Установка для магнитно-абразивной очистки и (или) обработки поверхностей изделий сложной формы предназначена для использования в области очистки загрязненных поверхностей при их восстановлении, а также при обработке свободным абразивом, заключающаяся в создании кипящего слоя магнитно-абразивного материала в зоне обработки детали, наложении переменного магнитного поля на зону обработки с реализацией магнитно-абразивной обработки.
Известна установка, использующая для обработки и зачистки вращающихся деталей кольцевой формы магнитно-абразивный порошок, находящийся в кольцевом пазу, где создается магнитное поле, прижимающее порошок к обрабатываемой поверхности [1]. Данная установка обеспечивает обработку только тел вращения в форме колец, втулок, труб и только с одной стороны.
Известен способ обработки изделий из немагнитных материалов [2], использующий для чистовой обработки изделий зерна из твердого ферромагнитного материала, удерживаемые на вращающемся электромагнитном диске. Недостатками данного способа и установки являются: возможность обработки только плоских поверхностей, разброс магнитно-абразивного материала, неполное использование режущих свойств магнитно-абразивного материала, сложность устройства подачи ферромагнитного материала к вращающемуся электромагнитному диску.
Известно также устройство для магнитно-абразивной обработки [3], позволяющее обрабатывать как плоские, так и фасонные поверхности. Недостатками данной установки являются: невозможность обработки поверхностей сложной формы, разброс магнитно-абразивного материала, сложность устройства подачи ферромагнитного материала к вращающемуся электромагнитному диску, а также то, что фасонные поверхности имеют в профиль лишь форму тел вращения.
Известна установка для очистки поверхностей изделий сложной формы, использующая для удаления загрязнений с поверхности нагрев поверхностей изделия до температуры плавления органических составляющих загрязнений с последующей струйно-абразивной обработкой сжатым воздухом и абразивом кипящего слоя [4]. Данная установка обеспечивает очистку загрязненных поверхностей, в основном, за счет нагрева поверхностей, что значительно повышает затраты на эксплуатацию. Направленный поток абразива создается воздушным потоком, который выходит из отражателей-преломителей. При этом скорость мелкозернистого материала недостаточна для очистки без подогрева. Преломление потока абразивных частиц при восходящем движении снижает скорость абразива, что уменьшает интенсивность очистки.
Технический результат изобретения - повышение качества и интенсивности очистки загрязненных поверхностей изделий сложной формы и (или) отделочной обработки деталей машин сложной формы за счет направленного магнитного абразивного воздействия мелкозернистого магнитно-абразивного материала на поверхности изделий одновременно с обработкой кипящим слоем мелкозернистого абразивного материала при вращении заготовки.
Указанный технический результат достигается тем, что в днище корпуса установлены колпачки фонтанирующего сжижения кипящего слоя в строго определенном месте относительно медленно вращающейся детали, создающие направленный поток магнитно-абразивного материала на обрабатываемые поверхности детали, а в стенках корпуса установлены магниты переменного тока, создающие переменное магнитное поле в зоне обработки при подключении последовательно попарно диаметрально-противоположных магнитов, что обеспечивает направленное импульсное воздействие магнитно-абразивного материала на очищаемую и (или) обрабатываемую поверхность детали 8. В отверстиях камеры для подачи нового и удаления отработанного материала в рабочей камере предусмотрены заслонки.
На чертеже изображена установка для очистки и (или) обработки поверхностей изделий сложной формы.
Установка состоит из следующих основных элементов: рабочая камера 1, коллектор 2, патрубок подачи сжатого воздуха 6. В днище рабочей камеры установлены колпачки 7 фонтанирующего сжижения кипящего слоя 11, а также колпачки для общего сжижения кипящего слоя 12, и выполнено отверстие для удаления отработанного материала, закрывающееся заслонкой 5 со стороны коллектора 2. В стенках рабочей камеры по периметру симметрично относительно очищаемого изделия 8 установлены магниты переменного тока 3. В крышке камеры предусмотрена закрываемая заслонка для засыпки новой порции абразива 9. В крышке также могут быть расположены электромагниты переменного тока 3 для увеличения интенсивности очистки и (или) обработки поверхностей, обращенных к крышке камеры.
Установка работает следующим образом.
Новый абразив засыпают через заслонку 9. Сжатый воздух через патрубок 6 подается в коллектор 2 и через колпачки 7 и 12 поступает в камеру 1. Изделие 8 крепится в рабочей зоне к крышке камеры 4 и приводится во вращение с помощью подвески 10.
