Изобретение относится к устройствам для механизации строительства магистральных трубопроводов, в частности к устройствам для удаления усилений сварных швов и наружного грата, возникающего при электроконтактной стыковой сварке труб.
Цель изобретения - улучшение качества обработки и упрощение конструкции.
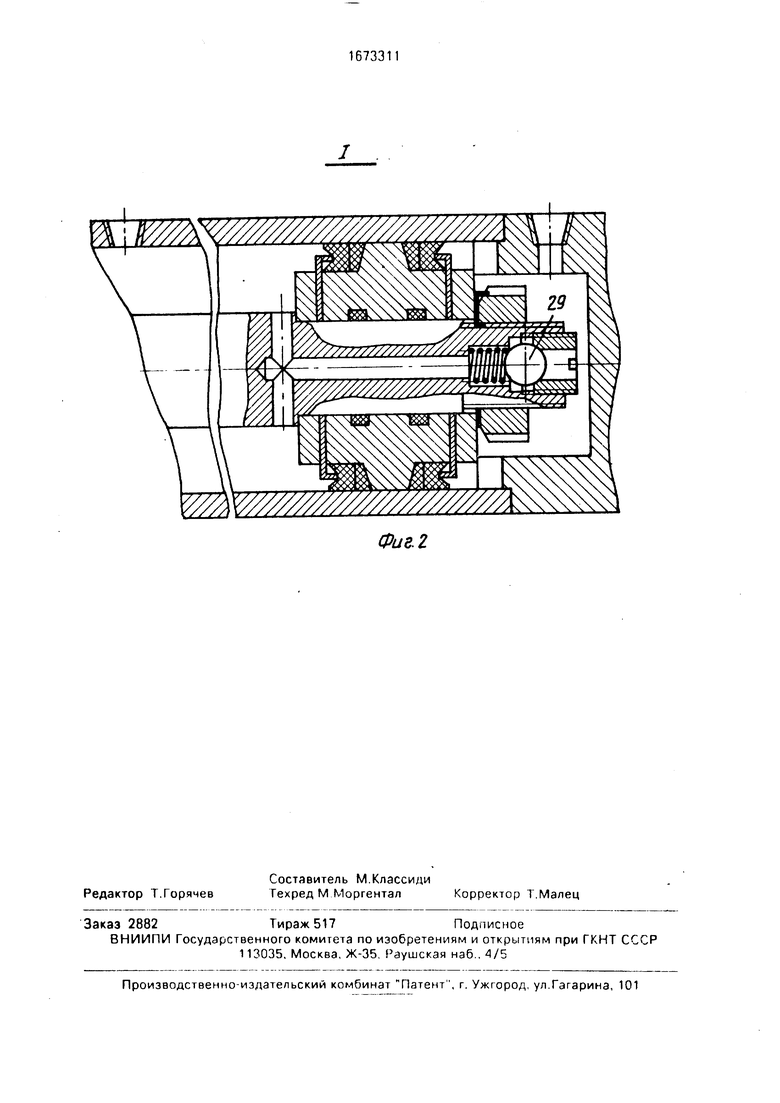
На фиг. 1 представлен предлагаемый станок, общий вид; на фиг. 2 - узел I на фиг. 1.
Станок состоит из двух кольцевых корпусов 1 с направляющими 2 и зубчатыми венцами 3 с механизмом 4 сведения и раз- ведения. Для фиксации корпусов 1 служат фиксаторы 5 и гидроцилиндры 6, а для центрирования - опорные башмаки 7 с прижимами 8 и приводами 9. Станок также содержит подвеску 10, рамы 11, установлен- ные на несущих катках 12 с возможностью вращения по направляющим 2 с помощью привода тангенциального перемещения, установленного на одной из рам 11 и состоящего из электродвигателя 13, муфты 14, редуктора 15 и зубчатого колеса 16. Нижние из несущих катков 17 выполнены с возможностью выбора зазора между ними и направляющими 2. Рамы 11 статически уравновешены контргрузами, что позволяет при наличии постоянного сопротивления их тангенциальному перемещению за счет сил трения и сил сопротивления резанию обеспечить более высокое качество обработанной поверхности, и снабжены фиксаторами
18,выполненными в виде гидроцилиндров с упорами.
На рамэх 11 установлены фрезерные головки, каждая из которых снабжена приводом вращения фрез 19. жестко связан- ным с рамами 11 и состоящим из электродвигателя 20 и ременной передачи 21. Фрезерные головки включают шпиндельные бабки, состоящие из корпуса 29 шпиндельной бабки, шпинделя 23, фрезы
19,копирных роликов24, жестко закрепленных на корпусе шпиндельной бабки 22 в направляющей с помощью гайки, ч го позволяет выставлять необходимую величину превышения обработанного стыка.
