Изобретение относится к пресс-формам для изготовления как единичного, так и серийного выпуска крупногабаритных изделий: емкостей, ванн, желобов, колец, коробов различных конфигураций, армированных, с ребрами жесткости, а также с повышенным сопротивлением механическим нагрузкам из полимерного материала.
Известна пресс-форма для литьевого прессования изделий из реактопластов, содержащая плиту-основание, замковый механизм, распорную колонну и средства для соединения плит пресс-формы, выполненное в виде парных шарнирно закрепленных в плите планок с опорными площадками для распорной колонки на обращенных одна к другой боковых поверхностях и копирными участками с зацепами в виде выемок на внешних боковых поверхностях, при этом нижняя плита снабжена штифтами для взаимодействия с копирными участками (см. а.с. СССР 1620316, MПK7 B 29 C 45/02, опубл. 15.01.91 г.).
Недостатками данного способа являются то, что в условиях высоких давлений и температур такая пресс-форма не сможет длительное время обеспечивать заданное качество изделий, а также невозможно использовать ее в серийном производстве, где необходима точность заданных размеров каждого изделия.
Наиболее близкой к заявляемому техническому решению является многоместная пресс-форма для изготовления изделий из полимерного материала, состоящая из плиты-основания, формообразующих элементов, формовочной полости и элементов крепления (см. а.с. СССР 1219383, MПK7 B 29 C 43/36, опубл. БИ 11, 1986 г.).
Недостатками прототипа являются то, что прижатие формообразующих элементов осуществляют пружинами, однако при формовании изделий из полимерного материла она подвергается знакопеременным температурным нагрузкам, что в условиях серийного производства значительно снижает ее упругость, а следовательно, ухудшает фиксацию формообразующих элементов и снижает качество выпускаемых изделий.
Задачей предлагаемого технического решения является создание пресс-формы для крупногабаритных изделий с повышенным сопротивлением механическим нагрузкам, высокого качества исполнения и высокими прочностными характеристиками.
Технический результат заключается в надежности, упрощении обслуживания пресс-формы и увеличении ее жесткости.
Этот технический результат достигается тем, что известная пресс-форма для изготовления крупногабаритных изделий из полимерного материала литьем под давлением, состоящая из плиты-основания, формообразующих элементов, формовочной полости и элементов крепления, согласно изобретению, выполнена в виде внутренней и внешней полуформ, состоящих из отдельных формообразующих элементов, жестко соединенных между собой и дополнительно снабжена вертикальными и горизонтальными внешними и внутренними фермами, расположенными по периметру внешней и внутренней полуформ, и приводным устройством, при этом вертикальные внутренние и внешние фермы установлены с возможностью поворота относительно плиты-основания, а горизонтальные фермы внешние жестко соединены с вертикальными внешними фермами, а внутренние - выполнены разъемными и соединены с вертикальными внутренними фермами шарнирно, причем между собой и приводным устройством они соединены ползунковым шарниром, при этом с противоположных сторон во внешней полуформе выполнены литниковые каналы, соединенные с формовочной полостью.
Внутренние вертикальные фермы снабжены выступами и соответственно им выполнены пазы на внешней стороне внутренней полуформы для их фиксации. Внутренняя полуформа установлена на плите-основании с возможностью вертикального перемещения, а внешняя жестко закреплена на плите-основании зацепами.
В свою очередь плита-основание жестко закреплена на фундаменте, а количество, размер и конфигурация отдельных формообразующих элементов соответствует размерам и конфигурации изделия.
Данная пресс-форма позволит серийно или в единичном варианте изготавливать крупногабаритные изделия, обладает высокой надежностью, прочностью и удобством в обслуживании.
