Установка для очистки поверхностей изделий сложной формы предназначена для использования в области очистки загрязненных поверхностей, например для поверхностной очистки загрязненных рельсов при их восстановлении, заключающейся в нагреве поверхностей рельса до температуры плавления органических составляющих загрязнений с последующей пескоструйной обработкой сжатым воздухом и абразивом кипящего слоя.
Известна нагревательная установка для термообработки, содержащая подъемник деталей и установленные последовательно нагревательную камеру под закалку, закалочную камеру, нагревательную камеру под отпуск и камеру охлаждения под отпуск [1]. В этой установке в качестве нагревательного устройства использована печь с кипящим слоем, обеспечивающим равномерный и быстрый нагрев обрабатываемых деталей.
Эта установка не может быть использована для очистки поверхностей рельсов, так как конструктивное исполнение печи предусматривает загрузку и выгрузку нагреваемых изделий в кипящий слой сверху нагревательной камеры. При этом затрачивается большое количество времени, что неизбежно вызывает подхолаживание детали. Кроме того, в печах с выгрузкой деталей через верх сложно использовать тепло уходящих газов, поскольку над слоем нельзя установить теплообменник, а подвижная крышка печи, уменьшающая потери тепла излучением от горячего слоя в окружающую среду, усложняет конструкцию и работу печи. Потери будут увеличиваться также при увеличении габаритов очищаемых изделий.
Известна также печь для нагрева и термообработки металла в кипящем слое, содержащая смежные камеры, разделенные вертикальной перегородкой с переточной щелью около газораспределительной решетки [2].
В данной печи операции загрузки и выгрузки изделий осуществляются через загрузочные окна в стенках печи. Это позволяет поступательно перемещать через печь с кипящим слоем изделия любой длины, установить над слоем теплообменник и крышку, уменьшающую потери тепла излучением от горячего слоя в окружающую среду.
Кроме того, известна печь с кипящим слоем, в которой одна из смежных камер снабжена шибером, позволяющим изменять уровень кипящего слоя в камерах [3].
Однако при постоянно открытой щели происходит "рабочий износ" всего мелкозернистого материала в объеме обеих камер, то есть измельчение зерна до пылеобразного состояния с утратой качеств эффективного теплоносителя и загрязнение слоя жировыми и механическими дефектами поверхностей обрабатываемых изделий. Кроме того, замена мелкозернистого материала, разогрев нового объема абразивного слоя требует значительной затраты вспомогательного времени.
Цель изобретения - повышение качества очистки загрязненных поверхностей изделий сложной формы за счет направленного силового, теплового и абразивного воздействия мелкозернистого материала на поверхности изделий и обеспечение быстрой смены отработанного объема слоя новой чистой порцией мелкозернистого материала, предварительно нагретого до рабочей температуры.
Указанная цель достигается тем, что в газораспределительной решетке установлены колпачки фонтанирующего ожижения кипящего слоя в строго определенном месте относительно очищаемых поверхностей изделия, а на пути быстрого подъема абразивных частиц установлены отражатели-преломители восходящего потока частиц. В отражателях-преломителях выполнены щели-сопла для направленной подачи под давлением сжатого воздуха, нагретого до рабочей температуры, а в отверстиях для удаления отработанного материала из рабочей камеры и в переточной щели под межкамерной перегородкой установлены заслонки.
На чертеже изображена установка для очистки поверхностей изделий сложной формы.
В этой установке в качестве нагревательного устройства использована печь с кипящим слоем, обеспечивающим равномерный и быстрый нагрев обрабатываемых деталей. Печь имеет две сообщающиеся камеры со слоем мелкозернистого материала - подготовительную камеру 1 и рабочую камеру 2, разделенные вертикальной перегородкой 3 со щелью около газораспределительной решетки, закрываемой заслонкой 4 для перепускания кипящего слоя; газораспределительную решетку 5; подрешеточную камеру (коллектор) 6. В газораспределительной решетке со стороны рабочей камеры установлены колпачки фонтанирующего ожижения кипящего слоя 7 и выполнены отверстия для удаления отработанного материала, закрывающиеся заслонками 8 со стороны коллектора. В рабочей камере симметрично относительно очищаемого изделия установлены отражатели-преломители 9, в которых выполнены щели-сопла 10. Подготовительная камера герметично закрыта крышкой 11, в которой выполнено окно для прохода газа, перекрываемое шибером 12. В надслоевом пространстве печи проходит змеевик воздухоподогревателя 13. Кипящий слой обогревается электронагревателем 14.
Установка работает следующим образом.
Воздух через воздухоподогреватель 13 подается в подрешеточную камеру 6 и через газораспределительную решетку 5 поступает в печь. В исходном состоянии установки перед рабочим запуском при открытом положении шибера 12, когда надслоевые пространства подготовительной и рабочей камер соединены, высота кипящего слоя одинакова в обеих камерах (показана пунктиром). Изделие 15, подаваемое в печь через окна в стенках, проходит между отражателями-преломителями. Затем окно для прохода газов в крышке 11 подготовительной камеры перекрывается шибером 12, вследствие чего давление воздуха в надслоевом пространстве этой камеры повышается, и мелкозернистый материал 16 под действием перепада давления вытесняется в рабочую камеру через щель в вертикальной перегородке 3 при открытой заслонке 4, занимая положение 17 над изделием. После этого заслонка 4 закрывается, шибер 12 открывается, а подготовительная камера через трубопровод 18 заполняется новым объемом абразивного материала, равным объему заполнения рабочей камеры, с последующим нагревом до рабочей температуры.