Фрезерные головки снабжены направляющими 25 для перемещения кареток 26. жестко закрепленных на корпусе шпиндельных бабок 22, гильзой 27, установленной с возможностью вращения в корпусе фрезерной головки. Гильза 27 связана с шпинделем 23 шлицевым соединением. Фрезерные головки содержат привод радиальной подачи, выполненный в виде гидроцилиндра 28, корпус которого жестко связан с корпусом фрезерной головки, а шток - с корпусом шпиндельной бабки 22, причем поршневая и штоковая полости гидроцилиндра 28 соединены подпорным клапаном 29,а направляющие 25 жестко связаны с корпусом рам 11, При работе станок закрепляется на одной из сваренных труб 30.
Станок работает следующим образом.
Кольцевые корпуса 1, закрепленные на подвеске 10, замыкаются на трубе 30 механизмом 4, причем фрезы 19 располагаются при этом в плоскости стыка труб 30, фиксируются в замкнутом положении с помощью фиксаторов 5 и гидроцилиндров 6, центрируются опорными башмаками 7 и фиксируются прижимами 8 с помощью приводов 9. После замыкания кольцевых корпусов 1 и фиксирования их в этом положении гидроцилиндрами выводятся упоры фиксаторов 18. Благодаря сопряжению зубчатого колеса 16 с зубчатым венцом 3 каждая рама 11 при включенном приводе тангенциального перемещения движется на несущих катках 12 по направляющим 2. При этом фрезы 19 с помощью ременных передач 21. гильз 27 и шпинделя 23 вращаются в корпусах шпиндельных бабок 22 от электродвигателей 20, гидроцилиндры 28 осуществляют радиальную подачу фрез 19, перемещая в направляющих 25 каретки 26. жестко закрепленные на корпусе шпиндельных бабок 22.
Рабочая жидкость от источника подает ся в поршневую полость гидроципиндроь 28 и фрезы 19. вращаясь, перемещаются к грату. При врезании возникают реакции от сил резания, возрастает давление в поршневой
полости гидроцилиндра 28 и открывается связанный с ней подпорный клапан 29 рабочая жидкость поступает в штоковую полость В результате скорость подачи фрез 19 уменьшается, но подача продолжается до касания роликами 24 поверхностей обрабатываемых труб 30 После этого включается вращение рам 11 Ролики 24 обкатываются вокруг обрабатываемых труб 30, прижимаясь к их поверхностям гидроцилиндром 28 При нробходимости перемещения фрезы радиально к оси труб (преодоление впадин, приближение к малой оси овала) рабочая жидкость, продолжая поступать в штоковую и поршневую полости гидроцилиндра 28 за счет разности их площадей, перемещает поршень, а с ним и шпиндель с фрезой 19 радиально к оси трубы
При необходимости перемещения фрезы 19 от оси труб (преодоление выступов приближение к большой оси вала) поверхность труб 30, воздействуя на копирные ролики перемещает последние, а с ними и шпиндель с фрезой от оси труб При этом за счет подачи рабочей жидкости в обе полости гидроцилиндра 28 не происходит подсасывание воздуха из слива, чем исключаются скачки и вибрации а следовательно, обеспечивается стабильное усиление поджатия фрез 19 Y обрабатываемой поверхности Следовательно с провесе обработки под порный клапан 29 всегда открыт так как давлени- в гидросистеме з тзвляет сжиматься пружину клапана а рабичро жиц копь гоступает порлжев/ю и штоковую полости гидооцили доз 8 Лоц nopium гидроцилиндрз2П обеспечивает необходимую величину по/лчи перекрьр лсмую pep хне и отклонение ди JMeioa груб с учеюм ов J.TL ости зпадин и вы т/пов на позэъхн.хги TDVO
По о«ончс и о саЬотки рабочая жидкость подаст в ш ежовую полость пыро- цилиндра 8 как подпорный клапан 29 не пропускав, рабочую жидкость в поршневую полость, г &сгедствиетого что площадь ш (Оковой молости меньше поршневой полости проиооди- ускоренный огвсд фрез 19
от обработанной поверхности что сокраща
0 ет время рабочего цикла
Таким образом происходит процесс удаления наружного грата Возникающие при этом усилия воспринимают направляю щие 25 и гидроцилиндры 28 что обеспечивает требуемую жесткость закрепления