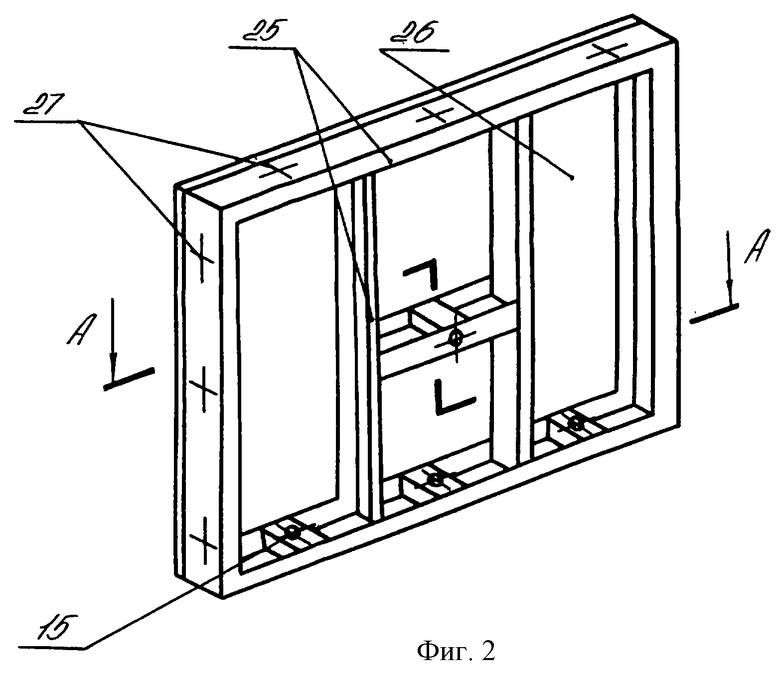
Сущность изобретения поясняется чертежами, где на фиг.1 изображен общий вид пресс-формы в разрезе, на фиг.2 - формообразующий элемент, на фиг.3 - разрез по А-А на фиг.2, на фиг.4 - зацеп в разрезе.
Пресс-форма для изготовления крупногабаритных изделий из полимера состоит: из внешней полуформы 1, внутренней полуформы 2, собранных из отдельных формообразующих элементов 3, жестко соединенных между собой. Полуформы: внешняя 1 и внутренняя 2 крепятся на плите-основании 4, которая имеет оребрения и жестко закреплена на фундаменте анкерными болтами 5 и вертикальными фермами внешними 6, внутренними 7, горизонтальными фермами внешними 8 и внутренними 9, причем последние выполнены разъемными и соединены с помощью ползункового шарнира 10 между собой и приводным устройством, состоящим из мотора-редуктора 11, гайки 12 и штока-винта 13.
Плита-основание 4 снабжена штифтами 14, а в формообразующих элементах выполнены отверстия 15 (см. фиг.2, 3), с помощью которых внутренняя полуформа 2 установлена на плите-основании 4 с возможностью вертикального перемещения.
Вертикальная внутренняя ферма 7 соединена с горизонтальной внутренней фермой 9, с помощью шарниров 16, а с плитой-основанием 4 шарнирами 17. На вертикальных внутренних фермах 7 выполнены выступы 18 и соответственно им на внутренней полуформе 2 пазы 19 для фиксации их между собой (см. фиг.3).
Внешняя полуформа 1 жестко соединена с плитой-основанием 4 с помощью зацепов 20 (см. фиг.4), а внешняя вертикальная ферма 6 соединена с плитой-основанием 4 шарнирами 21, а с горизонтальной внешней фермой 8 винтами 22 (см. фиг.1). С противоположных сторон внешней полуформы 1 выполнены литниковые каналы 23, соединенные с формовочной полостью 24.
Формообразующий элемент 3 выполнен, например, из швеллера 25, стального листа 26 и соединен с соседним формообразующим элементом, например, винтами 27 (см. фиг.2, 3). С внешних сторон полуформ 1, 2 установлены по периметру термодатчики 28.
Пресс-форму изготавливают следующим образом.
Пресс-форма, например, для изготовления электролитной ванны размерами: 6000х2400х1850 (мм) собирается из отдельных формообразующих элементов 3, количество, размеры и конфигурация которых зависят от размеров и конфигурации изделия. В конкретном примере они имеют прямоугольную форму и выполнены из швеллеров 25 и стального листа 26 (см. фиг.2, 3).
Установку внутренней полуформы 2, собранной из формообразующих элементов 3, жестко соединенных между собой винтами 27 (см. фиг.2), на плиту-основание 4 осуществляют с помощью штифтов 14 и отверстий 15 в полуформе 2 для фиксации и удобства ее снятия (см. фиг.1, 2, 3), при этом плита-основание 4 жестко закреплена анкерными болтами 5 на фундаменте.
На плиту-основание 4 крепятся шарнирами 17 вертикальные внутренние фермы 7 на расстоянии, соответствующем размерам внутренней полуформы 2.
Шарнирами 16 к вертикальным внутренним фермам 7 крепятся горизонтальные внутренние фермы 9, соединенные между собой ползунковым шарниром 10. Под воздействием штока-винта 13, совершающего возвратно-поступательные движения благодаря мотору-редуктору 11 и гайки 12 горизонтальные внутренние фермы 9 имеют возможность опускаться внутрь относительно шарнира 16 на угол 10-15o, а вертикальные фермы 7 имеют возможность поворота внутрь на угол 5-10o относительно шарниров 17.
