Изобретение относится к технике обработки металлов давлением и может быть использовано для развальцовки труб в особо сложных условиях.
Традиционный способ вальцевания труб в некоторых случаях оказывается весьма трудоемким. Примером может служить процесс замены труб при ремонте судовых парогенераторов, когда требуется надежно и плотно закрепить концы многих тысяч концов труб в отверстиях коллекторов, при этом работа ведется в очень тесном для рабочего пространстве и нередко при крайне неблагоприятных условиях качки корабля.
Распространенными способами вальцевания труб является применение устройств на основе цанговых инструментов, снабженных электромеханическими приводами.
Наиболее близким к заявляемому устройству по совокупности существенных признаков того же назначения является устройство для закрепления труб в трубных решетках, который содержит цанговый механизм, состоящий из цангового цилиндра с расположенным в нем распорным стержнем (а.с. СССР №845995, В 21 D 39/06, 15.07.1981).
Недостатком данного устройства является то, что при осуществлении рабочих циклов требуется внешнее воздействие, создающее расчетное усилие на распорный стержень для его перемещения. При этом работа агрегатов (например, пневмогидроцилиндров, электомеханических приводов и т.п.), формирующих такое воздействие, из-за их значительных габаритов и производимого шума отрицательно сказывается на производительности труда и затрудняет использование их в случаях, когда работа ведется в небольшом пространстве при неблагоприятных условиях.
Задачей, на решение которой направлено предлагаемое изобретение, является изменение конструкции, которая сможет ускорить развальцовку труб в особо трудных условиях. Техническим результатом предлагаемого изобретения является повышение удельной работоспособности устройства и снижение себестоимости труда.
Технический результат достигается тем, что, как и прототип, предлагаемый инструмент для развальцовки труб содержит цанговый механизм, состоящий из цангового цилиндра с расположенным в нем распорным стержнем.
Особенность заключается в том, что инструмент снабжен корпусом и размещенной в нем пружиной сжатия, один конец которой имеет упор на корпусе, а другой на торце цангового цилиндра. Внутри пружины помещен рабочий силовой элемент, выполненный из сплава с эффектом памяти формы, один конец которого закреплен на корпусе, а другой присоединен к распорному стержню. При этом пружина и рабочий силовой элемент выполнены с возможностью совместного образования системы сил, направление суммарного вектора действия которых на распорный стержень зависит от температуры рабочего силового элемента, повышение которой до температуры, превышающей температуру обратного мартенситного превращения, вызывает генерацию усилий, передающихся на распорный стержень за счет сокращения длины рабочего силового элемента.
