Предлагаемое изобретение относится к области формования изделия из вязкотекучих материалов, а конкретно - к технологии формования бесканального изделия из высоковязких составов литьем под давлением в вертикально установленную пресс-форму путем подачи состава снизу.
Из источников зарубежной и отечественной литературы известны способы формования изделий из топливных масс (патент США №3562364, патент РФ 2167135) в вертикально расположенную пресс-форму. Например, в способе по патенту РФ 2167135 при формовании изделия путем подачи топливной массы снизу без вакуумирования пресс-формы качество изделия по монолитности обеспечивается регулированием производительности подачи топливной массы в пресс-форму в зависимости от геометрических размеров, конфигурации изделия и реологических свойств топливной массы.
Однако для высоковязких составов, обладающих пределом текучести, эти способы не гарантируют бездефектного формования изделия из-за захлопывания воздуха в изделии в результате нарушения сплошности потока на свободной поверхности течения состава в пресс-форме.
Известен также способ формования изделия литьем под давлением по а.с. №3523953 ФРГ (заявлено 4.07.85 г., опубликовано 15.01.87), взятый авторами за прототип, предусматривающий формование изделия литьем под давлением при создании в оболочке (пресс-форме) противодавления с помощью поршня небольшого насоса, удерживающего оболочку изделия с цилиндрическим дном, надетого на выходной патрубок формующего шнека смесительной установки. Наличие противодавления, создаваемого насосом, позволяет полностью, без воздушных включений, заполнить оболочку изделия составом.
Реализация данного способа требует создания сложных устройств для удержания на патрубке смесительной установки заполняемого изделия. В связи с этим при больших габаритах изделия способ становится технически сложным, небезопасным и экономически невыгодным, а в условиях группового способа изготовления изделий - технически невозможным.
Технической задачей настоящего изобретения является разработка способа формования изделия из высоковязких составов, обладающих пределом текучести за счет исключения образования трещин и захлопывания воздуха на поверхности течения состава путем создания противодавления с помощью отражателя потока.
Технический результат достигается тем, что при формовании изделия из высоковязких составов литьем под давлением в вертикально установленную пресс-форму путем подачи состава снизу противодавление создают на поверхности течения состава с помощью отражателя потока объемной формы, соосно расположенного с входным отверстием пресс-формы и удаляемого из пресс-формы давлением состава в процессе формования. Противодавление, создаваемое отражателем потока, регулируют в пределах 0,5...1,5 τТ, где τТ - предел текучести состава, путем изменения состава и геометрических размеров отражателя.
При формовании изделия из низковязких составов реализуются такие условия, когда скорость течения состава в центре потока и у стенок пресс-формы близки, поверхность течения состава имеет ровный характер (отсутствуют складки, разрывы сплошности). При таких условиях формования исключается вероятность захлопывания воздуха на поверхности течения и образование дефектов в изделии.
С повышением вязкости состава и появлением предела текучести скорость течения в центре потока начинает значительно опережать скорость у стенок пресс-формы, поверхность течения становится неровной, появляются разрывы сплошности (трещины). В результате создаются условия для захлопывания воздуха и образования воздушных включений в изделии.
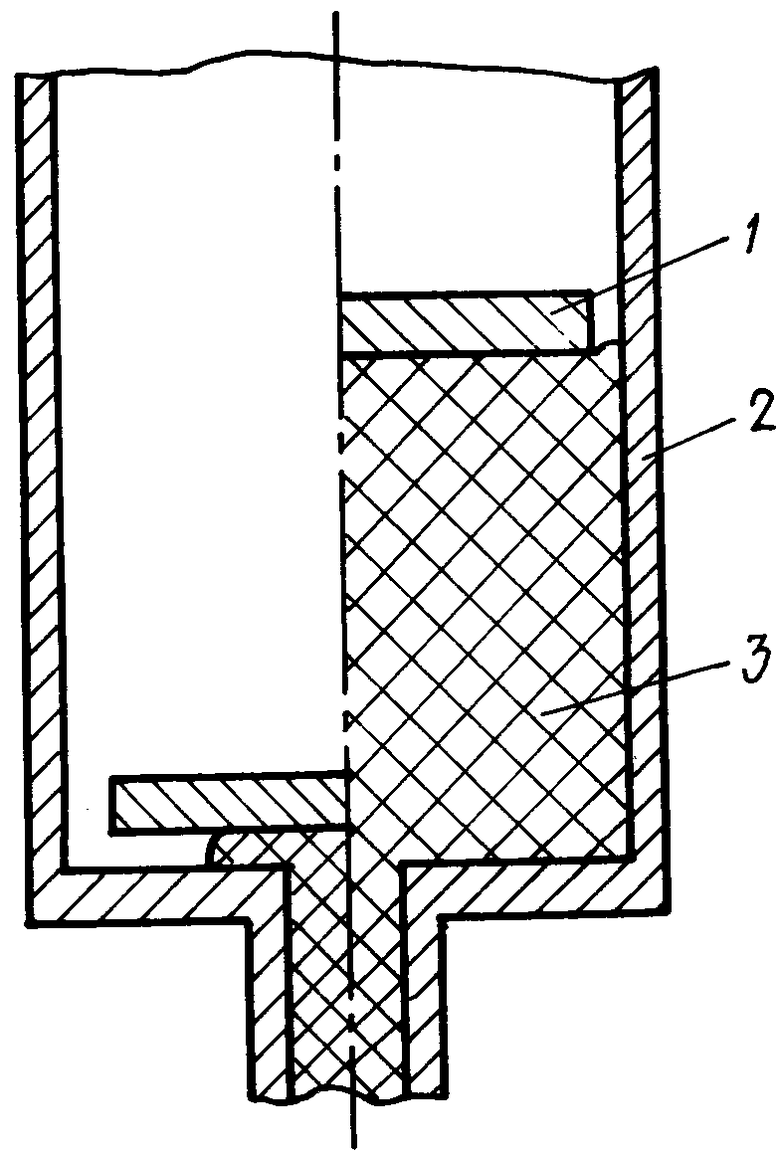
Для предотвращения образования дефектов за счет выравнивания фронта течения состава при формовании изделия из высоковязких составов предлагается (см. чертеж) на поверхности течения создать противодавление с помощью отражателя 1 потока объемной формы. Отражатель потока 1 располагается соосно с входным отверстием пресс-формы 2 и по мере заполнения пресс-формы отражатель удаляется из нее давлением, создаваемым потоком состава 3.