Таким образом, внутренние вертикальные 7 и горизонтальные 9 фермы находятся внутри внутренней полуформы 2 поджимают ее боковые и верхнюю стенки с помощью мотора-редуктора 11 и штока-винта 13. При этом выступы 18, имеющиеся на всех вертикальных внутренних фермах 7 входят в пазы 19, расположенные на внутренней полуформе 2, фиксируя ее от вертикальных перемещений.
Установку внешней полуформы 1 из соединенных между собой, например, винтами 27 формообразующих элементов 3 (см. фиг.1, 2, 3) на плиту-основание 4 осуществляют с помощью зацепов 20 (см. фиг.4). Вертикальные внешние фермы 6 крепятся к плите-основанию 4 шарнирами 21, и имеют возможность поворачиваться относительно них на угол 90o (±5o) от плиты-основания 4 и соединены с горизонтальными внешними фермами 8 винтами 22, поджимая стенки внешней полуформы 1 и фиксируя ее в заданном положении.
Собранная таким образом пресс-форма может воспринимать внутреннее давление без деформаций. С противоположных сторон внешней полуформы выполнены литниковые каналы 23, соединенные с формовочной полостью 24 и вентиляционные отверстия (на фиг.1 не указаны).
Для изготовления крупногабаритного изделия, например, электролитной ванны, собранную пресс-форму обогревают подачей горячего воздуха (300-350oС) в пространство, образованное металлическими листами, покрытыми термоизолирующим материалом, вокруг конструкции пресс-формы, а затем под давлением, например, 1,0-1,5 МПа подают вязкотекучий полимерный материал через литниковые каналы 23, после заполнения пресс-формы давление увеличивают до 3-4 МПа, выдерживают при этом давлении несколько минут, затем отключают подачу полимерного материала и постепенно охлаждают пресс-форму с изделием. После полного охлаждения разбирают пресс-форму, извлекают изделие и процесс повторяют заново.
Использование предложенной пресс-формы по сравнению с прототипом позволит серийно изготавливать крупногабаритные изделия, выдерживать значительные механические нагрузки, повысить надежность и упростить ее обслуживание.


Изобретение относится к пресс-формам для изготовления как единичного, так и серийного выпуска крупногабаритных изделий: емкостей, ванн, желобов, колец, коробов различных конфигураций, армированных, с ребрами жесткости из полимерного материала. Задачей, достигаемой пресс-формой по изобретению, является повышение надежности, прочностных характеристик, упрощение обслуживания при высоком качестве исполнения. Пресс-форма для изготовления крупногабаритных изделий из полимера литьем под давлением состоит из плиты-основания, формообразующих элементов, формовочной полости и элементов крепления. Пресс-форма выполнена в виде внутренней и внешней полуформ, состоящих из отдельных формообразующих элементов, жестко соединенных между собой. Она дополнительно снабжена вертикальными и горизонтальными внешними и внутренними фермами, расположенными по периметру внешней и внутренней полуформ, и приводным устройством. При этом вертикальные внутренние и внешние фермы установлены с возможностью поворота относительно плиты-основания. Горизонтальные фермы внешние жестко соединены с вертикальными внешними фермами, а горизонтальные фермы внутренние выполнены разъемными и соединены с вертикальными внутренними фермами шарнирно, причем между собой и приводным устройством они соединены ползунковым шарниром. С противоположных сторон во внешней полуформе выполнены литниковые каналы, соединенные с формовочной полостью. Внутренние вертикальные фермы снабжены выступами и соответственно им выполнены пазы на внешней стороне внутренней полуформы для их фиксации. Внутренняя полуформа установлена на плите-основании с возможностью вертикального перемещения, а внешняя полуформа жестко закреплена на плите-основании зацепами. Плита-основание жестко закреплена на фундаменте. Количество, размер и конфигурация отдельных формообразующих элементов соответствует размерам и конфигурации изделия. 3 з.п. ф-лы, 4 ил.
| ПРЕССФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ КРУПНОГАБА РЕЗИНОМЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙИ ?ь;Т1:Н7-;. ^, И1ГН!КЮЙ1|*;.{:';А;; ^в>&;ь?иат;; д | 0 |
|
SU190549A1 |
| Многоместная пресс-форма для изготовления изделий из полимерного материала | 1984 |
|
SU1219383A1 |
| Пресс-форма для литьевого прессования изделий из реактопластов | 1987 |
|
SU1620316A1 |

