Изобретение относится к области производства полимерных труб, армированных упрочняющим каркасом, предназначенных для сооружения трубопроводов, транспортирующих жидкие, газообразные среды и пульпы, обладающие химически агрессивными характеристиками при высоких давлениях и колебаниях температур.
Известна пластмассовая труба, содержащая внутренний и наружный слои из термопластичного материала и расположенный между ними армирующий наполнитель из полимерного или минерального материала, выполненный в виде непрерывных нитей, углубленных в наружную поверхность внутреннего слоя и внутреннюю поверхность наружного слоя термопластичного материала, при этом нити намотаны в два слоя во взаимно противоположных направлениях и образуют ромбовидные ячейки каркаса (Патент RU №2205318, MKИ7 F 16 L 9/12).
Недостатком этой трубы является невозможность восприятия высоких осевых нагрузок вследствие низкой жесткости ромбовидных ячеек каркаса.
Способ изготовления этой трубы (Патент RU №2205318, МКИ7 F 16 L 9/12) заключается в намотке на пластифицированную путем разогрева наружную поверхность внутреннего термопластичного слоя с натяжением по спиральным линиям в двух взаимно противоположных направлениях непрерывных нитей из полимерного или минерального материала, которые углубляются в наружную поверхность внутреннего термопластичного слоя, после чего наносят наружный термопластичный слой и выступающие части армирующих нитей углубляются во внутреннюю поверхность наружного слоя.
Недостатком этого способа изготовления пластмассовой армированной трубы является невозможность получения трубы с высокой восприимчивостью осевых нагрузок.
Известна труба, преимущественно из полимерных материалов, содержащая усилитель прочности в виде металлического сетчатого каркаса из продольных и навитых на них поперечных стержней арматуры, скрепленных в точках их пересечения (Патент RU №2056571, МКИ6 F 16 L 9/12).
Недостатком этой трубы является недостаточно высокая нагрузочная способность для труб большого диаметра, ограниченная сечением поперечных стержней арматуры, которое не может быть увеличено из-за малого радиуса изгиба, определяемого диаметром трубы, при этом шаг навивки поперечных стержней арматуры не может быть уменьшен с целью повышения прочности из-за необходимости обеспечения надежного проникновения расплавленного полимера через ячейки каркаса. Кроме этого, такая труба имеет большую массовую характеристику и высокую жесткость, что препятствует прокладке трубопровода по пересеченной местности или с отклонениями от прямолинейности без применения отклоняющих устройств (фитингов).
Способ изготовления этой трубы (Патент RU №2056571, МКИ6 F 16 L 9/12) включает размещение продольных стержней арматуры на оправке, навивку на них стержней поперечной арматуры, скрепление их в точках пересечения, например, сваркой и заливку образованного каркаса в монолитный блок полимера.
Недостатком этого способа изготовления полимерной армированной трубы является невозможность получения труб большого диаметра с высокой нагрузочной способностью.
Известна полимерная армированная труба (Патент RU №2220354, МКИ7 F 16 L 9/12), принятая в качестве прототипа, содержащая размещенный в блоке монолитного полимера усилитель прочности в виде сетчатого каркаса, состоящего из продольных металлических и навитых на них в один слой поперечных стержней арматуры из неметаллического материала, например из высокомодульных волокон или жгутов, зафиксированных относительно друг друга в точках их пересечения.
Выполнение поперечных стержней арматуры из высокомодульных волокон или жгутов, которые при малом сечении обладают значительной прочностью, позволяет обеспечить высокую нагрузочную способность трубы большого диаметра, однако появляется неравномерность в восприятии осевых и радиальных нагрузок, так как слой поперечной неметаллической арматуры хорошо воспринимает радиальные нагрузки и не воспринимает осевые, а поскольку слой неметаллической поперечной арматуры контактирует с металлическими стержнями продольной арматуры, то осевые нагрузки передаются и на него. Кроме этого, поперечная устойчивость сечения трубы получается невысокой, так как высокомодульные волокна при значительной прочности имеют малую жесткость.
Способ изготовления этой трубы (Патент RU №2220354, МКИ7 F 16 L 9/12), принятый в качестве прототипа, включает подачу на оправку продольных стержней арматуры, навивку с натяжением на продольные стержни арматуры продольных стержней из высокомодульных волокон, фиксацию стержней арматуры относительно друг друга в точках их пересечения посредством лунок с наружной поверхности продольных стержней и последующую заливку полимером, причем подача на оправку продольных стержней осуществляется вытягиванием за конец уже сформированной трубы.