Поток воздуха, проходя через колпачки 12, создает кипящий слой в рабочей камере 1. Сжатый воздух, проходя через колпачки фонтанирующего сжижения 7, образует в кипящем слое поток быстро поднимающихся частиц мелкозернистого магнитно-абразивного материала, который направляется в зону очистки - к детали 8, воздействует на ее поверхности. Одновременно под действием магнитных сил, создаваемых электромагнитами переменного тока 3, размещенными в стенках камеры, при последовательном попарном подключении противоположных магнитов частицы кермета перемещаются в различных направлениях и обеспечивают направленное импульсное воздействие магнитно-абразивного материала на очищаемую и (или) обрабатываемую поверхность детали 8, что способствует увеличению механического воздействия частиц на поверхность изделия. Постоянное обновление магнитно-абразивного материала 11 в зоне обработки осуществляется за счет псевдоожиженного слоя, создаваемого продуванием сжатого воздуха через колпачки 7 и 12. При этом движение магнитно-абразивных материалов в зоне контакта с поверхностями обрабатываемой детали происходит в различных направлениях, деталь совершает вращательное движение, что обеспечивает обработку поверхностей любой формы и сложности, а также повышенный съем загрязнений и (или) металла с обрабатываемой поверхности изделия 8.
При очистке деталей, как и при обработке, происходит постепенное загрязнение мелкозернистого материала. Для обеспечения быстрого удаления отработанного абразивного материала открывается заслонка 5, и при подаче сжатого воздуха под давлением в камеру 1 происходит удаление абразива из нее.
Источники информации:
1. Авторское свидетельство №732128. СССР, М. Кл. 49/12. Установка для магнитно-абразивной обработки вращающихся деталей кольцевой формы / Ю.С.Кочура, Е.А.Матросов, А.А.Мизери. 1980.
2. Авторское свидетельство №137756. СССР, М. Кл. 49/12. Способ обработки изделий из немагнитных материалов / А.В.Мещеряков, Л.Д.Калиновский и В.А.Шальнов. 1961.
3. Авторское свидетельство №1201109 М. Кл. В24В 31/10 Устройство для магнитно-абразивной обработки / Ю.М.Барон, С.П.Приходько. 1985.
4. Патент на изобретение №2257965 Россия, М. Кл. F27В 15/00. Установка для очистки поверхностей изделий сложной формы / В.В.Горелов, Л.Ф.Родионов, Е.Р.Шадыев, А.А.Уютов, 2005.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОДАЧИ МАГНИТНО-АБРАЗИВНОГО МАТЕРИАЛА В ЗОНУ МАГНИТНО-АБРАЗИВНОЙ ОБРАБОТКИ СЛОЖНЫХ ПОВЕРХНОСТЕЙ ИЗДЕЛИЙ | 2006 |
