 14 нечеткого контроллера и использовались для оптимального автоматического управления процессом сушки по заявляемому способу, с применением нечеткого управления. Относительная влажность кирпича сырца была равна 25%, а исходная температура кирпича была равной 20оС, вес влажного кирпича на тележке составлял 962,5 кг. После измерения входных параметров кирпича на исходной позиции тележки 5 начинали осуществлять первый этап сушки, цель которого заключалась в поднятии температуры кирпича-сырца до температуры теплоносителя. Прогрев кирпича – сырца осуществляли теплоносителем, который поступал в туннель от печи отжига кирпича по воздуховоду горячего воздуха 1. Подача его в туннель осуществлялась путем открытия заслонки (шибера) 8. Исходная температура теплоносителя обычно лежит в диапазоне от 120оС до 140оС, при том, как температура сушки кирпича на любой из позиций не должна превышать 90 оС. Поэтому температуру поступающего к кирпичу-сырцу теплоносителя необходимо понизить. Понижение температуры теплоносителя и повышение его влажности осуществляется за счет смешивания теплоносителя и холодного воздуха, поступающего в туннель через воздуховод 2 холодного воздуха. Холодный воздух (увлажнитель) в туннель подается через заслонку (шибер) 9. Подача смешенного теплоносителя и воздуха к кирпичу осуществлялась регулируемыми заслонками 8 и 9. В зависимости от степени открытия заслонок 8 и 9 можно было изменять в широком диапазоне такие параметры, как скорость нарастания температуры теплоносителя, поступающего к кирпичу, скорость сушки (скорость удаления влаги из кирпича) и другие параметры сушки. Для этой цели все измеренные данные параметров среды и кирпича, на всех позициях передавались через маршрутизатор 12 с антенной 13 в нечеткий микроконтроллер. В блоке 14 поступившая информация перерабатывалась по заложенным в него правилам и передавалась в блок фаззификации 15. В этом блоки поступившая информация фаззифицировалась (переводилась в нечеткий формат). Перевод в нечеткий формат – это преобразование поступивших значений в лингвистическую форму.
В рассматриваемом примерев качестве выходной лингвистической переменной была взята «степень открытия заслонки».
Для управления степенью открытия заслонок 8 и 9 были взяты две лингвистические переменные; «скорость изменения градиента температуры» и «скорость сушки». Под лингвистическим термином «скорость сушки» понималась величина, равная скорости испарения влаги с поверхности сохнущих кирпичей, измеряемая в кг/м2×час. Под лингвистическим термином «скорость изменения градиента температуры» понималась величина, равная скорости изменения перепада (градиента) температуры между теплоносителем и кирпичом.
Для реализации нечеткого управления весь диапазон возможных значений переменных «скорость сушки » и «скорость изменения градиента температуры» был разбит на 4 диапазона, для каждого из которых были выбраны Л-образные (треугольные) и Z- функции принадлежности и построены по 3 терма (фиг. 3 и фиг.4.). Для регулировки степенью открытия заслонок 8 и 9 на этапе предварительной сушки непрерывные измерения датчиков 4, 6, 7 и 19 передавались в нечеткий микроконтроллер, где обрабатывались по заложенным в него правилам. Так как в заявляемом способе кирпич на вагонетке был разделен на 4 слоя, и к каждому слою для регулировки и равномерного прогрева кирпича были подведены воздуховоды горячего и холодного воздуха, подачу которых регулировали заслонками 8 и 9, то для упрощения управления температурой и влажностью 8-ю заслонками во всех 4-х слоях была использована схема, изображенная на фиг. 7.Все данные о температуре и влажности и других параметрах процесса сушки в каждом слое на каждой позиции вагонетки в туннеле поступали от соответствующих датчиков в базовый нечеткий микроконтроллер, который через мультиплексор был подключен к локальным 8 нечетким микроконтроллерам. В каждом из микроконтроллеров полученная информация обрабатывалась по соответствующим правилам, заложенным в их блоки базы знаний и на соответствующий привод каждой из 8 заслонок подавалась команда, по которой заслонки открывались или закрывались на определенную степень, в зависимости от того, какую температуру и влажность требовалось обеспечить в данный момент времени в каждом слое. На первом этапе сушки кирпича необходимо было осуществить плавное нарастание его температуры до температуры мокрого термометра и увеличить скорость сушки до максимальной величины. Если скорость нарастания градиента температур будет низкой, то это приведет к низкой скорости сушки, что может существенно удлинить процесс сушки. При очень быстром нарастании скорости градиента температуры и возникновении большой скорости сушки могут возникать такие явления, как коробление кирпича и появление на его поверхности трещин. Поэтому, на первом этапе, нужно находить компромиссное, решение. Известно, что максимальная скорость сушки не должна превышать 4 кг/м2×час, а скорость нарастания градиента температуры на первом этапе должна лежать в диапазоне (30-35) град/час. Проведенные измерения в течение первого часа показали, что скорость сушки составляет 5 кг/м2×час, при скорости нарастания градиента температуры 50 град/час. Первоначально при максимально открытых заслонках 8 горячего воздуха подачи горячего теплоносителя в сушильную камеру был максимальным, а заслонки 9 подачи холодного воздуха были полностью зарыты. В таком первоначальном прогреве кирпича периодически измерялись все данные о процессе датчиками 4, 6и 19 и передавались в нечеткий микроконтроллер.