В процессе формования изделия с использованием отражателя потока на отражатель действуют с одной стороны сила тяжести (массовые силы), с другой - силы выталкивания, обусловленные силами упругого сопротивления вязкотекучего состава.
Если сила тяжести превышает силу упругого сопротивления состава, отражатель потока из пресс-формы не удаляется (тонет в составе). Если сила тяжести существенно ниже сил упругого сопротивления, поверхность течения не выравнивается, образуются дефекты.
Опытные работы показали, что положительный эффект по предотвращению дефектов достигается при величине противодавления, создаваемого отражателем потока в пределах 0,5...1,5 τТ. Где τТ - предел текучести состава, характеризующей величину напряжения сдвига, необходимого для перевода состава из состояния покоя в текучее состояние. В зависимости от габаритов (диаметра) формуемого изделия противодавление, создаваемое отражателем, регулируется в пределах 0,5...1,5 τТ путем изменения массы или его геометрических размеров (диаметра).
Примеры исполнения способа приведены в таблице. Опыты проводились на составе с пределом текучести τТ=5,5 г/см2.
2
3
1,5 τТ
1,5 τТ
Способ формования изделия из высоковязких составов с положительным результатом опробован в условиях опытного производства ФГУП "НИИПМ". Способ обеспечивает формование качественных изделий по монолитности.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ СМЕСЕВОГО ТВЕРДОГО ТОПЛИВА | 2010 |
|
RU2441858C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПАРАМЕТРОВ ФОРМОВАНИЯ МОНОЛИТНОГО ИЗДЕЛИЯ ИЗ ВЫСОКОНАПОЛНЕННОЙ ПОЛИМЕРНОЙ КОМПОЗИЦИИ | 2003 |
|
RU2260180C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАРЯДА СМЕСЕВОГО РАКЕТНОГО ТВЕРДОГО ТОПЛИВА | 2017 |
|
RU2660101C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАРЯДОВ ИЗ СМЕСЕВОГО ТВЁРДОГО РАКЕТНОГО ТОПЛИВА | 2002 |
|
RU2226520C2 |
| СПОСОБ СМЕШЕНИЯ КОМПОНЕНТОВ ВЗРЫВЧАТЫХ СОСТАВОВ И ФОРМОВАНИЯ ИЗ НИХ ИЗДЕЛИЙ | 2003 |
|
RU2247100C2 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ИЗДЕЛИЯ ИЗ ВЗРЫВЧАТОГО СОСТАВА | 2008 |
|
RU2372315C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОГЛОЩАЮЩЕГО СЕРДЕЧНИКА ОРГАНА РЕГУЛИРОВАНИЯ ЯДЕРНОГО РЕАКТОРА | 2009 |
|
RU2440215C2 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЯ ИЗ ВЗРЫВЧАТОГО СОСТАВА | 2005 |
|
RU2287509C1 |
| СПОСОБ КРЕПЛЕНИЯ ПЛАСТМАССОВОГО ВЕДУЩЕГО ПОЯСКА | 2019 |
|
RU2704693C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПАРАМЕТРОВ ФОРМОВАНИЯ МОНОЛИТНОГО НАТУРНОГО ИЗДЕЛИЯ ОСЕСИММЕТРИЧНОЙ ФОРМЫ ИЗ ВЫСОКОНАПОЛНЕННОЙ ПОЛИМЕРНОЙ КОМПОЗИЦИИ | 2005 |
|
RU2298779C1 |
Изобретение относится к производству изделий из высоковязких составов литьем под давлением. Способ включает формование изделия путем подачи состава снизу в вертикально установленную пресс-форму при создании в ней противодавления с помощью отражателя потока объемной формы, соосно расположенного с входным отверстием пресс-формы, удаляемого из пресс-формы, удаляемого из пресс-формы давлением состава в процессе формования, при этом противодавление, создаваемое отражателем потока, регулируют путем изменения геометрических размеров отражателя и состава в пределах 0,5...1,5 τт, где τт - предел текучести состава. Изобретение обеспечивает бездефектное формование изделия за счет исключения образования трещин и захлопывания воздуха в результате нарушения сплошности потока на свободной поверхности течения состава в пресс-форме. 1 з.п. ф-лы, 1 ил. 1 табл.
| DE 3523953 A1, 15.01.1987 | |||
| Узел ввода | 1987 |
|
SU1436132A1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ИЗДЕЛИЙ ИЗ ПОЛИМЕРА ЛИТЬЕМ ПОД ДАВЛЕНИЕМ | 2001 |
|
RU2198789C2 |