Недостатком этого способа является невозможность получения трубы большого диаметра с высокой нагрузочной способностью равнопрочной как в осевом, так и в радиальном направлении. Кроме этого, к недостаткам следует отнести наличие действия вытягивания сформированной трубы, которое приводит к деформации формы сечения трубы, так как при большом диаметре трубы и, соответственно, увеличенном диаметре продольных стержней, тянущие усилия существенно возрастают, а сечение трубы имеет невысокую устойчивость в силу описанных выше конструктивных недостатков.
Задача, решаемая изобретением, заключается в повышении прочности в радиальном направлении полимерных армированных труб с поперечной арматурой из высокомодульных волокон, а также в повышении устойчивости поперечного сечения таких труб большого диаметра.
Решение задачи изобретением в части способа изготовления полимерной армированной трубы заключается в обеспечении возможности получения равнопрочных полимерных труб с поперечной арматурой из высокомодульных волокон и с устойчивым поперечным сечением, особенно труб большого диаметра.
Эта задача решается следующим образом.
В известной полимерной армированной трубе, содержащей усилитель прочности в виде сетчатого каркаса из продольных металлических и навитых по их длине поперечных стержней арматуры из высокомодульных волокон или жгутов, размещенный в блоке полимера, СОГЛАСНО ИЗОБРЕТЕНИЮ сетчатый каркас имеет дополнительный поперечный слой из металлических стержней арматуры, навитых непосредственно на продольные металлические стержни, а поперечные стержни арматуры из высокомодульных волокон навиты в несколько взаимно перекрещивающихся слоев и размещены в блоке полимера с внешней стороны металлических поперечных стержней.
В известном способе изготовления полимерной трубы, включающем подачу на оправку продольных металлических стержней арматуры, формирование слоя поперечной арматуры из высокомодульных волокон и последующую заливку полимером, СОГЛАСНО ИЗОБРЕТЕНИЮ непосредственно на металлические продольные стержни арматуры навивают поперечный слой арматуры из металлических стержней, осуществляют заливку расплавом полимера, затем на образованную полимерную поверхность навивают несколько взаимно перекрещивающихся слоев поперечных стержней арматуры из высокомодульных волокон и вновь осуществляют заливку расплавом полимера, при этом подачу на оправку продольных металлических стержней арматуры производят путем принудительного вталкивания до формирования сечения трубы.
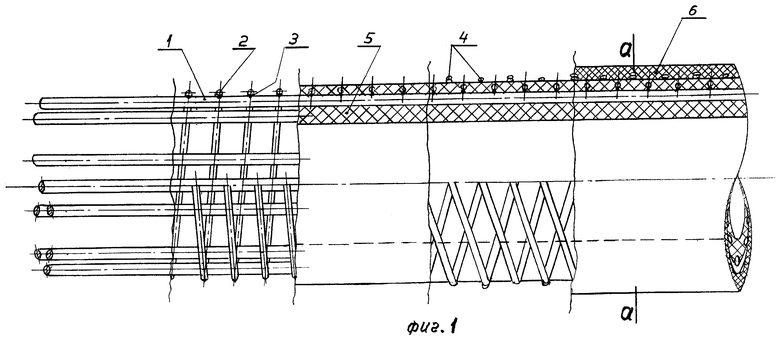
На фиг.1 изображен продольный разрез предлагаемой трубы.
На фиг.2 изображен поперечный разрез предлагаемой трубы.
Полимерная армированная труба содержит усилитель прочности в виде сетчатого каркаса из продольных металлических стержней 1 и навитых на них поперечных металлических стержней 2, скрепленных в местах их пересечения, например, сваркой 3. С зазором относительно поперечных металлических стержней 2 с их внешней стороны размещены поперечные стержни арматуры 4 из высокомодульных волокон или жгутов, навитые вдоль металлических стержней 1 минимум в два взаимно перекрещивающихся слоя.
Образованный двухкомпонентный усилитель прочности помещен в блок полимера 5, 6.
При транспортировании жидких и газообразных сред под высоким давлением по такой трубе происходит следующее распределение осевых и радиальных нагрузок. Осевые усилия воспринимаются стержнями 1 продольной металлической арматуры, поперечные металлические стержни 2 частично воспринимают радиальные нагрузки и в силу своей жесткости придают устойчивость форме сечения трубы. Поперечные стержни 4 из высокомодульных волокон или жгутов, размещенные с зазором относительно металлических поперечных стержней 2, практически разгружены от осевых усилий, которые они плохо воспринимают, и в полной мере воспринимают радиальные нагрузки. Таким образом, труба имеет равную нагрузочную способность как в осевом, так и в радиальном направлениях при устойчивой форме сечения, что наиболее важно при большом диаметре трубы.