Полученные данные принадлежали 3-му терму («большая») переменной «скорость сушки» и 3-му терму («большая») переменной «скорость изменения градиента температуры» (фиг. 3 и фиг. 4). Степень принадлежности к этим темам соответствовала 1 (см. фиг.3 и фиг.4). После определения принадлежности измеренных величин к соответствующим термам, данные передавались в блок 15, где дефаззифицировались, т.е. преобразовывались из лингвистических переменных в численные значения, которые передавались в регулируемый блок управления приводами заслонок 18. Из блока 18 поступало управляющее воздействие на регулируемые приводы заслонок 8 и 9. При этом степень открытия заслонок 9 из терма управления «максимальное» была переведена в терму управления «средняя», а заслонки 8 из терма «маленькая» были переведены в терм «средняя». Степень открытия заслонок 8 и 9 могла плавно изменяться в определенных пределах в соответствии с заложенными в блок базы знаний 15 правилами. Терму «маленькая», соответствовала степени открытия заслонки от 0 до 50 %. Терму «средняя» соответствовала степени открытия заслонок в диапазоне от 25 % до 75 %. Терму «большая», соответствовала степени открытия заслонок диапазоне от 50% до 100%. Заслонка 9 была вначале открыта на 75%, что соответствовало терму 3 «большое», а заслонка 8–на величину 25 %. При указанном режиме работы параметры процесса непрерывно измерялись, подавались в нечеткий микроконтроллер, а режимы работы приводов заслонок 8 и 9 непрерывно корректировались. Эта корректировка осуществлялась до тех пор, пока скорость нарастания градиента температуры не достигла 32,5 град/ час, а скорость сушки изменилась до 3,5 кг/м2×час. Указанный режим сушки был достигнут при степени открытия заслонки 8 на 85%, а заслонки 9 на 20 %. Температура теплоносителя в таком режиме равнялась 70оС. Сушка в таком режиме продолжалась до того момента, когда температура кирпича не достигла температуры носителя и стала равной 70оС.
Процесс изменения параметров сушки на каждом из трёх этапов показан на фиг. 6.