|
RU2336155C2 |
| УСТАНОВКА ДЛЯ ОЧИСТКИ ПОВЕРХНОСТЕЙ ИЗДЕЛИЙ СЛОЖНОЙ ФОРМЫ | 2004 |
|
RU2257965C1 |
| Устройство для обработки деталей свободным абразивом | 1990 |
|
SU1798135A1 |
| Устройство для абразивной обработки деталей | 1979 |
|
SU874315A2 |
| СПОСОБ ПОДГОТОВКИ К ЭКСПЛУАТАЦИИ НАРЕЗНЫХ НЕФТЕГАЗОПРОМЫСЛОВЫХ ТРУБ И КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2312201C1 |
| ВАКУУМНАЯ УСТАНОВКА НАПЫЛЕНИЯ ПЛЕНОК С КАМЕРОЙ АБЛЯЦИИ | 2014 |
|
RU2584196C2 |
| Система подачи смазочно-охлаждающей жидкости | 1979 |
|
SU889408A1 |
| СПОСОБ КОМБИНИРОВАННОЙ ОБРАБОТКИ КАНАЛОВ СЛОЖНОЙ ФОРМЫ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2020 |
|
RU2764538C1 |
| Устройство для обработки деталейВ пСЕВдООжижЕННОМ АбРАзиВЕ | 1979 |
|
SU848312A1 |
| УСТАНОВКА ДЛЯ ОБРАБОТКИ ДЕТАЛЕЙ СВОБОДНЫМ АБРАЗИВОМ | 1992 |
|
RU2043910C1 |
Изобретение относится к области машиностроения и может быть использовано при очистке и/или отделочной обработке сложных поверхностей изделий. Установка содержит камеру с мелкозернистым магнитно-абразивным материалом и заслонками для его загрузки-выгрузки. Для поддержания магнитно-абразивного материала во взвешенном состоянии с образованием кипящего слоя предусмотрены коллектор и установленные в коллекторе колпачки фонтанирующего ожижения кипящего слоя. Изделие закреплено в камере с возможностью медленного вращательного движения. В ее стенках размещены электромагниты переменного тока с возможностью последовательного попарного подключения диаметрально противоположных электромагнитов с обеспечением направленного импульсного воздействия магнитно-абразивного материала на очищаемую и/или обрабатываемую поверхность. В результате повышаются качество и интенсивность обработки за счет обеспечения эффективного направленного воздействия кипящего слоя магнитно-абразивного материала и электромагнитов на поверхность изделия. 1 з.п. ф-лы, 1 ил.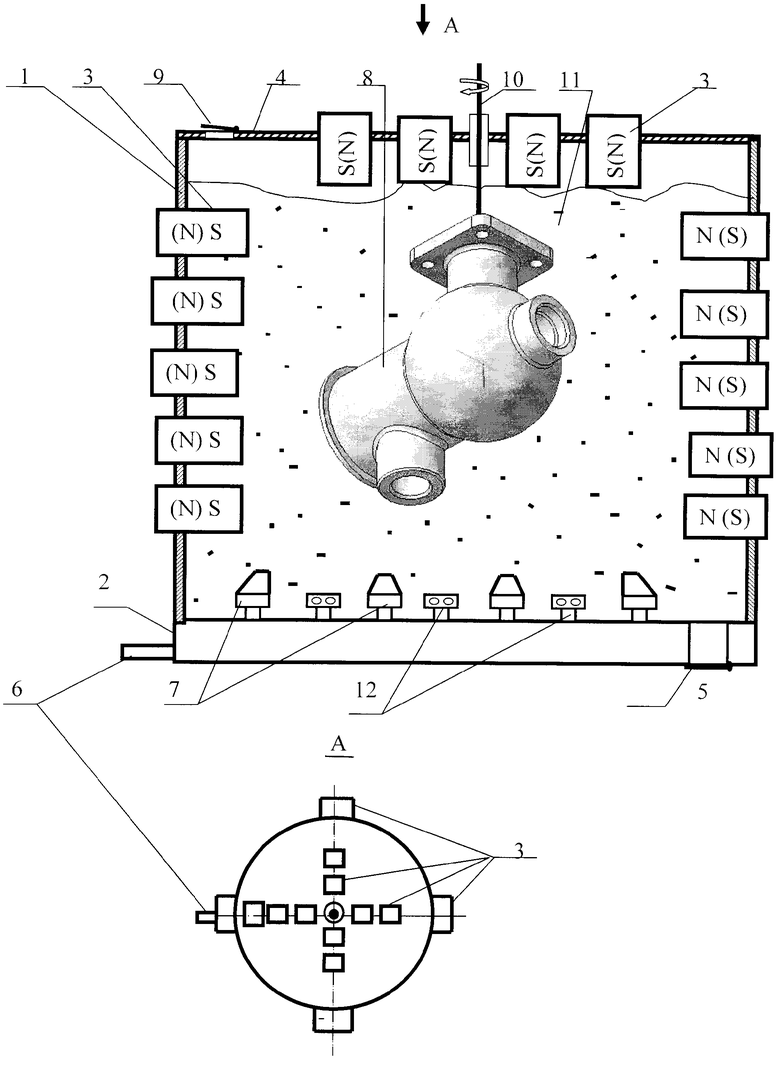
| Устройство для обработки в псевдоожиженном абразивном слое | 1980 |
|
SU979089A1 |
| УСТАНОВКА ДЛЯ ОЧИСТКИ ПОВЕРХНОСТЕЙ ИЗДЕЛИЙ СЛОЖНОЙ ФОРМЫ | 2004 |
|
RU2257965C1 |
| Способ обработки деталей в псевдоожиженном слое абразива | 1985 |
|
SU1507561A1 |
| JP 61076266, 18.04.1986 | |||
| US 3848363 A, 19.11.1974. | |||