5 фрез 19 и качество обработки После удале ния грата по всему периметру трубы 30 электродвигатель 13 переключается путевым переключателем, установленным на кольцевом корпусе 1 и рамы 11 возвращаются в исходное положение, в котором тот же электродвигатель 13 отключается другим путевым переключателем установленным на кольцевом корпусе 1
5Гидроцилиндры 28 отводят фразы 19 в
исходное положение причем рабочая жид кость подается только в штоковую полость рамы 11 фиксируются в исходном положении фиксаторами 18 прижимы 8 отжимают0 ся раскрываются фиксаторы 5 механизмы сведения и разведения размыкает кольце вые корпуса 1 и станок перемещается на следующий стык
Формула изобретения
5Станок для удаления наружного грата
состоящий из двух шарнирно соединенных корпусов с механизмом их сведения и разведения н°гущи две рамр с приводами вращения и танге и i ьнсч j перемете ила
0 и корруС фргзерных головок с приводов пращения инструмента направляющими дя т перемещения каоетки кс-туст шгп н- нон бабки и копирными oort. к зг иг ор - ;ом гимроци«индоз радиттьнои гчдг i
5 отлича-ощиист тгм «то с j ут гчценич кчнструкции и улучшения кане
C tia ОбрРвГ1 1 КирПуС IX/jJir ГИДрС,
лиицра радиа/1 ои подучи жесг1 о свячом корпусе л со пветг i ьуищеи фр з грчо i го
0 лоьки, а иток - с ко т LC шпиндельной -if KH трирем m ijHerля илоковая поло гти u Apo Ji/iik,Ha.a rt/t д и инм внедемным ь станок юдпорным клапаном а привод pi. зерпой ги/ювки и направляющая
5 корпуса шпин/гетьнои баОи жестко соединены корпусом рам
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для удаления наружного грата | 1988 |
|
SU1537409A1 |
| Фрезерный станок для обработки внутренних плоскостей в отверстиях корпусных деталей | 1985 |
|
SU1337206A1 |
| АВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ ЧЕРНОВОЙ ОБРАБОТКИ КОЛЕЦ НЕПРАВИЛЬНОЙ ФОРМЫ | 1969 |
|
SU252812A1 |
| Стенд для испытания шпиндельной бабки | 1985 |
|
SU1266679A1 |
| Агрегат для термической обработки штанг | 1976 |
|
SU704993A1 |
| Копировально-фрезерный станок | 1976 |
|
SU650809A1 |
| Станок с числовым программным управлением | 1978 |
|
SU699740A1 |
| Станок для обработки концов труб | 1982 |
|
SU1065088A1 |
| Фрезерный станок | 1976 |
|
SU656747A1 |
| СПОСОБ ОБРАБОТКИ РАБОЧЕЙ ПОВЕРХНОСТИ ГОЛОВКИ РЕЛЬСА НА РЕЛЬСОФРЕЗЕРНОМ СТАНКЕ И РЕЛЬСОФРЕЗЕРНЫЙ СТАНОК | 2001 |
|
RU2201318C2 |
Изобретение относится к устройствам для механизации строительства магистральных трубопроводов, в частности к устройствам для удаления усилений сварных швов и наружного грата, возникающего при электроконтактной сварке труб. Цель изобретения - улучшение качества обрабатываемой поверхности труб. Кольцевые корпуса 1 замыкаются на обрабатываемой трубе 30 механизмом 4 сведения и разведения. После замыкания корпусов 1 и фиксирования их в этом положении благодаря сопряжению зубчатого колеса 16 с зубчатым венцом 3, каждая рама 11 при включенном приводе тангенциального перемещения движется на несущих катках 12 по направляющим 2. При этом фрезы 19, вращаясь, с помощью гидроцилиндра 28 осуществляют радиальную подачу фрез 19, перемещая в направляющих 25 каретки 26, жестко закрепленные на корпусе шпиндельной бабки 22. Поршневая и штоковая полости гидроцилиндра 28 соединены подпорным клапаном, который всегда открыт, так как давление в гидросистеме заставляет сжиматься пружину клапана, а рабочая жидкость поступает в поршневую и штоковую полости гидроцилиндра 28. Ход поршня гидроцилиндра 28 обеспечивает необходимую величину подачи, перекрывающую верхнее и нижнее отклонение диаметра свариваемых труб с учетом овальности, впадин и выступов на поверхности труб. 2 ил.
Фиг. 2
| Станок для удаления наружного грата | 1988 |
|
SU1537409A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