Процесс первого этапа – начальной сушки продолжался 5 часов. По истечении этого времени вагонетка 5 с сырьем перемещалась на следующую позицию, называемой позицией постоянной скорости сушки. На этой позиции необходимо создать условия при которых в процессе сушки поверхность материала кирпича–сырца остается водонасыщенной за счет поступления влаги из внутренних слоев кирпича-сырца и скорость сушки (убыль воды в единицу времени) должна быть постоянна и равна скорости испарения воды со свободной поверхности. Влага поступает из внутренних слоев к поверхности и испаряется. Температура поверхности материала равна приблизительно температуре мокрого термометра среды и остается постоянной. Этот период наиболее опасный, т.к. происходит усадка материала, большая неравномерность которой может вызвать усадочные напряжения и появление трещин. Поэтому для обеспечения оптимальных режимов сушки необходимо постоянно измерять процессы параметров атмосферы сушилки и кирпича. На указанной позиции имеются датчики, вентиляторы и заслонки (шиберы) аналогичные тем, которые были на позиции 1. Необходимые для корректировки режимов открытия заслонок данные измеряются и передаются через маршрутизатор 12 с антенной 13 в микроконтроллер с нечетким управлением. Все операции в микроконтроллере осуществляются по правилам, заложенным в нечетком микроконтроллере, аналогично, как и на первой позиции. Изменение влажности и температуры кирпича по высоте вагонеток осуществлялось соответствующим изменением этих параметров в воздушных прослойках 7. В рассматриваемом примере их было 4. На уровне каждой воздушной прослойки 7 были установлены заслонки 8 и 9 подачи горячего и холодного воздуха. Температура носителя (позиция 22) внутри прослойки 7 регулировалась при помощи правил, заложенных в нечеткий контроллер, степенью открытия соответствующих заслонок 8 и 9. Заканчивается период в момент, когда среднее содержание влаги понизится до критической. Критическая влажность представляет собой среднюю по всему изделию влажность, при которой усадка поверхностных слоев кирпича-сырца прекращается и дальнейшая сушка вызывает лишь увеличение пористости изделия.
Этот период характеризуется быстрым возрастанием скорости сушки до максимальной величины.
Теплота, подводимая к кирпичу-сырцу теплоносителем, расходуется в основном на подогрев полуфабриката. Влажность кирпича-сырца уменьшается незначительно. В конце периода устанавливается постоянная температура поверхности, а также тепловое равновесие между количеством теплоты, воспринимаемой изделиями, и расходом теплоты на испарение влаги. Весь процесс постоянной скорости сушки отслеживался соответствующими датчиками и обеспечивался соответствующей регулировкой степени открытия заслонок 8 и 9 по командам, вырабатываемым в нечетком микроконтроллере.
По окончании второго этапа сушки тележка 5 перемещалась на позицию падающей (замедленной) скорости сушки. Весь процесс сушки на этом этапе контролировался соответствующими датчиками и регулировался изменением степени открытием заслонок 8 и 9 по выработанным командам в нечетком микроконтроллере. Процесс поддерживаемый заслонками 8 и 9 соответствовал графикам приведенным на фиг.6. На этом третьем этапе сушки, поверхность кирпичей уже не является водонасыщенной, и скорость сушки с уменьшением влаги падает. При этом влага испаряется в определенной зоне, которая по мере уменьшения влажности материала перемещается от периферии изделия к его центру. Постепенно уменьшается влажность сырца до минимального остаточного количества. Так как расход теплоты на испарение влаги уменьшается, то температура материала возрастает и температурный перепад между теплоносителем и кирпичом-сырцом уменьшается. Процесс сушки на этом периоде заканчивался (см. фиг.6). Весь процесс сушки был осуществлен за 95 часов. На последнем этапе вес кирпича на тележке 5, измеренный датчиком веса 4 был равен 800 к, что соответствовало относительной влажности кирпича 4%.