Реализация поставленной задачи основана на свойстве металла с эффектом памяти формы увеличивать или уменьшать собственные линейные размеры при соответствующем изменении его температуры, развивая при этом значительные усилия.
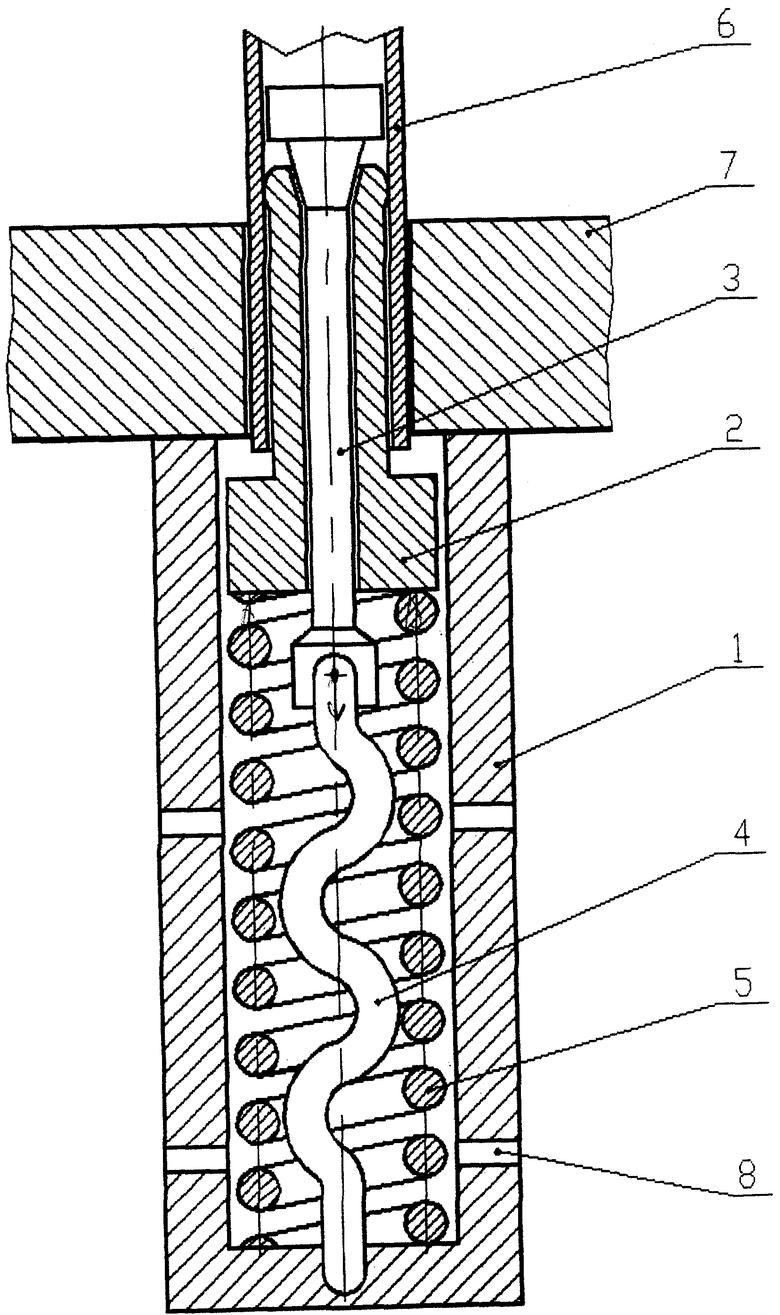
Изображенный на чертеже инструмент для развальцовки труб состоит из корпуса 1, цангового цилиндра 2, распорного стержня 3, рабочего силового элемента 4, контрпружины 5.
Инструмент работает следующим образом. При пониженной температуре (например, 0÷20°С) контрпружина 5, преодолевая сопротивление ослабленного (находящегося в мартенситном состоянии) элемента 4, выдвигает из корпуса цанговый узел, состоящий из цангового цилиндра 2 и распорного стержня 3. Выдвинутый узел оператор (рабочий) вводит внутрь предназначенной для вальцовки трубы 6, конец которой находится в отверстии трубной доски 7. После этого с помощью шланга (не показан) через отверстия 8 в корпусе 1 подается горячий хладоагент, повышающий температуру рабочего силового элемента 5 до температуры 50-70°С (выше температуры обратного мартенситного превращения). При нагреве рабочий силовой элемент 5 стремится вследствие эффекта памяти формы сократить свою длину, развивая усилия, достигающие величины свыше 60 кг/мм2. Эти усилия, преодолевая сопротивление контрпружины 5, передаются на распорный стержень 3, который, вдвигаясь расширяющейся частью в цанговый цилиндр 2, раздвигает в радиальном направлении его подвижные секторы. Раздвигаясь, подвижные секторы, в свою очередь, воздействуют на стенки трубы 6, увеличивая ее диаметр до момента соприкосновения внешней стороны трубы с поверхностью трубной доски 7. Одновременно с этим происходит перемещение цангового цилиндра 2 совместно с распорным стержнем 3 как единого целого вдоль оси трубы 6, по направлению к корпусу 1. В результате конец трубы 6, находящийся в зоне трубной доски 7, увеличивается в диаметре до плотного соприкосновения с трубной доской 7. Происходит процесс развальцовки. При выходе цангового цилиндра 2 и распорного стержня 3 из зоны трубной доски 7 инструмент свободно отделяется от трубы 6, после чего цикл может быть повторен.
Количество циклов определяется долговечностью рабочего силового элемента. Рабочие силовые элементы, изготовленные из никелида титана, способны совершать миллионы циклов. С другой стороны, время каждого цикла зависит только от скорости нагрева и охлаждения силового элемента и может составить, в зависимости от его массы, минуты или даже секунды.