Колпачки фонтанирующего ожижения 7 создают поток быстро поднимающихся частиц мелкозернистого материала, который огибает отражатели-преломители 9, и направляется в зону очистки. Из сопел-щелей 10 в направлении очищаемой поверхности под давлением выходит сжатый воздух, нагретый до рабочей температуры, который увлекает с собой отраженные абразивные частицы, что способствует увеличению механического воздействия частиц на поверхность изделия и повышению качества очистки.
Поверхность очищаемого изделия нагревается до температуры плавления органических составляющих загрязнений (250...350°С). При этом происходит постепенное загрязнение мелкозернистого материала.
Для обеспечения быстрого удаления отработанного абразивного материала открываются заслонки 8. Заполнение объема рабочей камеры новой чистой порцией мелкозернистого материала происходит через переточную щель при закрытом шибере 12 и открытой заслонке 4.
Источники информации
1. Баскаков А.П. Скоростной безокислительный нагрев и термическая обработка в кипящем слое. - М.: Металлургия, 1968.
2. А.с.193559 СССР, МПК С 21d, кл. 18с 9/00, 18с 9/70. Нагревательная печь с кипящим слоем. / Н.И. Сыромятников, 1966.
3. А.с.863977 СССР, М. кл. F 27 В 15/00. Печь с кипящим слоем. / А.П.Баскаков, Н.Ф.Филипповский, А.А.Жарков и др., 1979 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ МАГНИТНО-АБРАЗИВНОЙ ОЧИСТКИ И/ИЛИ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ИЗДЕЛИЙ СЛОЖНОЙ ФОРМЫ | 2006 |
|
RU2336985C1 |
| СПОСОБ ПОДАЧИ МАГНИТНО-АБРАЗИВНОГО МАТЕРИАЛА В ЗОНУ МАГНИТНО-АБРАЗИВНОЙ ОБРАБОТКИ СЛОЖНЫХ ПОВЕРХНОСТЕЙ ИЗДЕЛИЙ | 2006 |
|
RU2336155C2 |
| Печь с кипящим слоем | 1979 |
|
SU863977A1 |
| СПОСОБ ОБЕЗВОЖИВАНИЯ КАРНАЛЛИТА В ТРЕХКАМЕРНОЙ ПЕЧИ КИПЯЩЕГО СЛОЯ И ТРЕХКАМЕРНАЯ ПЕЧЬ КИПЯЩЕГО СЛОЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2110742C1 |
| Аппарат с кипящим слоем | 1976 |
|
SU554461A1 |
| Способ обработки запыленного газа | 1978 |
|
SU775591A1 |
| Печь кипящего слоя для обжига сыпучего материала | 1980 |
|
SU924488A1 |
| Печь кипящего слоя для обжига известняка | 2001 |
|
RU2224196C2 |
| Печь кипящего слоя | 1978 |
|
SU750240A1 |
| МНОГОКАМЕРНЫЙ АППАРАТ ДЛЯ ОБЕЗВОЖИВАНИЯ КАРНАЛЛИТА В КИПЯЩЕМ СЛОЕ | 1993 |
|
RU2094718C1 |
Изобретение относится к области очистки загрязненных поверхностей изделий сложной формы, например рельсов. Установка состоит из печи с кипящим слоем, содержащей смежные камеры, разделенные перегородкой с переточной щелью в нижней ее части, одна из которых снабжена шибером, а также газораспределительной решетки, подрешеточной камеры, электронагревателей и воздухоподогревателя. В газораспределительной решетке установлены колпачки фонтанирующего ожижения кипящего слоя в строго определенном месте относительно очищаемых поверхностей изделия, а на пути быстрого подъема абразивных частиц установлены отражатели-преломители восходящего потока частиц. Использование изобретения позволяет обеспечить направленное тепловое и абразивное воздействие мелкозернистого материала на поверхность изделия, быструю смену отработанного абразивного материала новой чистой порцией и за счет этого увеличить производительность процесса и повысить качество очистки загрязненных поверхностей. 2 з.п.ф-лы, 1 ил.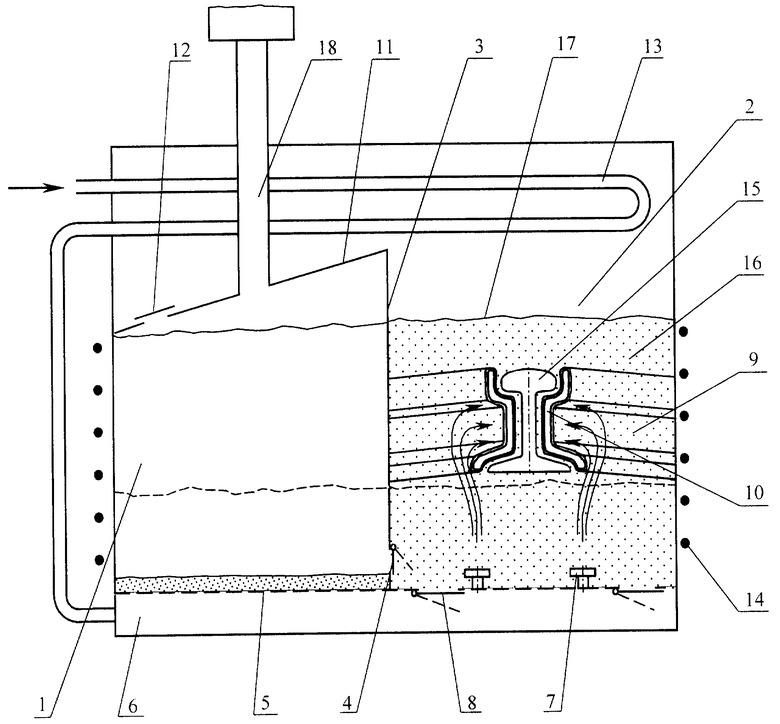
| Устройство для обработки деталей в псевдоожиженном абразиве | 1983 |
|
SU1252140A1 |