Технический результат заявленного изобретения заключается в том, что он позволяет осуществлять весь процесс сушки автоматически с нечетким управлением, в зависимости от результатов контроля, что упрощает систему по сравнению со способом – прототипом. Кроме того, заявляемый способ по сравнению с прототипом обеспечивает более равномерную сушку кирпича по высоте вагонетки, путем регулировки температуры и влажности теплоносителя не только вдоль сушилки но и по высоте, чего не позволяет сделать способ-прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СУШКИ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 2020 |
|
RU2743979C1 |
| СПОСОБ СУШКИ ПАСТООБРАЗНЫХ МАТЕРИАЛОВ В ВАЛЬЦЕЛЕНТОЧНОЙ СУШИЛКЕ С ИЗМЕНЕНИЕМ СКОРОСТИ ДВИЖЕНИЯ ПЛАСТИНЧАТОГО КОНВЕЙЕРА | 2010 |
|
RU2427774C1 |
| СПОСОБ КОНТРОЛЯ И РЕМОНТА ИЗОЛЯЦИИ ПРОВОДОВ | 2020 |
|
RU2745432C1 |
| СПОСОБ СУШКИ КИРПИЧА-СЫРЦА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2244227C2 |
| СПОСОБ СУШКИ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 2015 |
|
RU2615201C2 |
| СПОСОБ СУШКИ ОТФОРМОВАННОГО КИРПИЧА-СЫРЦА | 2020 |
|
RU2742163C1 |
| СПОСОБ КОНТРОЛЯ СУШКИ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 2020 |
|
RU2763651C1 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ СУШКИ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 2004 |
|
RU2255860C1 |
| СПОСОБ КОНТРОЛЯ СУШКИ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 2020 |
|
RU2738532C1 |
| СПОСОБ И УСТРОЙСТВО СТАБИЛИЗАЦИИ ПРОЦЕССА РЕЗАНИЯ НА ТОКАРНОМ ОБОРУДОВАНИИ С ЧПУ | 2010 |
|
RU2465116C2 |
Изобретение относится к области техники, связанной с обжигом природных материалов и изделий из них, и может быть использовано при производстве строительных материалов, в частности керамических кирпичей. Способ сушки кирпича заключается в загрузке отформованного кирпича-сырца на вагонетки, подаче загруженных кирпичом тележек в сушильную камеру, разогреве и увлажнении их смесью потоков горячего и холодного воздуха. Регулируют скорость потоков горячего или холодного воздуха степенью открытия заслонок горячего или холодного воздуха. Перемещают вагонетки по сушилке. Измеряют температуру теплоносителя и кирпича. Взвешивают тележку с кирпичом на каждой из позиций. Сравнивают вес кирпича с задатчиком снижения веса. Сравнивают температуру с задатчиком температуры. При этом каждый слой кирпича на вагонетке отделяют друг от друга воздушными прослойками, к каждой из которых подводят систему горячего и холодного воздуха с регулируемыми заслонками. Причем каждый слой кирпича снабжают датчиками температуры и датчиками веса. При этом автоматическое управление процессом сушки осуществляют с использованием нечеткой логики, для чего в систему сушки дополнительно вводят маршрутизатор с антенной, регулируемые блоки управления приводами заслонок, нечеткий контроллер, содержащий блок базы знаний и правил, блок фаззификации, логический блок, блок дефаззификации, блок принятия решений и выработки управляющих воздействий. Снимают опорные графики изменения температуры кирпича, влагосодержания в кирпиче, скорости сушки типового технологического процесса, протекающего в нормальном заданном технологической документацией режиме, и вводят указанные графики в блок базы знаний и правил нечеткого контроллера. Измеряют в процессе процесса сушки влажность кирпича путем непрерывного контроля разности веса кирпича на разных позициях. Результаты измерений подают через маршрутизатор с антенной на вход микроконтроллера с нечетким управлением, в котором определяют скорость испарения влаги и перепад температуры между средой и кирпичом. Эти данные передают в блок фаззификации, где