ИзоГ,1етепие (vnuK-ится к поверхностной обт)пбптке дйталеГГ снободяым абразином п может 5ыть использовано в машиногтрпителмкчн и других областях промышленности,
Цель и-юОретен-ия - обеспечение ачественной обработки деталей,
Укатапная цель достигается путем перемещения псевдоожиженного слоя абразива и ойр)апат,шаемьгх деталей.
На фиг, 1 схематично изображено устройств для обработки деталей в псевдоожиженном абразиве; на фиг.2- разрез А-Л иг,, фиг, 1,
Устройство содержит электродвигатель 1 , неподв1тжную опору 2, барабан 3, обечайка которого перфорирована и в котором формируется кипящий слой в результате пропускания через отверстия сжатого воздуха,
Барабан 3 вращается в подшипниках на двух опорах (стойках) 2 и 4: левой 2 - неподв1гж:тюй и правой ft - подвижной. Вращающийся барабан 3 окружен воздухораспределительной ка- мерой 5 подвода сжатого воздуха вовнутрь барабана с целью создания внутри него вращающегося псевдоожиженного абразива слоя. Барабан 3 приводится во вращательное движение при помощи электродвигателя через цепную передачу. Электродвигатель 1 име- ет возможность изменять обороты в широком диапазоне.
Двигатель i крепится на неподвижном основании. Левая полуось 6 барабана 3 выполнена пустотелой и через нее ос тдествляется выход отработан- него вместе с некоторым коли чеством уносимого абразива из вращающегося барабана 3 наружу - в систему циклонов для отделения абразива от воздуха с целью последующего воз- врашеш я абразива в барабан 3 с помощью шнекового питателя 7
Подвижная опора 8 имеет возможность поступательного движения в на правленитт оси барабана 3. На правой опоре ( крепится правая полуось 9,
в виде полой тр /бы. После загрузки полуоси дрт.- г ями правая крьттка 10 стыкуется с . ji iaHueM 1 1 барабана 3 и соединнетг;: с. ким жестко при помощи crTeiUianbHbi; рым-болтов, образуя мо- Нхолитяу;-- р;.-и11,акчнуюсл конструкцию, BHVTPH полуог,51 9 помешен ганек 7 для . ,Т1,гг,, и портачи .бразив- ноге .ли яо вращаюпгийся бара52140
бан 3, Подача абразива производится постоянно в зависимости со скорости уноса частиц его вместе с воздухом через полуось 6 при помощи шнека 7.
5 При прокачивании сжатого воздуха через псевдоожиженный слой 12 вместе с воздухом постоянно уносится весьма незначительная часть абразива через левую полуось 6, поэтому
О для компенсации постоянного уноса порощка из барабана 3 в конструкции установки предусмотрена система возврата (компенсации) абразива в барабан 3, Разделение абразива от воз15 духа осуществляется в циклонах 13, а возврат обратно во вращающийся барабан 3 - при помопп щнекового транслюртера шнека 7.
В установка также предусматрива20 ется очистка абразива от металлической пыли при помощи магнитного сепаратора (не показано).
Обрабатываемые детали крепятся на манипуляторах 1А радиа.аьно и по
25 размещенных на правой полуоСи 9, входящей вовнутрь вращающе ося барабана 3.
Радиальное расположение манипуляторов 1.4 позволяет более рационально
30 использовать рабочий обьем псевдоожиженного слоя. Правая полуось 9 через цепную передачу 15 кинематически связана с электродвигателем 16, который вращает полуось 9 с заjr крепленными деталями 17 на манипуляторах 14 в направлении, обратном вращению псевдоожиженного слоя 12, При полировке применяется абразивный порошок. При обработке ( за40 чистке поверхности и снятия заусенцев применяются более крупные абразивные зерна. При упрочнении барабана 3 используется мелкая дробь (шарики от шарикоподшипников размером
45 ,5 мм),
Устройство работает следующим образом.
