Объектом предлагаемого изобретения является способ производства изолирующих листов из минеральной шерсти, причем в данном способе сначала производят лист или мат из минеральной шерсти, в котором волокна в целом параллельны основным поверхностям листа, и подают указанный лист или мат на производственную линию, на которой, на этапе разрезания, из указанного листа или мата вырезают узкие листовые полосы, соответствующие по ширине необходимой толщине изоляции, затем указанные листовые полосы транспортируют на этап упаковки посредством транспортирующего компонента, содержащего, на поперечном расстоянии друг от друга, транспортирующие средства, проходящие в продольном направлении производственной линии, и после этого упакованные листы транспортируют на место использования, в котором указанные листы устанавливают повернутыми на 90° относительно плоскости, определенной листом или матом, таким образом, что соседние установленные ламели образуют изоляционный слой, в котором волокна установлены по существу перпендикулярно к плоскости, образованной основными поверхностями изоляционного слоя.
Изолирующие ламели, изготовленные из минеральной шерсти, используются, среди прочего, в теплоизоляционных конструкциях крыш, в которых ламели установлены, как правило, в виде одиночного изоляционного слоя, в котором волокна ламелей, изготовленные из минеральной шерсти, направлены по существу перпендикулярно двум основным поверхностям изоляционного слоя. Изоляционный слой прикреплен одной из своих основных поверхностей к несущей нагрузку конструкции крыши посредством влагопреграждающего барьера, установленного на указанной конструкции без механических крепежных элементов, проходящих через указанный влагопреграждающий барьер. Несущая нагрузку конструкция крыши может представлять собой, например, бетонное основание или профилированный лист с фанерой, установленной сверху данного бетонного основания или профилированной пластины, причем к данной фанере, установленной на бетонном основании или профилированном листе, прикреплен влагопреграждающий барьер. Влагопреграждающий барьер содержит, например, приклеиваемую битумную мембрану, которую прикрепляют к несущей нагрузку конструкции крыши путем приклеивания при помощи горячего битума. На верхней основной поверхности ламинированного теплоизоляционного слой может быть дополнительно прикреплена толстая панель при помощи механических крепежных элементов таким образом, что механические крепежные элементы панели проходят через данную панель и проходят, путем анкерного закрепления на определенной глубине в слое, содержащем ламели из минеральной шерсти, таким образом, что указанные элементы не проходят через влагопреграждающий барьер на другой главной поверхности слоя данных ламелей. Ламельная изоляционная крыша также может быть реализована с помощью крепежных элементов, проходящих через влагопреграждающий барьер. Панель, которая может быть установлена на ламельном изоляционном слое, также может быть прикреплена через влагопреграждающий барьер. Когда панель прикреплена через влагопреграждающий барьер, то, как правило, отдельный ламельный крепеж не используется. Ламельные изоляции могут использоваться также в любых других областях, отличных от конструкций крыш.
Одна проблема в существующих способах производства ламелей состоит в необходимости разрезания ламелей на определенную минимальную ширину для обеспечения возможности надежного транспортирования указанных ламелей вперед на обрабатывающей линии после разрезания. Если ламели являются слишком узкими, то они могут попадать в щели между конвейерами. Кроме этого перемещение и манипуляции с отдельными ламелями, например на этапе упаковки и на месте установки, происходит более медленно по сравнению с листообразными изделиями.
Задача предлагаемого изобретения состоит в том, чтобы предложить решение, посредством которого возможна надежная манипуляция также с такими изоляционными ламелями, которые выполнены более узкими, чем прежде. Для решения этой задачи предлагаемый способ отличается тем, что на этапе разрезания разрезание между по меньшей мере двумя соседними ламельными сегментами выполняют частично таким образом, что ламельные сегменты остаются прикрепленными друг к другу посредством тонкой шейки, образуя, таким образом, ламельный блок, ширина которого превышает поперечное расстояние между двумя соседними транспортирующими средствами, причем данные ламельные сегменты открепляют полностью друг от друга до упаковки указанных ламельных сегментов или только после приближения к месту использования, и устанавливают отдельно в соответствующем месте на месте использования.