их фаззифицируют, обрабатывают в логическом устройстве на основе базы знаний и правил, заложенных в контроллер. После этого полученные данные дефаззифицируют, преобразуют их в управляющие воздействия, которые поступают на вход приводов заслонок горячего и холодного воздуха и корректируют режимы работы упомянутых приводов в оптимальном направлении процесса, при котором для исключения или предотвращения возникновения трещин в кирпиче соблюдается динамическое равновесие между количеством испаренной с поверхности кирпича влаги и количеством подходящей из кирпича к его поверхности влаги под действием диффузионных процессов. Техническим результатом является упрощение способа сушки кирпича, обеспечение равномерной сушки кирпича по высоте вагонетки. 1 пр., 7 ил.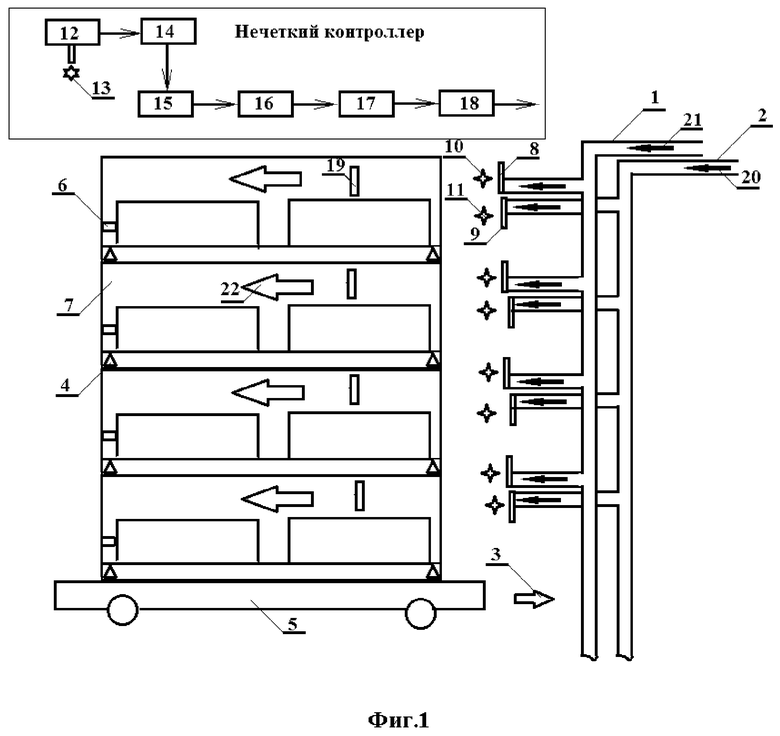
Способ сушки кирпича, заключающийся в загрузке отформованного кирпича-сырца на вагонетки, в подаче загруженных кирпичом тележек в сушильную камеру, в разогреве и увлажнении их смесью потоков горячего и холодного воздуха, в регулировании скорости потоков горячего или холодного воздуха степенью открытия заслонок горячего или холодного воздуха, в перемещении вагонеток по сушилке, в измерении температуры теплоносителя и кирпича, во взвешивании тележки с кирпичом на каждой из позиций, в сравнении веса кирпича с задатчиком снижения веса, в сравнении температуры с задатчиком температуры и в использовании результатов контроля для автоматического управления процессом сушки, отличающийся тем, что каждый слой кирпича на вагонетке отделяют друг от друга воздушными прослойками, к каждой из которых подводят систему горячего и холодного воздуха с регулируемыми заслонками, причем каждый слой кирпича снабжают датчиками температуры и датчиками веса, при этом автоматическое управление процессом сушки осуществляют с использованием нечеткой логики, для чего в систему сушки дополнительно вводят маршрутизатор с антенной, регулируемые блоки управления приводами заслонок, нечеткий контроллер, содержащий блок базы знаний и правил, блок фаззификации, логический блок, блок дефаззификации, блок принятия решений и выработки управляющих воздействий, снимают опорные графики изменения температуры кирпича, влагосодержания в кирпиче, скорости сушки типового технологического процесса, протекающего в нормальном заданном технологической документацией режиме, и вводят указанные графики в блок базы знаний и правил нечеткого контроллера, измеряют в процессе процесса сушки влажность кирпича путем непрерывного контроля разности веса кирпича на разных позициях, результаты измерений подают через маршрутизатор с антенной на вход микроконтроллера с нечетким управлением, в котором определяют скорость испарения влаги и перепад температуры между средой и кирпичом, эти данные передают в блок фаззификации, где их фаззифицируют, обрабатывают в логическом устройстве на основе базы знаний и правил, заложенных в контроллер, после чего полученные данные дефаззифицируют, преобразуют их в управляющие воздействия, которые поступают на вход приводов заслонок горячего и холодного воздуха и корректируют режимы работы упомянутых приводов в оптимальном направлении процесса, при котором для исключения или предотвращения возникновения трещин в кирпиче соблюдается динамическое равновесие между количеством испаренной с поверхности кирпича влаги и количеством подходящей из кирпича к его поверхности влаги под действием диффузионных процессов.
| АВТОМАТИЗИРОВАННАЯ СИСТЕМА КОНТРОЛЯ СУШКИ КИРПИЧА | 2004 |
|
RU2267725C1 |
| СПОСОБ КОНТРОЛЯ СУШКИ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 2006 |
|
RU2308649C1 |
| СПОСОБ СУШКИ ОТФОРМОВАННОГО КИРПИЧА-СЫРЦА | 2014 |
|
RU2560733C1 |
| Способ регулирования процесса сушки | 1983 |
|
SU1153215A1 |
| DE 4002643 А1, 09.08.1991. | |||