Перед началом работы правая 50 стойка 4 отсоединяется от барабана 3 и отводится в сторону. На манипуляторы крепятся обрабатыраемые детали. Затем стойка 4 придвит-аётся к барабану 3 до соединения с правой 55 крьшжой 10, которая наглухо соединяется с полуосью 9, Включаются электродвигатели 1 и 16, полуось 9 начинает вращаться. Детали, закре-
31
пленные на манипуляторах 14, также вращаются в противоположную сторону вращению барабана 3 с малой скоростью для создания необходимого натяжения на подвесках манипуляторов )А, Затем подается сжатый воздух вовнутрь барабана 3, где образуется псевдоожиженный вращающийся слой абразивного порошка, через который постоянно проходят обрабатыва
521404
емые детали, при этом производится их обработка в псевдоожиженном слое (снятие заусенцев, полирование или упрочнение дробью). Вращение мани- 5 пуляторов 14 с деталями осуществляется при помощи электродвигателя 16. При необходимости предусматривается вращение манипуляторов с де- татями вокруг оси с меньшей скоро- 10 стью для более качественной обработки.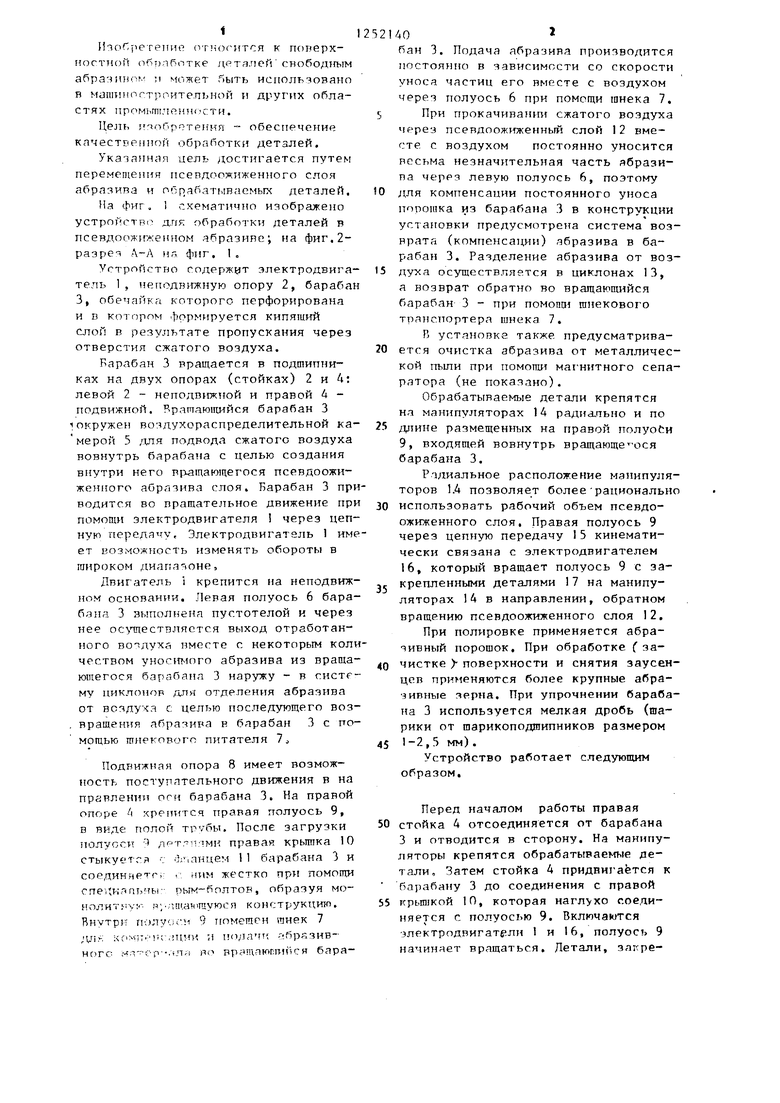

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для абразивной обработки деталей в псевдоожиженном абразиве | 1979 |
|
SU872216A1 |
| Установка для гидрообработки деталей | 1988 |
|
SU1634456A1 |
| Способ обработки деталей в псевдоожиженном абразиве | 1979 |
|
SU770760A1 |
| Устройство для абразивной обработки деталей | 1979 |
|
SU874315A2 |
| Устройство для обработки деталей в псевдоожиженном абразиве | 1980 |
|
SU876386A1 |
| Способ обработки деталей в псевдоожиженном слое абразива | 1979 |
|
SU903087A1 |
| Устройство для анодно-абразивного полирования и снятия заусенцев | 1986 |
|
SU1407713A1 |
| Способ обработки деталей в псевдоо-жижЕННОМ АбРАзиВЕ | 1979 |
|
SU846243A1 |
| УСТРОЙСТВО ДЛЯ ОТДЕЛОЧНО-ЗАЧИСТНОЙ ОБРАБОТКИ | 2012 |
|
RU2507053C1 |
| Способ обработки деталей в свободном абразиве и устройство для его осуществления | 1980 |
|
SU867617A1 |

Составитель Л.Карелина Редактор А.Ворович Техред А.Кравчук Корректор Л.Обручар
Заказ 4572/17 Тираж 740Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г, Ужгород, ул. Проектная, 4
.2
| Устройство для обработки деталей в псевдоожиженном абразиве | 1980 |
|
SU876386A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