Далее изобретение описано более подробно со ссылкой на прилагаемые чертежи, на которых:
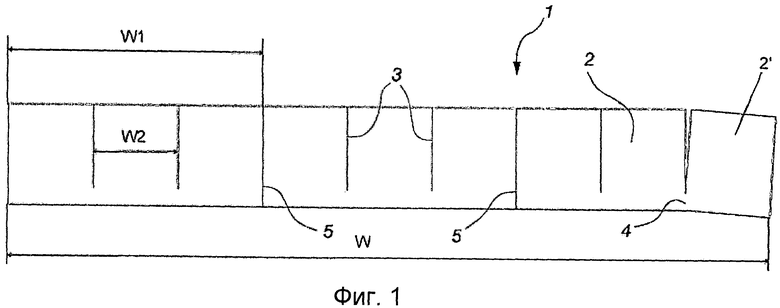
на фиг.1 схематично изображено поперечное сечение изоляционного листа из минеральной шерсти, разрезанного по способу, реализующему изобретение;
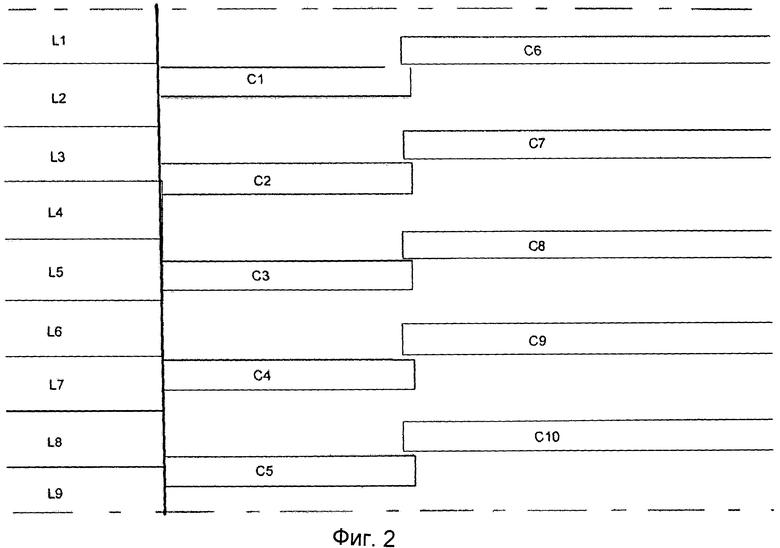
на фиг.2 схематично изображен вид сверху секции производственной линии после этапа разрезания;
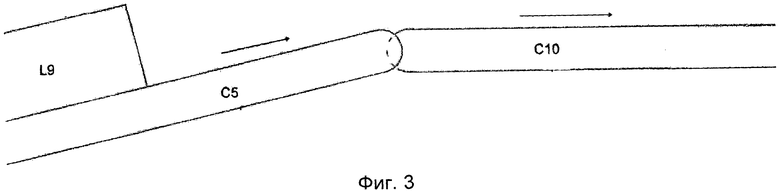
на фиг.3 изображен вид сбоку секции линии, показанной на фиг.2.
На фиг.1 изображено поперечное сечение листа 1 из минеральной шерсти после разрезания с образованием ламельных сегментов 2. В этом варианте осуществления есть девять ламельных сегментов 2, разделенных на группы из трех ламельных сегментов, причем в точке 5 между указанными группами разрезание выполняют по всей толщине листа 1, причем между группами разрезы 3 между соседними ламелями оставляют неполными таким образом, что соседние ламели 2 скреплены друг с другом посредством тонкой шейки 4. Ламель 2' на правой стороне указанной фигуры показан незначительно открытым на разрезе 3 для того, чтобы показать шейку 4 более четко. Подобные группы из трех ламелей, ширина которых отмечена обозначением W1, образуют листообразный модуль, общая ширина которого превышает минимальную ширину, требуемую на линии, даже если ширина W2 одного ламеля значительно меньше, чем ширина по минимальному требованию. Общая ширина листа отмечена обозначением W.
На фиг.2 изображены девять ламелей L1-L9, переданных, после продольного разрезания, на конвейеры С1-С5 и С6-С10, проходящие в продольном направлении линии и находящиеся на расстоянии в поперечном направлении друг от друга. На фиг.3 изображено взаимное расположение конвейерных групп С1-С5 и С6-С10 с фиг.5 на виде сбоку. Поперечное расстояние между двумя соседними конвейерами в каждой конвейерной группе С1-С5 и С6-С10 выбрано по размеру для определенной минимальной ширины ламелей. Если необходимо сделать ламели более узкими по сравнению с этой минимальной шириной, то риск попадания ламелей между конвейерами становится проблемой. На фиг.2 изображено расположение подобных узких ламелей на конвейерах после разрезания. Если необходимо разрезать ламели L1-L9 обычным образом, с полным откреплением друг от друга уже на этапе продольного разрезания, то ламель L2, например, может попасть между конвейерами С6 и С7, а ламель L3, в свою очередь, между конвейерами С1 и С2. Аналогичным образом ламель L4 может попасть между конвейерами С2 и С3, ламель L5 - между конвейерами С8 и С9, и далее подобным образом. Путем применения частичного разрезания согласно предлагаемому изобретению таким образом, что по меньшей мере два из ламелей в каждый момент времени скреплены друг с другом таким образом, что ширина их соединения превышает расстояние между конвейерами, избегают, относительно простым и надежным образом, попадания между конвейерами и перерывов в производстве, вызванных указанными попаданиями. Предлагаемый способ обеспечивает возможность гибкого перехода на изготовление ламелей различных размеров путем изменения, на линии, только положения режущих средств в поперечном направлении листов из минеральной шерсти и их глубины резания в листе из минеральной шерсти. Поскольку могут быть использованы режущие средства, например ножи циркулярной пилы, установленные на приводном валу, проходящем поперечно листу из минеральной шерсти, то указанные ножи выполнены с возможностью установки в различных точках в продольном направлении вала, причем регулирование глубины легко выполняют путем уменьшения диаметра ножа в нужных точках. При этом остальная часть линии может, таким образом, оставаться по существу без изменений.