Способ изготовления полимерной армированной трубы включает подачу металлических продольных стержней арматуры 1 на оправку(на чертеже не показано) путем принудительного вталкивания, причем подача осуществляется путем принудительного вталкивания отдельных стержней арматуры до формирования сетчатого каркаса, что обеспечивает возможность использования продольных стержней высокой жесткости при изготовлении труб большого диаметра. Затем на продольные металлические стержни 1 навивают металлические продольные стержни 2 и скрепляют их в местах пересечения с продольными стержнями 1, например, сваркой 3. После этого осуществляют заливку образованного сетчатого каркаса расплавом полимера 5, на образованную полимерную поверхность навивают несколько взаимно перекрещивающихся слоев поперечных стержней арматуры 4 из высокомодульных волокон или жгутов (минимум два слоя) и осуществляют заливку расплавом полимера 6. Внутреннюю поверхность трубы формируют на водоохлаждаемом дорне, а внешнюю - в формирующей втулке. Разрезку трубы на мерные длины производят после ее охлаждения на выходном рольганге.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОЛИМЕРНАЯ АРМИРОВАННАЯ ТРУБА, СПОСОБ И УСТРОЙСТВО ДЛЯ ЕЁ ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2220354C2 |
| ТРУБА АРМИРОВАННАЯ ПОЛИМЕРНАЯ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1995 |
|
RU2075684C1 |
| ГИБКАЯ АРМИРОВАННАЯ ТРУБА ИЛИ ДЕТАЛЬ ТРУБОПРОВОДА (ВАРИАНТЫ) И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2509949C2 |
| ТРУБА ПОЛИМЕРНАЯ АРМИРОВАННАЯ, СПОСОБ И УСТРОЙСТВО ДЛЯ ЕЁ ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2220353C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОЙ АРМИРОВАННОЙ ТРУБЫ | 1995 |
|
RU2065118C1 |
| МУФТА ДЛЯ СОЕДИНЕНИЯ ПОЛИМЕРНЫХ АРМИРОВАННЫХ ТРУБ | 2005 |
|
RU2294478C1 |
| ТРУБА ПОЛИМЕРНАЯ АРМИРОВАННАЯ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2004 |
|
RU2257505C1 |
| ТРУБА | 1994 |
|
RU2056571C1 |
| ФЛАНЕЦ МЕТАЛЛОПЛАСТОВОЙ ТРУБЫ | 1993 |
|
RU2023933C1 |
| ТРУБА ПОЛИМЕРНАЯ АРМИРОВАННАЯ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1996 |
|
RU2105920C1 |

Изобретение относится к области производства полимерных труб, армированных упрочняющим каркасом, предназначенных для сооружения трубопроводов, транспортирующих жидкие, газообразные среды и пульпы, обладающие химически агрессивными характеристиками при высоких давлениях и колебаниях температур. В полимерной армированной трубе, содержащей усилитель прочности в виде сетчатого каркаса из продольных металлических и навитых по их длине поперечных стержней арматуры из высокомодульных волокон или жгутов, размещенный в блоке полимера сетчатый каркас имеет дополнительный поперечный слой из металлических стержней арматуры, навитых непосредственно на продольные металлические стержни, а поперечные стержни арматуры из высокомодульных волокон навиты в несколько взаимно перекрещивающихся слоев и размещены в блоке полимера с внешней стороны слоя металлических поперечных стержней. В способе изготовления полимерной трубы, включающем подачу на оправку продольных металлических стержней арматуры, формирование слоя поперечной арматуры из высокомодульных волокон и последующую заливку полимером, непосредственно на металлические продольные стержни арматуры навивают поперечный слой арматуры из металлических стержней, осуществляют заливку расплавом полимера, затем на образованную поверхность навивают несколько взаимно перекрещивающихся слоев поперечных стержней арматуры из высокомодульных волокон и вновь осуществляют заливку расплавом полимера, при этом подачу на оправку продольных металлических стержней арматуры производят путем принудительного вталкивания до формирования сечения трубы. Технический результат изобретения заключается в повышении прочности в радиальном направлении полимерных армированных труб с поперечной арматурой из высокомодульных волокон, а также в повышении устойчивости поперечного сечения таких труб большого диаметра. 2 н.п. ф-лы, 2 ил.
| ПОЛИМЕРНАЯ АРМИРОВАННАЯ ТРУБА, СПОСОБ И УСТРОЙСТВО ДЛЯ ЕЁ ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2220354C2 |
| ТРУБА | 1994 |
|
RU2056571C1 |
| ПОЛИМЕРНАЯ АРМИРОВАННАЯ ТРУБА, СПОСОБ И УСТРОЙСТВО ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 2000 |
|
RU2176348C1 |
| US 3894901 А, 15.07.1975 | |||
| ЛИГАНДЫ НИКОТИНОВОГО РЕЦЕПТОРА АЛЬФА-7, ИХ ПОЛУЧЕНИЕ И ПРИМЕНЕНИЕ | 2005 |
|
RU2418797C2 |