Таким образом, предлагаемый инструмент для развальцовки труб может быть использован для ускоренной развальцовки труб, что особенно важно в случае неблагоприятных условий проведения работ, в том числе на море.
| название | год | авторы | номер документа |
|---|---|---|---|
| СИГНАЛИЗАТОР ТЕМПЕРАТУРЫ | 2000 |
|
RU2201582C2 |
| РЕГУЛЯТОР ПОДАЧИ ГАЗА | 2000 |
|
RU2244218C2 |
| Инструмент для развальцовки труб | 1983 |
|
SU1148678A1 |
| Способ развальцовки труб и инструмент для его осуществления | 1990 |
|
SU1738439A1 |
| РЕЗЕЦ ДЛЯ ТЕРМОФРИКЦИОННОГО ИНСТРУМЕНТА | 2004 |
|
RU2288340C2 |
| УСТРОЙСТВО ДЛЯ РАЗДАЧИ ТРУБ | 1996 |
|
RU2104110C1 |
| АВТОНОМНЫЙ ТЕРМОГРАФ | 1999 |
|
RU2186348C2 |
| Инструмент для развальцовки труб | 1976 |
|
SU647041A1 |
| ТЕРМОМЕХАНИЧЕСКИЙ ПОРОДОРАЗРУШАЮЩИЙ ИНСТРУМЕНТ | 2003 |
|
RU2247216C2 |
| УСТРОЙСТВО ДЛЯ ФОРМООБРАЗОВАНИЯ | 1994 |
|
RU2076010C1 |
Изобретение относится к обработке металлов давлением и может быть использовано для развальцовки труб. Инструмент содержит цанговый механизм, состоящий из цангового цилиндра с расположенным в нем распорным стержнем. В инструменте имеется корпус с размещенной в нем пружиной сжатия, один конец которой имеет упор на корпусе, а другой на торце цангового цилиндра, закрепленный внутри пружины сжатия рабочий силовый элемент, выполненный из сплава с эффектом памяти формы. Один конец силового элемента закреплен на корпусе, а другой присоединен к распорному стержню. Пружина и рабочий силовой элемент выполнены с возможностью совместного образования системы сил, направление суммарного вектора действия которых на распорный стержень зависит от температуры силового элемента, повышение которой до температуры, превышающей температуру обратного мартенситного превращения, вызывает генерацию усилий, передающихся на распорный стержень за счет сокращения длины рабочего силового элемента. Повышается работоспособность и снижается себестоимость труда. 1 ил.
Инструмент для развальцовки труб, содержащий цанговый механизм, состоящий из цангового цилиндра с расположенным в нем распорным стержнем, отличающийся тем, что он снабжен корпусом, размещенной в нем пружиной сжатия, один конец которой имеет упор на корпусе, а другой на торце цангового цилиндра, и закрепленным внутри нее рабочим силовым элементом, выполненным из сплава с эффектом памяти формы, один конец которого закреплен на корпусе, а другой присоединен к распорному стержню, при этом пружина и рабочий силовой элемент выполнены с возможностью совместного образования системы сил, направление суммарного вектора действия которых на распорный стержень зависит от температуры силового элемента, повышение которой до температуры, превышающей температуру обратного мартенситного превращения вызывает генерацию усилий, передающихся на распорный стержень за счет сокращения длины рабочего силового элемента.
| Устройство для закрепления трубВ ТРубНыХ РЕшЕТКАХ | 1980 |
|
SU845995A1 |
| Инструмент для развальцовки труб | 1976 |
|
SU647041A1 |
| SU 1486207 А, 15.06.1989 | |||
| СПОСОБ ПОВЫШЕНИЯ АДГЕЗИОННОЙ СПОСОБНОСТИ ПОВЕРХНОСТИ ФОРМОВАННЫХ ПОДОШВ | 2005 |
|
RU2304420C1 |
| US 3285470 A, 15.11.1966 | |||
| Теплоэлектрический преобразователь давления | 1985 |
|
SU1323885A1 |
| ТИХОНОВ А.С | |||
| и др | |||
| Применение эффекта памяти формы в современном приборостроении | |||
| М.: Машиностроение, 1981, с.62-63, 67-68, рис.51, 53, 59, 60 | |||
| ОРЛОВ П.И | |||
| Основы конструирования | |||
| М.: Машиностроение, 1977, 171-175. | |||