Согласно предлагаемому изобретению лист на линии может быть также разрезан таким образом, что все ламели остаются прикрепленными друг к другу, и выполняют только выравнивающее снятие материала в виде разреза, проходящего через толщину всего листа.
Ламельные группы W1 предпочтительно транспортируют на всем пути до упаковочной станции путем поддержания ламельных сегментов скрепленными друг с другом и также упаковывают в листообразной форме. В этом случае ламельные сегменты не открепляют друг от друга до тех пор, пока упаковку не распакуют. На месте установки ламельные сегменты поворачивают на 90° вокруг их продольной оси, посредством чего их волокна устанавливают в по существу перпендикулярном положении к их установочному основанию. Ламели могут быть откреплены друг от друга, например, путем разрезания ножом или просто путем отрыва их друг от друга. Отрывание может оставлять неровные отметины в точке отрыва, но это не является негативным для изолирующей способности ламелей и не создает неблагоприятного воздействия на окончательный вид места изоляции.
Изобретение относится к способу производства изолирующих ламелей из минеральной шерсти. В данном способе сначала производят лист или мат из минеральной шерсти, в которой волокна в целом параллельны основным поверхностям листа, и из листа или мата вырезают ламельные сегменты, соответствующие по ширине необходимой толщине изоляции. Затем осуществляют разрезание между двумя соседними ламельными сегментами, которое выполняют таким образом, что ламельные сегменты остаются прикрепленными друг другу посредством тонкой шейки. Техническим результатом изобретения является надежная манипуляция с узкими изоляционными ламелями во время их транспортировки без продавливания их в щели между конвейерами. 2 з.п. ф-лы, 3 ил.
1. Способ производства изолирующих ламелей из минеральной шерсти, причем в данном способе сначала производят лист или мат из минеральной шерсти, в котором волокна в целом параллельны основным поверхностям листа, и подают указанный лист или мат на производственную линию, на которой на этапе разрезания из указанного листа или мата вырезают узкие ламельные сегменты, соответствующие по ширине необходимой толщине изоляции, затем указанные ламельные сегменты транспортируют на этап упаковки посредством транспортирующего компонента, содержащего на расстоянии в поперечном направлении друг от друга транспортирующие средства, проходящие в продольном направлении производственной линии, и после этого упакованные ламели транспортируют на место использования, в котором указанные ламели устанавливают повернутыми на 90° относительно плоскости, определенной листом или матом, таким образом, что соседние установленные ламели образуют изоляционный слой, в котором волокна установлены по существу перпендикулярно к плоскости, образованной основными поверхностями изоляционного слоя, отличающийся тем, что на этапе разрезания разрезание между по меньшей мере двумя соседними ламельными сегментами выполняют частично таким образом, что ламельные сегменты остаются прикрепленными друг другу посредством тонкой шейки, образуя таким образом ламельный блок, ширина которого превышает поперечное расстояние между двумя соседними транспортирующими средствами, причем данные ламельные сегменты открепляют полностью друг от друга до упаковки указанных ламельных сегментов или только после приближения к месту использования и устанавливают отдельно в соответствующем месте на месте использования.
2. Способ по п.1, отличающийся тем, что разрезание выполняют посредством ножей циркулярной пилы, установленных на приводном валу, проходящем поперечно листу из минеральной шерсти, причем указанные ножи выполнены с возможностью установки в различных точках в продольном направлении вала.
3. Способ по п.2, отличающийся тем, что регулирование глубины для каждого разреза выполняют путем изменения диаметра соответствующего ножа.
| Способ определения температурного максимума в стекловаренной ванной печи | 1986 |
|
SU1390200A1 |
| ЗАПОМИНАЮЩЕЕ УСТРОЙСТВО | 1972 |
|
SU435562A1 |
| ТЕЛЕФОННЫЙ АППАРАТ, ОТЗЫВАЮЩИЙСЯ ТОЛЬКО НА ВХОДЯЩИЕ ТОКИ | 1920 |
|
SU274A1 |
| EP 1356904 B1, 15.02.2006 | |||
| US 6599388 B1, 29.07.2003 | |||
| Инвентарная дорожная конструкция колейных автомобильных дорог (ее варианты) | 1982 |
|
SU1086054A1 |

